
Реферат по темі випускної роботи
Зміст
- Введення
- 1. Актуальність теми
- 2. Мета і завдання дослідження, плановані результати
- 3. Опис об'єкта і предмета дослідження
- 4. Методи обробки черв'ячної пари
- 5. Методи нарізки черв'яка
- 6. Вибір необхідних методів досліджень
- Висновки
- Список джерел
Введення
В умовах сучасного стану промисловості найважливішою метою є розвиток технології машинобудування. Це досягається підвищенням продуктивності технологічних процесів, підвищенням якості продукції, що випускається, підвищенням рівня їх автоматизації, а також зниженням собівартості виготовлення одиниці продукції. Виконання цих умов вимагає більш раціонального підходу при проектуванні нових технологій, а також більш ретельного опрацювання окремих моментів в проектуванні технологічних процесів.
Технологічні процеси серійного виробництва мають ряд особливостей, які проявляються при проектуванні технологій. Серед цих особливостей середня номенклатура виробів, велика програма випуску. Застосування технологічних процесів серійного виробництва вимагає більш низької собівартості одиниці виробу в порівнянні з виготовленням аналогічних виробів в дрібносерійному і одиничному виробництвах. Це досягається за рахунок підвищення капітальних витрат на технологічну підготовку виробництва: застосуванням більш дорогих верстатів, оснащених ЧПУ, застосуванням на ряду зі стандартною технологічним оснащенням і спеціальної, більш ретельно складанням технологічної документації і підбором інструменту, в деяких випадках застосуванням спеціального різального інструменту.
1. Актуальність теми
Черв'ячні передачі є поширеним видом силових передач. Якість їх роботи залежить від точності і якості поверхонь зубів черв'ячного колеса і черв'яка, які досягаються головним чином на етапах обробної і зміцнюючої обробки. Черв'як є елементом зі складним періодичним профілем і виходить шляхом механічної обробки. Це вимагає високих витрат трудомісткості механічної обробки і призначення додаткових припусків, пов'язаних з досягненням необхідної точності і якості профілю витка. Обробна обробка зубів черв'ячного колеса, зважаючи на велику площу поверхні зубчастого вінця, вимагає не менших витрат трудомісткості, яка значно збільшується при підвищенні вимог до точності черв'ячних коліс. Тому в даний час актуальною є задача вдосконалення методів обробки черв'ячної пари.
На підставі вищевикладеного, дана робота актуальна, і присвячена вирішенню питань опрделенние і вдосконалення методів обробки черв'ячної пари.
2. Мета і завдання дослідження, плановані результати
Мета роботи: Підвищення продуктивності і якості обробки коліс за рахунок вдосконалення технології і нанесення спеціальних покриттів.
Основні завдання дослідження:
- Виконати аналіз умов роботи черв'ячного колеса, визначити основні вимоги пред'являються до коліс для забезпечення надійної і безвідмовної їх роботи
- На основі морфологічного аналізу, визначити найбільш раціональні методи обробки.
- Запропонувати раціональний метод обробки черв'ячного вінця.
- Виконати дослідження впливу вхідних параметрів.
- Розробити рекомендації щодо вдосконалення методів обробки черв'ячної пари.
3.Описание об'єкта і предмета дослідження
Черв'ячна або, як її також називають, зубчато-гвинтова передача являє собою механічну конструкцію, що складається з зубчастого колеса і спеціального гвинта з різьбленням–черв'яка. Черв'ячне колесо–це представник класу коліс косозубого типу. Механічна передача здійснюється за рахунок зачеплення конусовидного черв'яка про зубчасте колесо. Матеріал верхнього шару колеса повинен володіти зниженими показниками тертя, до внутрішньої частини не пред'являється особливих вимог і вона може бути виконана з будь-якого міцного металу.
Основним робочим органом механізму є черв'як (гвинт з різьбою). Первинний контакт шестерінки починається по лінії, а не в конкретній точці, що є яскравим перевагою даної системи перед аналогічними.
Черв'як може мати один або декілька заходів (як правило, від одного до чотирьох), напрямок руху може бути різним: правим або лівим. Домінантною частиною механізму в більшості випадків виступає черв'як, як субдомінанта–черв'ячні колесо. Основним параметром в механізмі є ділильний осьової крок черв'яка.
Види черв'ячних передач
Малюнок 1–Черв'ячна пара(анімація:3 кадри,230кб)
Окремо можна розділити циліндричні черв'яки на різні підвиди, залежно від форми профілю різьби:
- Архімодов черв'як–трапецевідний профіль з архимедовой спіраллю в торці;
- Конволютний–трапепідальний профіль;
- евольвентної–евольвентний профіль;
- З увігнутим профілем витків.
У глобоїдних конструкцій використовується всього два типи форми профілів: трапіцеідальний і з увігнутим профілем. Робочі кількість витків в глобоідной передачі вище, ніж в циліндричній, це обумовлює її характеристики потужності. Разом з цим виникає і потреба в додатковій системі охолодження, а також точності при виконанні і монтажі.
Переваги черв'ячних передач
Тихі і плавні в роботі дані передачі–це ідеальне рішення для управління нізкомоментнимі силовими установками. Компактні розміри дозволяють вмістити механізм навіть в самі обмежені простору: це може бути як рульова частина транспортних засобів, так і, наприклад, музичні інструменти з розумними механізмами. Окремо варто звернути увагу на властивість самоторможения: воно забезпечує функцію самоторможения без участі додаткових пристроїв управління.
Недоліки черв'ячних передач
Основним недоліком черв'ячної трансмісії є невисокий ККД, пов'язаний з втратами потужності, властивими будь-гвинтовий парі. Використання даної конструкції передбачає обов'язкове застосування антифрикційних матеріалів, виключення яких зазвичай швидко призводить до заїдання зубців. Передані потужності не перевищують 200 кВт, що в значній мірі обмежує області застосування даних пристроїв.
Дані механізми схильні до швидкого зносу, як наслідок–ремонт і підвищені вимоги до регулярного технічного обслуговування, що невигідно для деяких рішень з економічної точки зору.
4.Методи обробки червяной пари
Елементами пари черв'ячної передачі є черв'як і черв'ячні колесо, осі яких перехрещуються зазвичай під кутом 90 ° (в деяких механізмах важких верстатів застосовують передачі з осями, що перехрещуються під кутом 45 °).
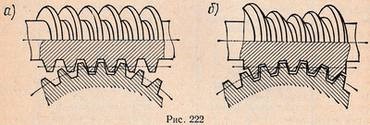
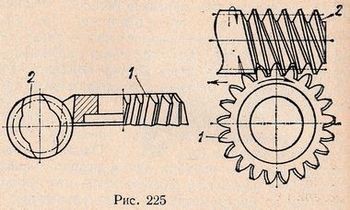
Малюнок 2–Види черв'яків
Черв'яки бувають циліндричні (рис.3.1, а) і глобоїдні (рис.3.1, б). Перетин витків циліндричного черв'яка осьової площиною являє собою рейку з прямолінійними або криволінійними бічними сторонами. Осьовий переріз глобоідной черв'яка має форму кругового прямобочного рейки.
Серед циліндричних черв'яків найбільшого поширення для невідповідальних передач отримав гвинтовий, або архимедів, черв'як, який представляє собою як би звичайний гвинт з трапецеидальной різьбленням. Гвинтові поверхню цього черв'яка утворюється обертанням навколо осі і одночасним переміщенням уздовж осі (за кожен оборот) прямої, що проходить через вісь черв'яка і нахиленою під деяким кутом до осі; при перетині площиною, що проходить через вісь черв'яка, витки мають трапецеїдальний профіль (рис.3.2, а). Черв'ячна пара з таким черв'яком володіє низьким ККД і швидко зношується, тому її застосовують в не відповідальний, тихохідних і слабонавантажених передачах.
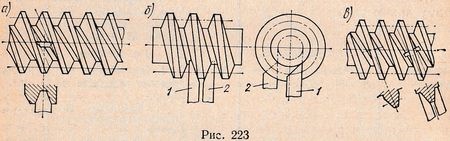
Малюнок 3–Різновид циліндричного черв'яка
Іншим різновидом циліндричного черв'яка є евольвентний черв'як (рис.3.2, б). Він являє собою як би циліндричне зубчасте колесо з звольвентной гвинтовою поверхнею. У перетині черв'яка площинами, перпендикулярними осі основного циліндра, виходять евольвенти, від яких цей черв'як і отримав свою назву. Черв'ячні пари з евольвентними черв'яками часто використовують в відповідальних передачах при великих навантаженнях і швидкостях, але виготовлення таких передач вимагає застосування спеціального устаткування і складних методів обробки.
