Реферат
Содержание
- Введение
- 1. Методика исследования
- 2. Прокатка по продольной схеме
- 3. Результаты исследования
- Выводы
- Список литературы
Введение
Увеличение абсолютных обжатий при прокатке в горизонтальных валках толстолистовых станов способствует повышению их производительности. Оснащение новых толстолистовых станов мощными клетями с горизонтальными валками позволяет вести процесс прокатки с большими абсолютными обжатиями, что приводит к дополнительному уширению концов [1], т.е. к дополнительному веерообразному уширению.
В литературе [2, 3] существует мнение о сходстве веерообразного уширения с обычным уширением, а существенным фактором, влияющим на уширение, является обжатие при прокатке. При производстве толстых листов, обычно суммарная вытяжка от сляба к листу вполне определена, а количество пропусков стремятся уменьшить, чтобы обеспечить высокую производительность станов.
Определение количественной зависимости веерообразного уширения от дробности деформации позволит управлять формой раскатов на толстолистовых станах, имеющих в своём составе клеть с вертикальными валками, выбирая рациональную величину обжатия боковых (торцевых) граней при прокатке листов по продольной или поперечной схеме без промежуточных кантовок в горизонтальных валках.
В настоящее время изучению разноширинности листов при прокатке на толстолистовых станах без разбивки ширины уделяется мало внимания.
1. Методика исследования
Согласно закону подобия деформируемые тела должны быть геометрические и физически подобны.
Геометрическое подобие соблюдается при равенстве отношений соответственных линейных размеров (длина l, ширина b, высота h) модели (индекс «М») и натуры (индекс «Н»), т.е.:
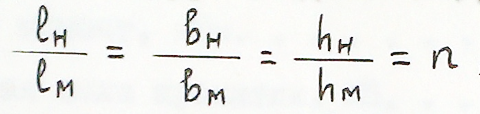
Где n – масштаб моделирования.
Выбор масштаба моделирования (n) обусловлен возможностями лабораторного стана и требованиями к точности эксперимента, поэтому был выбран n =1:10.
В работе в качестве материала для проведения экспериментов был использован технический чистый свинец при комнатной температуре. Выбор свинца для моделирования горячей прокатки стали объясняется тем, что свинец, как известно, рекристаллизируется при комнатной температуре и процессы его упрочнения и разупрочнения протекают, аналогично процессам упрочнения и разупрочнения стали при горячей деформации. А прочностные и пластические характеристики свинца в холодном состоянии примерно соответствуют прочностным и пластическим характеристикам стали по горячей прокатке.
Образцы, литые свинцовые слябы, подвергались предварительной деформации в горизонтальных валках с относительным обжатием 10%, после чего фрезеровались.
Краткая техническая характеристика лабораторного стана 340:
Прокатка свинцовых образцов осуществлялась на лабораторном стане 340, состоящем из четырёхвалковой горизонтальной клети и клети с вертикальными валками.
Техническая характеристика стана:
Диаметр рабочих валков, мм………………110,
Диаметр опорных валков, мм……………...250,
Диаметр вертикальных валков, мм……….100,
Тип и мощность двигателя, кВт ДП72……67,
Крутящий момент, кНм…………………….3,7,
Допустимая сила прокатки, МН…………..4,5.
2. Прокатка по продольной схеме
Управление формой раската на реверсивных толстолистовых станах, не имеющее в своем составе клетей е вертикальными вал¬ками осуществляется путем подбора соответствующих размеров сля¬бов и листов, а также протяжкой перед разбивкой ширины. Однако не всегда можно подбирать рациональные размеры листов и слябов, которые обеспечили бы листы прямоугольной формы. Поэтому проблема управления формой раскатов на реверсивных толстолистовых станах является актуальной имеется очень мало сведений о влиянии дробности деформации на разноширинность листов, прокатанных но продольной иди по попереч¬ной схемах. Согласно, число пропусков на каждом этапе прокатки толстых листов оказывает существенное влияние на разноширинность листов. Однако выводы, сделанные в этой работе несколько противоречат результатам наших исследований, что требует дополнительные эксперименты.
Листы, прокатанные по продольной схема за три этапа, имеют либо расширенные либо суженные концы в зависимости от соотношения вытяжек на этапах прокатки (μ 1 , μ 2 , μ 3 ). Следовательно, для листов с суженными концами нужно найти мероприятия, способ¬ствующие расширению их концов, а для листов с расширенными кон¬цами – наоборот.
