


Реферат по теме выпускной работы
Содержание
- Введение
- 1. Цель и объект исследования разработки
- 2. Анализ состояния вопроса автоматизации процесса роспуска сухого брака
- 2.1 Анализ ТП роспуска сухого брака в гидроразбивателе как объекта управления
- 2.2 Анализ существующих САУ ТП переработки сухого брака в гидроразбивателе
- 3. Cинтез САУ роспуска сухого брака
- 4. Анализ динамики САУ переработки сухого брака
- Выводы
- Список источников
Введение
Одной из важных проблем бумагоделательного производства является изыскание сырьевых ресурсов. Особую актуальность эта проблема приобрела в связи с появившимся в конце прошлого столетия прогнозом о росте мирового населения и соответствующем возможном увеличении потребности в бумаге. Поэтому были приняты необходимые меры для изыскания возможности увеличения производства древесных волоконных материалов. С одной стороны, эти меры касались разработки самых современных методов обеспечения предприятий этой продукцией, а с другой — использования вторичных волокон путем получения их из макулатуры. К тому же использование макулатуры способствует сохранению и улучшению окружающей среды, что немаловажно. Большое значение при производстве бумаги и картона имеет качество воды, которая используется в бумажном производстве. Предприняты усилия для повышения степени ее очистки, что привело к внедрению замкнутого цикла использования воды на бумажных фабриках и позволило экономить водные ресурсы.
Одним из возможных путей повышения качества роспуска сухого брака при производстве бумаги и картона является обеспечение заданной концентрации распущенной массы в ванне гидроразбивателя с учетом производительности сухого брака и выполнении условия материального баланса.
1. Цель и объект исследования разработки
Цель - повышение эффективности и качества роспуска сухого материала за счет разработки САУ технологическим процессом переработки сухого брака, обеспечивающей заданную концентрацию распущенной массы в ванне гидроразбивателя.
Для достижения данной цели необходимо решить следующие задачи:
- Обзор технологической схемы роспуска сухого брака в гидроразбивателе.
- Проанализировать технологический процесс роспуска сухого брака в гидроразбивателе как объект управления.
- Обосновать выбранный способ управления технологическим процессом переработки сухого брака в условиях бумагоделательной и картоноделательной машины.
- Выполнить синтез системы автоматического управления САУ. Проанализировать динамику САУ.
- Проверить работоспособность системы методами математического моделирования.
Объект исследования – система автоматического управления технологическим процессом переработки сухого брака в гидроразбивателе.
2. Анализ состояния вопроса автоматизации процесса роспуска сухого брака
Процесс производства бумаги и картона состоит из подготовки бумажной массы к отливу и изготовления бумаги на бумагоделательной машине (БДМ) или картоноделательной машине (КДМ). Подготовка бумажной массы в общем случае состоит из роспуска сухого брака (макулатуры), полуфабриката, размола массы и составления композиции. Качество готовой продукции определяется эффективностью процесса переработки сухого брака в машинах для роспуска волокнистых полуфабрикатов. Такие машины носят название - гид-роразбиватели. Гидроразбиватели бывают открытого и закрытого типов, од-нороторные, двухроторные и многороторные (до четырех роторов). Эти машины могут использоваться для роспуска чистых и загрязненных материалов (макулатуры). Под роспуском понимается процесс разделения волокнистого материала в водной среде на отдельные волокна [1-4].
Гидроразбиватель открытого типа представляет собой машину для роспуска листовых волокнистых материалов. В целлюлозно-бумажном производстве гидроразбиватели применяются для роспуска и мокрой очистки макулатуры, роспуска полуфабрикатов целлюлозы и древесной массы, сухого и мокрого брака с бумагоделательных (БДМ) и картоноделательных машин (КДМ).
Гидроразбиватель состоит из ванны 1 с переливным ящиком 2, ротора с лопастями 3 и электродвигателя привода ротора 4. Принцип работы гидроразбивателя заключается в следующем: в ванну подается вода и подлежащий роспуску волокнистый материал, в результате механического воздействия лопастей ротора и гидродинамического воздействия движущейся среды происходит разделение материала на отдельные волокна. Получающаяся волокнистая масса проходит через отверстия сита 5 и далее направляется в переливной ящик 2, служащий для регулировки уровня массы в ванне гидроразбивателя. За переливным ящиком обычно устанавливается насос для дальнейшей транспортировки распущенной массы. В некоторых конструкциях переливной ящик отсутствует, а насос подключается к выпускному патрубку гидроразбивателя 10. Для направления движения массы на днище или стенках ванны имеются неподвижные направляющие лопасти 6. Ротор гидроразбивателя 3 представляет собой массивный диск, на поверхности которого расположены лопасти, обеспечивающие циркуляцию массы в ванне и роспуск волокнистого материала.
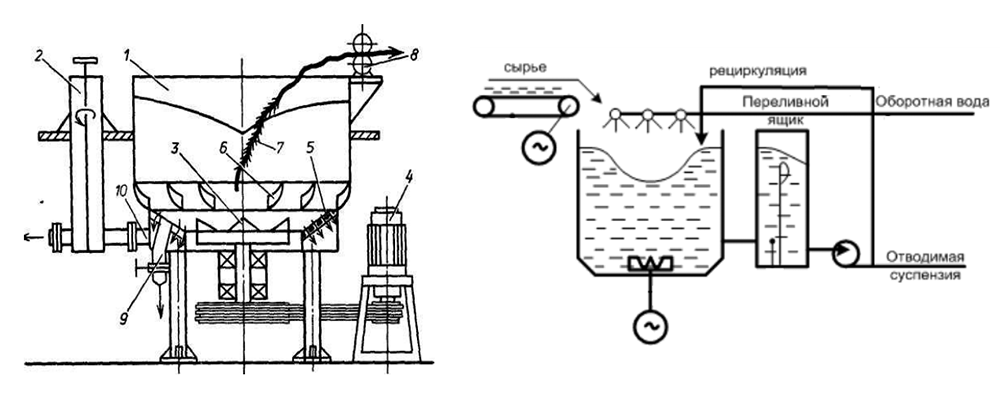
Рисунок 1 – Схема гидроразбивателя открытого типа
При роспуске макулатуры, содержащей различные загрязнения, гид-роразбиватель выполняет функцию мокрой очистки материала. С этой целью используются различные устройства. Для очистки массы от вьющихся загрязнений проволоки, веревок и т.п. применяется жгут 7. Принцип работы жгута заключается в следующем. Перед началом роспуска в ванну гидрораз-бивателя опускают конец веревки с закрепленными в нем кусками проволоки, а второй конец закрепляется между валиками лебедки жгутовытаскивателя 8. В результате вращательного движения массы загрязнения навиваются на опущенный конец веревки, образуя плотно скрученный жгут, который периодически или непрерывно вытягивается из ванны и обрезается.
Тяжелые загрязнения (камни, металлические предметы и т.п.) отбрасываются лопастями ротора и, двигаясь по днищу, попадают в грязевик 9, из которого периодически удаляются. Иногда для непрерывного удаления тяжелых загрязнений применяют элеватор. Элеватор соединяется с грязевиком, из которого грязевой шлам непрерывно забирается ковшами и направляется на сито, где происходит разделение волокна и загрязнений, после чего волокна снова возвращаются в гидроразбиватель.
Рассмотренные устройства не решают проблемы удаления из гид-роразбивателя легких включений, имеющих плотность меньшую или близкую к плотности воды [2]. Такие загрязнения в виде обрывков пленок из синтетических материалов, кусочков древесины, пробок и т.п. скапливаются в ванне, увеличивают потребляемую мощность и забивают поверхность сит, нарушая нормальную работу гидроразбивателя. Для удаления этих включений в некоторых конструкциях используется поворотная решетка. Поворотная решетка периодически опускается в ванну гидроразбивателя и задерживает на своей поверхности загрязнения, затем решетка поворотом извлекается из ванны, загрязнения сбрасываются и удаляются из цеха.
Недостаток поворотной решетки состоит в невозможности удаления из гидроразбивателя жгутов, которые могут образовываться при попадании в ванну вьющихся загрязнений. Имеются и другие устройства для очистки ванны гидроразбивателя от различных загрязнений. Гидроразбиватели могут работать непрерывно и периодически. При непрерывной работе концентрация распущенной массы обычно составляет 1,5 - 6 %, при периодической – 6 - 30 %.
2.1 Анализ ТП роспуска сухого брака в гидроразбивателе как объекта управления
Процесс роспуска в гидроразбивателе характеризуют следующие параметры: массовый расход сырья (сухого брака), сухость сырья, расход оборотной воды, концентрация оборотной воды, скорость вращения ротора, мощность, потребляемая из сети электроприводом ротора в процессе роспуска, концентрация распущенной массы в ванне гидроразбивателя, уровень волокнистой распущенной массы в ванне гидроразбивателя.
Одним из важнейших параметров, характеризующих качество процесса роспуска, является концентрация распущенной волокнистой массы в ванне гидроразбивателя.
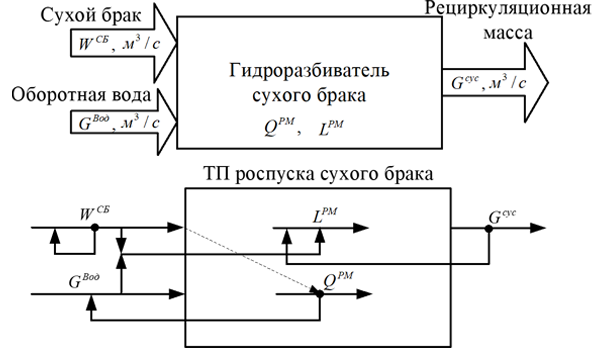
Рисунок 2 – Анализ технологического процесса роспуска сухого брака в гидроразбивателе как объекта управления
Основными регулируемыми переменными технологического процесса роспуска являются:
- концентрация распущенной массы в ванне гидроразбивателя;
- уровень волокнистой распущенной массы в ванне гидроразбивателя.
Управляющими воздействиями:
- расход разбавляющей оборотной воды;
- расход отводимой (суспензии) и рециркуляционной массы.
Основным возмущающим воздействием является:
- массовый расход сырья (сухого брака), поступающий с ленточного конвейера.
2.2 Анализ существующих САУ ТП переработки сухого брака в гидроразбивателе
Рассмотрим существующие системы автоматического управления технологическим процессом переработки сухого брака в гидроразбивателе, анализ которых позволит обосновать выбранную концепцию построения САУ, обеспечивающую повышение эффективности и качества роспуска сухого материала.
Существует система автоматического управления роспуском, которую можно применять для роспуска полуфабрикатов и брака с БДМ и КДМ [5]. Суть этого способа управления заключается в том, что концентрацию распущенной массы измеряют косвенно посредством измерения уровня в центре ванны (или по вертикали над краем роторного диска) и на периферии, и в зависимости от их разности изменяют расход сырья и корректируют расход оборотной воды.
При работе гидроразбивателя в результате вращения массы и ванне образуется «воронка». Перепад уровней в ванне в центре и на периферии характеризует форму свободной поверхности «воронки». Форма свободной поверхности «воронки» или перепад уровней является показателем концентрации.
Известно, что качество роспуска сырья при постоянной скорости вращения ротора зависит от степени загрузки гидроразбивателя или концентрации в ванне. С увеличением загрузки гидроразбивателя перепад уровней уменьшается, т.е. концентрация увеличивается. Здесь перепад уровней, т. е. концентрация, регулируется изменением расхода разбавляющей оборотной воды по пропорционально-интегральному закону.
Также имеется контур регулирования уровня в ванне за счет изменения расхода отводимой и рециркуляционной массы по пропорциональному закону. Одновременно сигнал перепада уровней через позиционное регулирующее устройство и магнитный пускатель управляет включением и выключением электропривода транспортера подачи сырья. Таким образом, также обеспечивается отключение подачи сырья на роспуск при достижении минимально допускаемого перепада уровней (максимальной допускаемой концентрации в ванне).
В случае забивания сита и превышения уровня на периферии максимального значения другое позиционное регулирующее устройство отключает автоматику регулирования уровня и сигнализирует оператору об аварийном положении на объекте.
Управление процессом роспуска макулатуры, поступающей в кипах или россыпью, осуществляется по схеме, изображенной на рисунок 3. Здесь измеряют массовые расходы сырья и оборотной воды, определяют их соотношение (поз. 2) и расход отводимой (суспензии) и рециркуляционной массы изменяют в зависимости от их соотношения и уровня в демпфере (переливном ящике) (поз. 1). Такая система управления позволяет повысить качество роспуска сырья, так как она обеспечивает заданную концентрацию при роспуске, косвенно определяемую по соотношению расходов сырья и воды.
Рисунок 3 – Функциональная схема автоматизации роспуска оборотного брака в гидроразбивателе
(анимация: 7 кадров, 10 циклов повторения, 80 килобайт)
Проанализировав существующие способы управления можно выделить следующие недостатки:
- косвенное регулирование концентрации распущенной массы в ванне по перепаду уровней массы в центре воронки и на периферии не является очень точным методом определения данной величины, которая характеризует качество роспуска и его эффективность;
- конвейерная лента подачи сухого брака не работает непрерывно. Ее отключают при уменьшении перепада уровней допустимой величины, т.е. при достижении максимальной величины концентрации распущенной массы в ванне;
- производительность сухого брака не регулируется, а только контролируется;
- уровень массы в переливном ящике не регулируется, а только контролируется.
- нет взаимосвязанного регулирования системы концентрации распущенной массы, с системой производительности сухого брака, а также системой уровня массы в переливном ящике.
К достоинствам можно отнести наличие САУ регулирования рециркуляционной массы в зависимости от уровня в переливном ящике и соотношения производительности сухого брака и расхода оборотной воды.
Итак, анализ существующих САУ с точки зрения концепции построения приводит к выбору такого способа управления, который будет учитывать достоинства существующего решения автоматизации к которому относится регулирование рециркуляционной массы по уровню распущенной массы в переливном ящике и соотношению расходов сухого брака с оборотной водой. А также обеспечит взаимосвязанное регулирование контуров концентрации распущенной массы и производительности сухого оборотного брака. К тому же следует косвенный способ регулирования концентрации заменить на прямой посредством соответствующих датчиков.
3. Cинтез САУ роспуска сухого брака
Перед процедурой синтеза контура регулирования концентрации необходимо задать требования к показателям качества регулирования САУ концентрации распущенной массы, которые предъявляются к объектам данного класса.
Основные показатели качества регулирования соответствуют заданным требованиям:
- апериодический характер переходного процесса с допустимым перерегулированием при отработке сигнала задания не более 3%;
- время установления (регулирования) не превышает 5 7 мин;
- время отработки нагрузки по сухому браку не боле 2 мин.
- время отработки изменения сигнала задания не боле 3 мин.
Основная задача синтеза САУ заключается в выборе закона регулирования и определении настроечных параметров регулятора. Из практики применения регуляторов для объектов данного класса [5] принимаем ПИ-закон управления:
где Kp -пропорциональная составляющая; 1/Tu - интегральная составляющая; e(t) - ошибка регулирования.
Значения параметров настройки, достаточно близкие к оптимальным, могут быть получены в результате исследования динамики замкнутой системы. В качестве метода нахождения настроечных параметров регулятора выберем метод автоматической настройки блока PID-control пакета моделирования Matlab, поскольку методы автоматической оптимизации являются мощным средством современных промышленных контроллеров. Метод автоматической настройки основывается на трех этапах: идентификации модели объекта, определении параметров регулятора и настройку параметров [6].
Выбор вышеупомянутого метода обусловлен тем, что параметры регулятора, определяемые по существующим и широко распространенным методикам Зиглера и Никольса, а также CHR (Chien, Hrones и Reswick) затем настраиваются вручную или автоматически в процессе анализа динамики САР [6].
Моделирование САУ концентрацией будем проводить в условиях схемы моделирования, приведенной на рисунке 4.
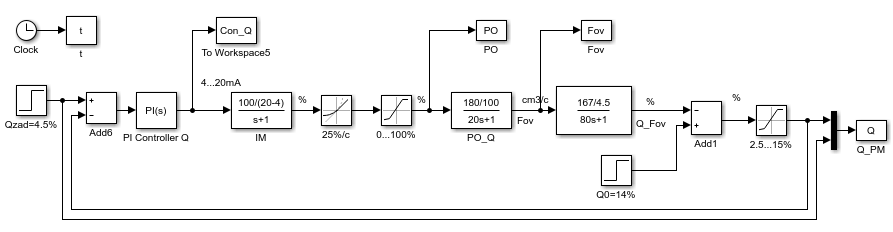
Рисунок 4 – Схема моделирования САУ концентрации распущенной массы в ванне гидроразбивателя
Моделирование будем проводить при номинальных параметрах процесса роспуска, характерных при производстве бумаги и картона:
- начальная концентрация сухого брака 14 - 18%;
- концентрация распущенной массы 6 – 3%;
- подача сухого брака 1.2 – 1.4 м³/ч = 333 – 398 см³/с;
- площадь слоя сухого брака 16 – 19 см²
- скорость движения транспортерной ленты конвейера 20 см/с;
- расход оборотной воды 0.4 – 0.6 м³/ч = 111 – 167 см³/с.
Переходная характеристика концентрации распущенной массы приведена на рисунке 5.
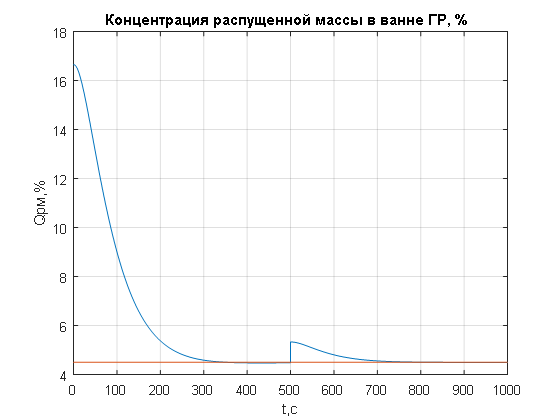
Рисунок 5 – Переходная характеристика концентрации распущенной массы в ванне гидроразбивателя
Переходная характеристика концентрации (рис.5) носит апериодический характер без перерегулирования, время регулирования tp =5 мин. Данные показатели являются удовлетворительными и соответствуют заданным требованиям.
Проанализируем динамику системы на отработку возмущающего воздействия. Из графика видно, что в момент времени 8 мин происходит увеличение концентрации распущенной массы с 4,5% до 5,5%. Это реакция на увеличение производительности по сухому браку с 330 до 350 см³/с, подаваемому в ванну. Регулятор концентрации отрабатывает возмущение не более чем за 2 мин, что также соответствует требованиям, предъявляемым к объектам данного класса. На риcунке 6 приведены переходные характеристики основных элементов САУ, подтверждающие адекватность ее работы.
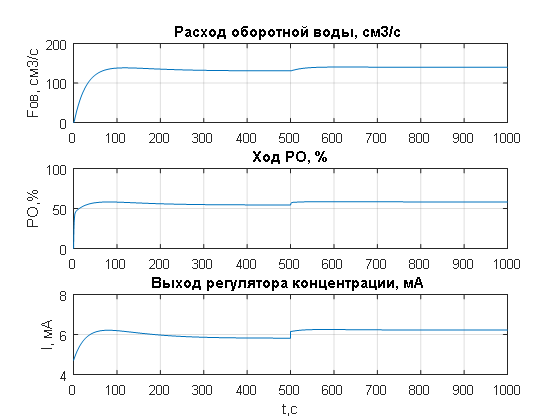
Рисунок 6 – Переходные характеристики основных элементов САУ концентрации распущенной массы в ванне гидроразбивателя
Компенсация по расходу сухого брака происходит за счет увеличения расхода избыточной оборотной воды (рис.6) вследствие увеличения управляющего сигнала на выходе регулятора концентрации. При этом открытие регулирующего клапана на 10% увеличило расход оборотной воды со 130 см³/с до 140 см³/с.
При отработке возмущения регулятор концентрации не выходит за пределы зоны ограничения 4…20мА, определяемой условиями технической реализации.
4. Анализ динамики САУ переработки сухого брака
Схема моделирования комплексной САУ процессом роспуска сухого брака приведена на рисунок 7. По ней были получены и переходные процессы в системе.
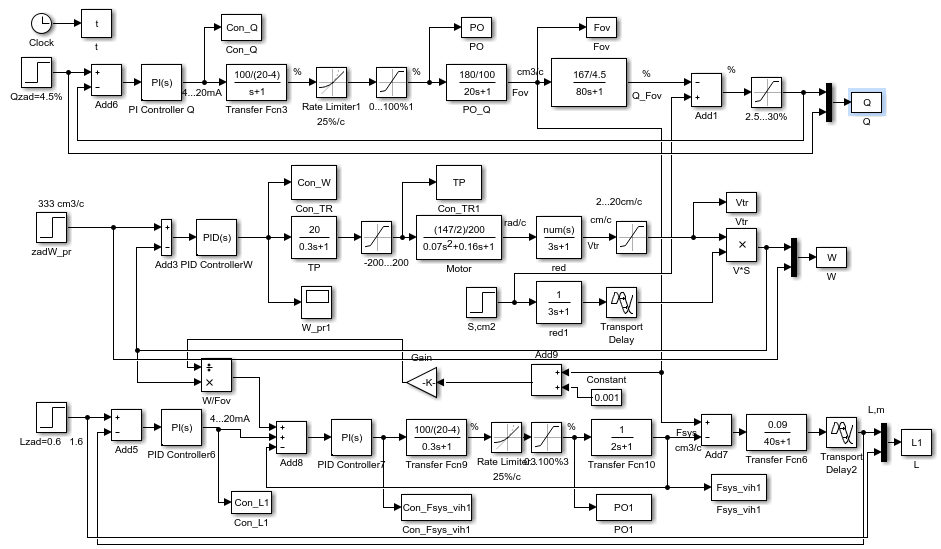
Рисунок 7 – Схема моделирования комплексной САУ процессом роспуска сухого брака
Рассмотрим переходные процессы в системе управления процессом роспуска. Моделирование динамики САУ без коррекции параметров регулятора внешнего контура уровня суспензии в переливном ящике привели к неудовлетворительным показателям качества регулирования и виду переходного процесса, поэтому принято решение скорректировать параметры регуляторов САУ уровня. Переходная характеристика уровня суспензии в переливном ящике приведена на рисунке 8.
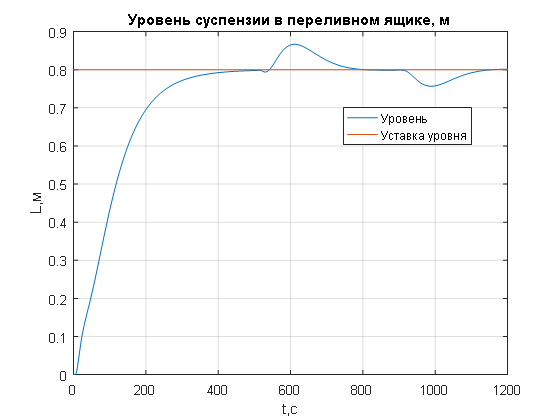
Рисунок 8 – Переходная характеристика уровня суспензии в переливном ящике
Из графика видно, что переходной процесс уровня суспензии в переливном ящике ностит апериодический характер без перерегулирования, время регулирования не превышает 10 мин.
В момент времени 500 с происходит повышение производительности сухого брака с 333 см³/c до 380 см³/c, что приводит к увеличению расхода оборотной воды, подаваемой в гидроразбиватель, и как следствие, увеличению уровня суспензии в ящике с 0,8 м до 0,87 м. С целью компенсации возмущения по производительности сухого брака, регулятор расхода рециркуляционной суспензии, обратно поступающей в гидроразбиватель, с учетом текущего соотношения расходов сухого брака и оборотной воды, откроет регулирующий орган (РО) до 76% и увеличит подачу рециркуляционной массы до 48 см3/c (рис.9).
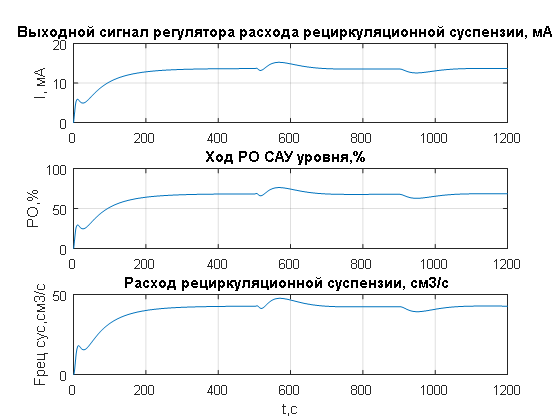
Рисунок 9 – Переходные характеристики элементов САУ уровня суспензии в переливном ящике
Из графика видно, что система отрабатывает возмущение по текущей производительности (расходу сухого брака) до 5 мин, что соответствует требованиям, предъявляемым к объектам данного класса.
Повышение уровня задания концентации распущенной массы в гидроразбивателе с 4,5% до 6% в момент времени 900 с, приводит к уменьшению расхода оборотной воды, подаваемой в гидроразбиватель до 140 см³/с (рис. 10). Это в свою очередь сказывается на понижении уровня суспензии в переливном ящике (рис. 8). При этом САУ уровня суспензии с целью восстановления материального баланса с учетом соотношения текущих расходов по производительности сухого брака и расхода оборотной воды, компенсирует изменение уровня суспензии за счет изменения расхода рециркуляционной массы (рис. 9).
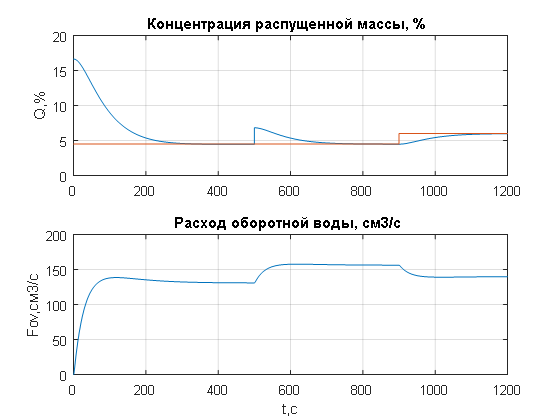
Рисунок 10 – Переходные характеристики элементов САУ концентрации распущенной массы в гидроразбивателе
Таким образом, графики приведенные на рис.8 – рис. 10 подтверждают правильность функционирования коплексной САУ роспуска сухого брака. Переходные характеристики основных элементов трех подсистем, входящих в состав комплексной САУ роспуска, не выхожят за пределы технически и технологически допустимых значений. На основании анализа динамики комплексной САУ роспуска сухого брака можно рекомендавать применение разработанной САУ при автоматизации технологических схем производства бумаги.