Нарешті, третім різновидом циліндричного черв'яка є черв'як з прямолінійним профілем в нормальному перетині витка і з подовженою евольвентою збоку витка в перерізі, поперечному до осі (рис.3.2, в). Такий черв'як називають конволютним черв'яком. Він є різновидом евольвентного черв'яка. Ці черв'яки більш прості в обробці, ніж евольвентні, і забезпечують достатню точність зачеплення черв'ячної передачі, мають високий ККД і зносостійкість.
глобоідной черв'яки володіють великою поверхнею зіткнення витків черв'яка з зубами черв'ячного колеса, що обумовлює зниження тиску, а, отже, і зносу поверхні зубів черв'ячної пари. Гвинтові нитка у цього черв'яка утворюється при гвинтовому русі профілю не по циліндричній поверхні, а по поверхні глобоіда. Незважаючи на складність виготовлення, їх широко застосовують при передачі великих потужностей.
5. Нарізування черв'яків
Найпростішим видом обробки черв'яків є нарізування їх на токарному верстаті різцем з прямолінійним профілем. Для отримання правильного профілю витків профіль різця повинен мати контур западини між зубами черв'яка в певному його перетині і поєднуватися при нарізанні з площиною цього перетину.
Щоб отримати архимедів черв'як, профіль різця з прямолінійними крайками повинен бути поєднаний з площиною, що проходить через вісь черв'яка (рис. 3.2, а). Однак зі збільшенням кута підйому витка нарізування черв'яка одним різцем стає скрутним внаслідок зміни розміру кута, що призводить до виходу з ладу різального інструменту через викришування різальної крайки. Тому архимедови черв'яки при великому куті підйому витків замінюють евольвентними або конволютнимі.
евольвентної черв'як нарізають двома різцями 1 і 2 (рис.3.2, б), профілі різальних крайок яких поєднуються з двома площинами, розташованими у ставленні до поверхні основного циліндра з двох сторін. У міру збільшення діаметра основного циліндра установка різців вище і нижче центру викликає певні труднощі внаслідок змін кутів різання, тому при нарізанні евольвентних черв'яків застосовують профільні різці, відповідні контуру нормального перетину западини черв'яка з установкою площині профілю нормально до її осі.
Конволютний черв'як нарізається різцем, установленим своїм профілем в площині, паралельній осі черв'яка, вище або нижче її на певну висоту або похило до неї, з суміщенням осі симетрії профілю різця з віссю черв'яка. Конволютние черв'яки з прямолінійним робочим профілем обробляють двома різцями (рис. 3.2, в).
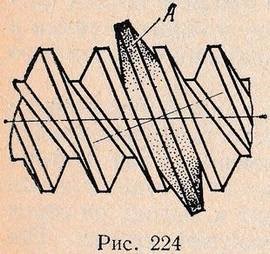
Малюнок 4–Нарізування черв'яка дисковою фрезою
Черв'яки нарізають також профільним різцем і фрезами на фрезерних і Різьбофрезерні верстатах. Нарізування черв'яків дисковою фрезою–більш продуктивний спосіб обробки, але при цьому спотворюється профіль черв'яка в результаті підрізування, що виникає через різницю кутів підйому витка біля основи і вершини, особливо у многозаходних черв'яків. Тому цей спосіб зазвичай застосовують для попередньої обробки профілю черв'яка. При нарізанні дисковою фрезою (рис.3.3) з ріжучими крайками прямолінійного профілю вісь обертання фрези А розташовується під кутом до осі черв'яка, рівним куту підйому витків черв'яка.
Різні види черв'яків можна нарізати черв'ячної фрезою на звичайних зубофрезерних верстатах. Так, при обробці черв'ячної фрезою з прямолінійними ріжучими крайками зуба виготовляють евольвентні черв'яки. Для нарізування архімедівських і конволютних черв'яків застосовують спеціальні черв'ячні фрези з криволінійним профілем ріжучих крайок. Цей спосіб обробки при високій продуктивності вимагає наявності складного інструменту; так як він призводить до спотворення профілю поверхонь витків черв'яка, то його застосовують для попередньої обробки.