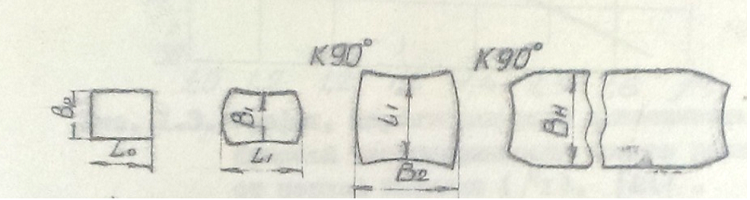
Рисунок 1 – Формоизменение листа при прокатке по продольной схеме
3. Результаты исследования
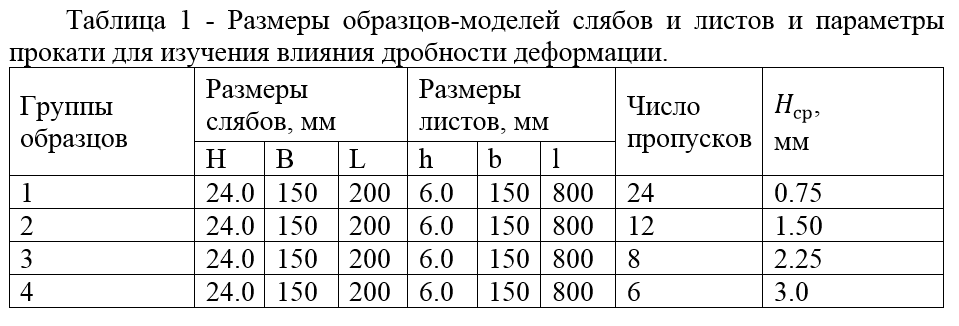
Для изучения влияния дробности деформации на формоизменение раскатов были изготовлены образцы-модели слябов четырёх типоразмеров, по 3 образца на каждый размер. Прокатку образцов осуществляли в цилиндрических валках с одинаковой суммарной вытяжкой, но за разное число пропусков. (Таблица 1)
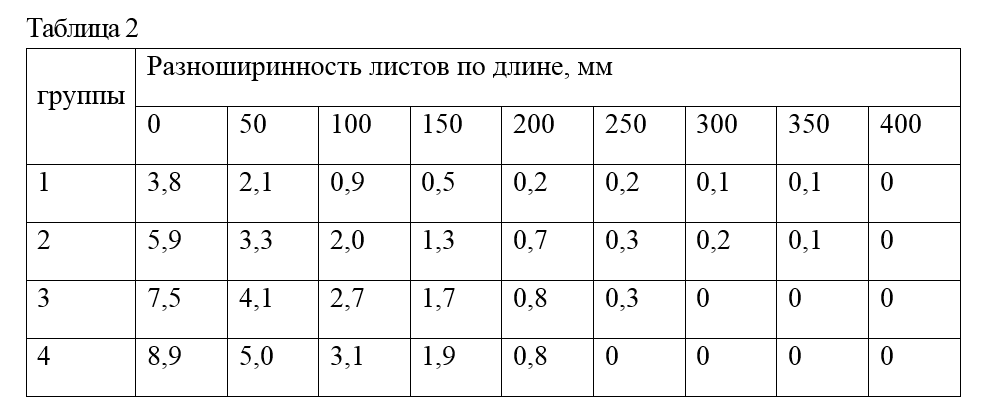
По результатам эксперимента построены кривые зависимости разноширинности (δ k ) и длин концов раскатов (Lк) от вытяжки и среднего обжатия рис. 2 и 3.
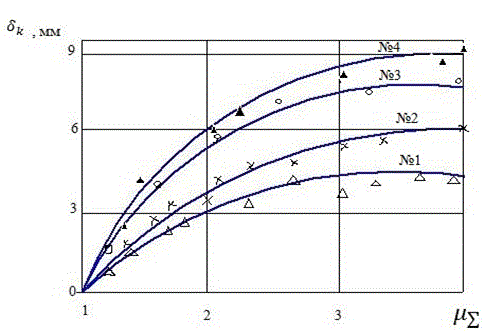
Рисунок 2 – Влияние дробности деформации на разноширинность листов(цифры на кривых - номер группы образцов)
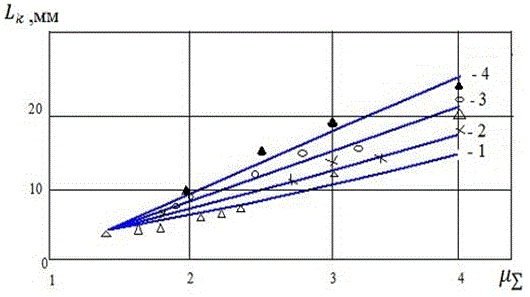
Рисунок 3 – Зависимость длины концов раскатов от дробности деформации
Кривые зависимости средней разноширинности листов хорошо описываются уравнением параболического типа.
Влияние среднего обжатия за пропуск на разноширинность листов можно представить в виде:
- для лабораторных условий: