


Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Мета і об'єкт дослідження розробки
- 2. Аналіз стану питання автоматизації процесу розпуску сухого браку
- 2.1 Аналіз стану питання автоматизації процесу розпуску сухого браку
- 2.2 Аналіз існуючих САУ ТП переробки сухого браку в гідророзбивачі
- 3. Синтез САУ розпуску сухого браку
- 4. Аналіз динаміки САУ переробки сухого браку
- Висновки
- Список джерел
Вступ
Однією з важливих проблем папероробної виробництва є пошук сировинних ресурсів. Особливої ??актуальності ця проблема набула у зв'язку з що ще в кінці минулого століття прогнозом про зростання світового населення і відповідному можливе збільшення потреби в папері. Тому було вжито необхідних заходів для вишукування можливості збільшення виробництва деревних волоконних матеріалів. З одного боку, ці заходи стосувалися розробки найсучасніших методів забезпечення підприємств цією продукцією, а з іншого - використання вторинних волокон шляхом отримання їх з макулатури. До того ж використання макулатури сприяє збереженню та поліпшенню навколишнього середовища, що важливо. Велике значення при виробництві паперу і картону має якість води, яка використовується в паперовому виробництві. Зроблені зусилля для підвищення ступеня її очищення, що призвело до впровадження замкнутого циклу використання води на паперових фабриках і дозволило економити водні ресурси.
Одним з можливих шляхів підвищення якості розпуску сухого браку при виробництві паперу і картону є забезпечення заданої концентрації розпущеної маси в ванні гідророзбивача з урахуванням продуктивності сухого браку і виконанні умови матеріального балансу.
1. Мета і об'єкт дослідження розробки
Мета - підвищення ефективності і якості розпуску сухого матеріалу за рахунок розробки САУ технологічним процесом переробки сухого браку, що забезпечує задану концентрацію розпущеної маси в ванні гідророзбивача.
Для досягнення даної мети необхідно вирішити такі завдання:
- Огляд технологічної схеми розпуску сухого браку в гідророзбивачі.
- Проаналізувати технологічний процес розпуску сухого браку в гідророзбивачі як об'єкт управління.
- Обгрунтувати обраний спосіб управління технологічним процесом переробки сухого браку в умовах папероробної і картоноробної машини.
- Виконати синтез системи автоматичного управління САУ. Проаналізувати динаміку САУ.
- Перевірити працездатність системи методами математичного моделювання.
Об'єкт дослідження - система автоматичного управління технологічним процесом переробки сухого браку в гідророзбивачі.
2. Аналіз стану питання автоматизації процесу розпуску сухого браку
Процес виробництва паперу і картону складається з підготовки паперової маси до відпливу і виготовлення паперу на папероробної машині (ПРМ) або картоноробної машині (КРМ). Підготовка паперової маси в загальному випадку складається з розпуску сухого браку (макулатури), напівфабрикату, розуміли маси і складання композиції. Якість готової продукції визначається ефективністю процесу переробки сухого браку в машинах для розпуску волокнистих напівфабрикатів. Такі машини звуться - гідророзбивачі. Гідророзбивачі бувають відкритого і закритого типів, од-нороторние, двохроторннім і многороторние (до чотирьох роторів). Ці машини можуть використовуватися для розпуску чистих і забруднених матеріалів (макулатури). Під розпуском розуміється процес поділу волокнистого матеріалу у водному середовищі на окремі волокна [1-4].
Гідророзбивач відкритого типу являє собою машину для розпуску листових волокнистих матеріалів. У целюлозно-паперовому виробництві гідророзбивач застосовуються для розпуску і мокрого очищення макулатури, розпуску напівфабрикатів целюлози і деревної маси, сухого і мокрого браку з виробництва паперу (ПРМ) і картоноробних машин (КРМ).
Гідророзбивач складається з ванни 1 з переливним ящиком 2, ротора з лопатями 3 і електродвигуна приводу ротора 4. Принцип роботи гідророзбивача полягає в наступному: в ванну подається вода і підлягає розпуску волокнистий матеріал, в результаті механічної дії лопатей ротора і гідродинамічного впливу рухомого середовища відбувається поділ матеріалу на окремі волокна. Що виходять волокниста маса проходить через отвори сита 5 і далі направляється в переливної ящик 2, службовець для регулювання рівня маси в ванні гідророзбивача. За переливним ящиком зазвичай встановлюється насос для подальшого транспортування розпущеної маси. У деяких конструкціях переливної ящик відсутня, а насос підключається до випускного патрубка гідророзбивача 10. Для напряму руху маси на днище або стінках ванни є нерухомі напрямні лопаті 6. Ротор гідророзбивача 3 являє собою масивний диск, на поверхні якого розташовані лопаті, що забезпечують циркуляцію маси в ванні і розпуск волокнистого матеріалу.
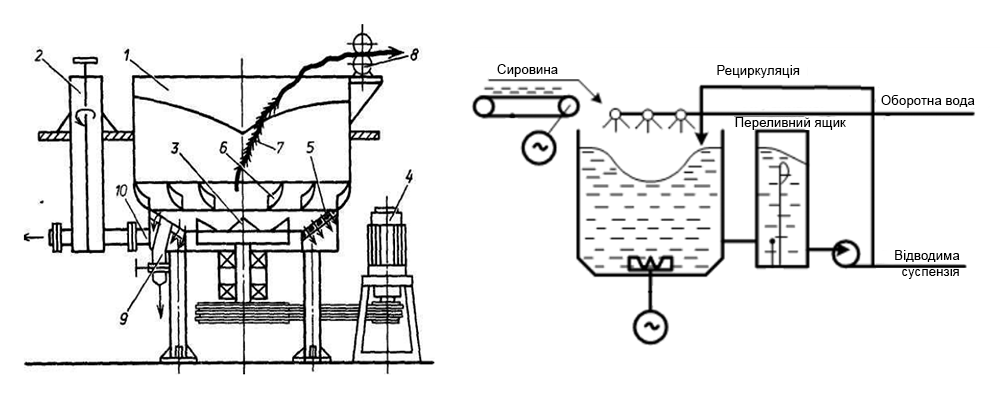
Рисунок 1 – Схема гідророзбивача відкритого типу
При розпуску макулатури, що містить різні забруднення, гідророзбивач виконує функцію мокрого очищення матеріалу. З цією метою використовуються різні пристрої. Для очищення маси від кучерявих забруднень дроту, мотузок і т.п. застосовується джгут 7. Принцип роботи джгута полягає в наступному. Перед початком розпуску в ванну гідрораз-бивателя опускають кінець мотузки з закріпленими в ньому шматками дроту, а другий кінець закріплюється між валиками лебідки джгутовитасківателя 8. В результаті обертального руху маси забруднення навиваються на опущений кінець мотузки, утворюючи щільно скручений джгут, який періодично або безперервно витягується з ванни і обрізається.
важкі забруднення (камені, металеві предмети і т. п.) відкидаються лопатями ротора і, рухаючись по днищу, потрапляють в грязевик 9, з якого періодично видаляються. Іноді для безперервного видалення важких забруднень застосовують елеватор. Елеватор з'єднується з грязевиком, з якого грязьовий шлам безперервно забирається ковшами і направляється на сито, де відбувається поділ волокна і забруднень, після чого волокна знову повертаються в гідророзбивач.
розглянуті пристрої не вирішують проблеми видалення з гід-ророзбивателя легких включень, що мають щільність меншу або близьку до щільності води [2]. Такі забруднення у вигляді обривків плівок з синтетичних матеріалів, шматочків деревини, пробок і т. п. накопичуються у ванні, збільшують споживану потужність і забивають поверхню сит, порушуючи нормальну роботу гідророзбивача. Для видалення цих включень в деяких конструкціях використовується поворотна решітка. Поворотна решітка періодично опускається в ванну гідророзбивача і затримує на своїй поверхні забруднення, потім решітка поворотом витягується з ванни, забруднення скидаються і видаляються з цеху.
недолік поворотної решітки полягає в неможливості видалення з гідророзбивача джгутів, які можуть утворюватися при попаданні в ванну кучерявих забруднень. Є й інші пристрої для очищення ванни гідророзбивача від різних забруднень. Гідророзбивачі можуть працювати безперервно і періодично. При безперервній роботі концентрація розпущеної маси зазвичай становить 1,5 – 6 %, при періодичній - 6-30 %.