Малюнок 5–Нарізування долбяком
Продуктивною методом обробки, що забезпечує високу точність, є нарізування черв'яка на спеціальних верстатах (типу «Корнеліс») долбяком (рис.3.4). Долбяк 1 повідомляють рух подачі уздовж осі черв'яка 2. Крім того, Долбяк і черв'яка повідомляється обертальний рух обкатки. В результаті поєднання цих рухів нарізаються все витки черв'яка. При цьому методі обробки профіль поверхні черв'яка не спотворюється. Однак необхідність виготовлення долбяків для кожного кута підйому витків нарізаються черв'яків збільшує витрати на підготовку виробництва, тому застосування цього методу економічно тільки в великосерійному або масовому виробництві.
Черв'ячні колеса нарізають на зубофрезерних верстатах черв'ячними фрезами трьома методами:
- радіальної подачі;
- тангенциальной подачі;
- комбінованим методом.
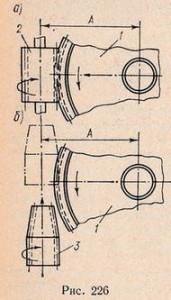
Малюнок 6–Метод тангенциальной подачі
При методі радіальної подачі (рис.6, а) заготівля 1, перебуваючи весь час у зачепленні з черв'ячною фрезою 2, подається в напрямку фрези до встановленого розміру А, при цьому фреза здійснює тільки обертальний рух. На черв'ячної колесі виходить правильний профіль зубів при повному зачепленні черв'ячної фрези із заготовкою. Недолік зазначеного методу полягає в тому, що черв'ячна фреза працює не всіма ріжучими крайками і зношуються леза тільки середньої частини фрези, які постійно перебувають в контакті з заготівлею. Цим методом нарізають зуби черв'ячного колеса на звичайному зубофрезерні Верстати без додаткового спеціального супорта. Налаштування ланцюга розподілу верстата при цьому аналогічна настройці при нарізанні циліндричних зубчастих коліс з прямим зубом. Додаткову настройку радіального переміщення столу виробляють в залежності від заданої радіальної подачі.
При методі тангенциальной подачі (рис.6, б) заготовку черв'ячного колеса 1 встановлюють на розмір міжцентрової відстані А і фрезу 3 вводять в зачеплення із заготівлею, переміщаючи її в осьовому напрямку. Фреза 3 має конічну забірну частину і, працюючи всіма своїми ріжучими крайками, зношується рівномірно. У процесі різання фреза не тільки обертається, але і переміщається поступально по осі. При цьому заготовка 1 крім основного обертального руху, пов'язаного з зачепленням, повинна мати додаткове обертальний рух, швидкість якого залежить від осьового переміщення фрези 3, інакше зуби фрези будуть зрізати зуби заготовки. Осьове переміщення фрези 3 і додаткове обертання заготовки 1 здійснює спеціальний супорт, який при нарізанні черв'ячних коліс встановлюють на зубофрезерні Верстати.
Комбінований метод нарізування черв'ячних коліс є послідовне поєднання методів радіальної і тангенціальною подач, причому перший застосовують для попереднього нарізування зубів, а другий & ndash; для остаточної обробки. Під остаточну обробку залишають відповідний припуск, який повинен компенсувати похибка попередньої обробки. При комбінованому методі застосовують як черв'ячні фрези, так і профільні різці, причому застосування останніх для остаточної обробки черв'ячного колеса забезпечує високу точність.
6. Вибір необхідних методів досліджень
Зважаючи на відсутність прямих функціональних залежностей між похибками обробки фрези на заточном і затиловочні верстатах і що виходять з-за них похибками профілю зуба колеса, авторам наведеної вище роботи в той період не вдалося конкретизувати методику розрахунку допусків на відхилення елементів зуба фрези, які формують її виробляє поверхню.
Як відомо, основними параметрами будь-який з характеристик якості виробу є не тільки абсолютна величина поля розсіювання похибок, породжувана сукупною дією випадкових факторів, а й середина поля розсіювання, координата якої, що має свій знак і величину, визначає розташування поля розсіювання п, в зрештою, діапазон зміни параметра якості. Це необхідно враховувати при проектуванні і виготовленні черв'ячних фрез для черв'ячних коліс для забезпечення плавності роботи черв'ячних передач.