Выводы
1. Разработана структурная схема комплексной САУ роспуска сухого брака в условиях бумагоделательной машины, обеспечивающей требуемую концентрацию распущенной массы при соблюдении материального баланса в ванне гидроразбивателя за счет поддержания уровня распущенной массы в переливном ящике с учетом текущих расходов сухого брака и оборотной воды.
2. Выполнен теоретический синтез САУ роспуска сухого брака, настроены параметры регуляторов локальных САУ концентрации распущенной массы, производительности сухого брака и уровня суспензии в переливном ящике. Параметры регуляторов были автоматически оптимизированы средствами блока PID-control. Разработанная система является робастной, решает задачу слежения и стабилизации при наличи помех в цепи измерения основных регулируемых параметров системы роспуска в условиях БДМ.
3. Результаты моделирования доказали работоспособность САУ и возможность применения разработанной системы, основными показателями качества которой, выступают: отсутствие статической ошибки; время регулирования – порядка 10 мин; апериодический характер переходных процессов без перерегулирования; удовлетворительное время отработки сигналов уставок и возмущений; компенсация как контролируемых, так и неконтролируемых возмущений за счет выбранного принципа управления по отклонению.
Список источников
- Корда И., Либнар 3., Прокоп И. Размол бумажной массы. - М.: Лесная промышленность, 1967. - 421 с.
- Гаузе А. А., Гончаров В. Н. Оборудование для подготовки бумажной массы. - М.: Лесная промышленность, 1991. - 256 с.
- Технология целлюлозно-бумажного производства. В 3 т. Т. I. Сырье и производство полуфабрикатов. Ч. 2. Производство полуфабрикатов. — СПб.: Политехника, 2003. — 633 с.
- Смоляницкий Б. З. Переработка макулатуры. - М.: Лесная промыш-ленность, 1980. – 176 с. 5. Теоретические основы производства окускованного сырья: Учебное пособие для вузов. Ковалев Д.А., Ванюкова Н.Д., Иващенко В.П. и др.. – НметАУ. – Днепропетровск: ИМА-пресс. – 2011. – 476 с.
- Петровский, В. С. Автоматизация технологических процессов и производств лесопромышленного комплекса [Электронный ресурс] : учебник для студентов вузов, обучающихся по специальности «Автоматизация технологических процессов и производств (лесотехническая отрасль)» направления подготовки «Автоматизированные технологии и производства» / В. С. Петровский ; Издательство «Лань» (ЭБС). – Воронеж : ВГЛТА, 2011. – 400 с. – Режим доступа: . http://e.lanbook.com/view/book/....
- Денисенко В.В. Компьютерное управление технологическим процессом, экспериментом, оборудованием. –М.: Горячая линия – Телеком, 2009. – 608 с., ил.
- Казиев, В. М. Введение в анализ, синтез и моделирование систем : учебное пособие для вузов /В. М. Казиев. - 2-е изд.-: БИНОМ. Лаборатория знаний, 2007. - 244с. – 3 экз.
- Введение в математическое моделирование: учебное пособие для вузов / В. Н. Ашихмин [и др.]; под ред. П.В. Трусова. - М.: Логос. 2007. - 440с. – 2 экз.
- Бобков, С. П. Моделирование систем [Электронный ресурс] / С. П. Бобков. - 1 Мб. - 2008. - 1 файл. - Систем. требования: Acrobat Reader.
- Копылов И.П. Электрические машины: Учеб. для вузов. 4-е изд., испр.-М.: Высш. шк., 2004.-607с.
- Копылов И.П. Математическое моделирование электрических машин: Учеб. для вузов. 3-е изд., испр.-М.: Высш. шк., 2001.-327с.