Таким чином, в області призначення допусків на формоутворення профілів робочого і виробляє черв'яків першочерговим технологічним завданням є розподіл між похибками виготовлення черв'яка на відхилення профілю витка черв'яка передачі від профілю виробляє черв'яка (похибка гвинтової поверхні витка черв'яка по визначенню Г ОСТ 3675-81 або похибка виробляє поверхні інструменту–за стандартом більш ранній редакції).
Друге завдання–виходячи з норм плавності передачі. визначити положення середин полів допусків на геометричні елементи профілів черв'яка і фрези, враховуючи також вплив періодичних переточувань фрези.
Третє завдання–визначити вплив похибок настройки елементів налагодження загострювальної, затиловочні і червячно- шліфувального верстатів і призначити допуски на тс елементи, які змінюються в процесі обробки фрез і черв'яків, зокрема, розрахунковий радіус (діаметр) шліфувального круга, профільованого для обробки відповідної поверхні зубів черв'ячної фрези або витка черв'яка.
Переважна більшість застосовуваних в машино- і верстатобудуванні черв'ячних передач проектують на основі архимедова черв'яка і, відповідно, найбільшого поширення набули черв'ячні фрези для черв'ячних коліс з прямолінійним або близьким до нього вихідним контуром в осьовому перерізі черв'яка і класичним відповідністю розмірів виробляє черв'яка фрези і робочого черв'яка передачі.
Однак в останні роки визначилися нові напрямки в області дослідження і вдосконалення технології виробництва черв'ячних передач, проектування і застосування черв'ячних фрез для черв'ячних коліс:
- черв'ячні фрези і їх верстатні налагодження для нарізування черв'ячних коліс до передачам з локалізованим контактом;
- застосування уніфікованого інструменту для коліс черв'ячних передач на основі регулювання кроку зачеплення при виготовленні черевиків (метод первинності інструменту);
- виробництво черв'ячних фрез для нарізування коліс глобоїдних передач;
- технологічне забезпечення виготовлення черв'ячних фрез для коліс передач з рідинним тертям, передач з черв'яками типу 2Т і ін.
Узагальнення і розвиток наукового і практичного досвіду виробництва черв'ячних передач, включаючи проектування і виготовлення черв'ячних фрез для черв'ячних коліс, з урахуванням різноманіття застосовуваних сьогодні і перспективних типів зачеплень, описано в подальших главах.
Висновки
В роботі розглянуті: вимоги, що пред'являються до черв'ячним передачам, причини виходу з ладу і зниження експлуатаційних властивостей черв'яків; особливості обробки профілю черв'ячного колеса, що піддаються нанесенню зносостійких покриттів. Проведено аналіз розглянутих методів обробки, і способи їх вдосконалення. Поставлені цілі і завдання майбутніх досліджень.
Список джерел
- Александров Л. И., Артеменко Л. П., Костюк Д. И. Зубчатые передачи. Харьков: Издательство харьковского университета, 1964. 276 с.
- Бароне, Тордьон Точное распределение напряжений в стандартных зубьях и геометрические коэффициенты.//Труды американского общества инженеров–механиков, Серия В, 1973. № 4. С. 271-176.
- Аттиа Шум эвольвентных косозубых колес//Труды американского общества инженеров –механиков, Серия В, 1969. № 1. С. 179-186.
- Адам Я. И., Антонов О. И., Жарков В. В., Копф И. А., Овумян Г. Г. Чистовая обработка зубьев крупных закаленных колес // Вестник машиностроения, 1980. № 9
- Айрапетов Э. Л., Апархов В. И., Мельникова Т. Н., Филимонова Н. И. Неравномерность распределения статической нагрузки в косозубых и шевронных зубчатых передачах // Вестник машиностроения, 1997. № 10.
- Айрапетов Э. Л., Афонский Б Д., Генкин Б. Д., Луценко В. И., Мдинарадзе Н. И. Об анализе кинематической погрешности зубчатых передач с использованием фильтрации// Вестник машиностроения, 1985. № 3.
- Байков А. Н., Шрайбман С. М. Нарезание колес с малым числом зубьев на зубодолбежном станке // Вестник машиностроения, 1973. № 7.