2.1 Аналіз стану питання автоматизації процесу розпуску сухого браку
Процес розпуску в гідророзбивачі характеризують наступні параметри: масова витрата сировини( сухого браку), сухість сировини, витрата оборотної води, концентрація оборотної води, швидкість обертання ротора, потужність, споживана з мережі електроприводом ротора в процесі розпуску, концентрація розпущеної маси у ванні гідророзбивача, рівень волокнистої розпущеної маси у ванні гідророзбивача.
Одним з найважливіших параметрів, що характеризують якість процесу розпуску, є концентрація розпущеної волокнистої маси у ванні гідророзбивача.
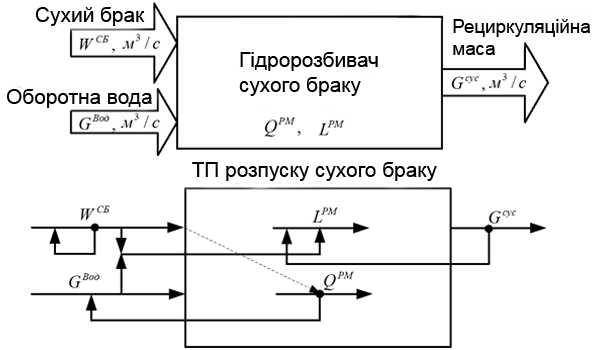
Рисунок 2 – Аналіз технологічного процесу розпуску сухого браку в гідророзбивачі як об'єкта управління
основними регульованими змінними технологічного процесу розпуску є:
- концентрація розпущеної маси у ванні гідророзбивача;
- рівень волокнистої розпущеної маси у ванні гідророзбивача.
керуючими впливами:
- витрата розбавляючої оборотної води;
- витрата відводиться (суспензії) і рециркуляційної маси.
основним збурюючим впливом є:
- масова витрата сировини (сухого браку), що надходить з стрічкового конвеєра.
2.2 Аналіз існуючих САУ ТП переробки сухого браку в гідророзбивачі
Розглянемо існуючі системи автоматичного управління технологічним процесом переробки сухого браку в гідророзбивачі, аналіз яких дозволить обґрунтувати обрану концепцію побудови САУ, що забезпечує підвищення ефективності та якості розпуску сухого матеріалу.
Iснує система автоматичного управління розпуском, яку можна застосовувати для розпуску напівфабрикатів і браку з ПРМ і КРМ [5]. Суть цього способу управління полягає в тому, що концентрацію розпущеної маси вимірюють побічно за допомогою вимірювання рівня в центрі ванни (або по вертикалі над краєм роторного диска) і на периферії, і в залежності від їх різниці змінюють витрата сировини і коригують витрата оборотної води.
При роботі гідророзбивача в результаті обертання маси і ванні утворюється»воронка". Перепад рівнів у ванні в центрі і на периферії характеризує форму вільної поверхні «воронки». Форма вільної поверхні» воронки " або перепад рівнів є показником концентрації.
відомо, що якість розпуску сировини при постійній швидкості обертання ротора залежить від ступеня завантаження гідророзбивача або концентрації у ванні. Зі збільшенням завантаження гідророзбивача перепад рівнів зменшується, тобто концентрація збільшується. Тут перепад рівнів, тобто концентрація, регулюється зміною витрати розбавляє оборотної води за пропорційно-інтегральним законом.
Також є контур регулювання рівня у ванні за рахунок зміни витрати відводиться і рециркуляційної маси за пропорційним законом. Одночасно сигнал перепаду рівнів через позиційний регулюючий пристрій і магнітний пускач управляє включенням і виключенням електроприводу транспортера подачі сировини. Таким чином, також забезпечується відключення подачі сировини на розпуск при досягненні мінімально допустимого перепаду рівнів (максимальної допустимої концентрації у ванні).
у разі забивання сита і перевищення рівня на периферії максимального значення інший позиційний регулюючий пристрій відключає автоматику регулювання рівня і сигналізує оператору про аварійне положення на об'єкті.
управління процесом розпуску макулатури, що надходить в стосах або розсипом, здійснюється за схемою, зображеної на рисунок 3. Тут вимірюють масові витрати сировини і оборотної води, визначають їх співвідношення (поз. 2) і витрата відводиться (суспензії) і рециркуляційної маси змінюють в залежності від їх співвідношення і рівня в демпфері (переливному ящику) (поз. 1). Така система управління дозволяє підвищити якість розпуску сировини, так як вона забезпечує задану концентрацію при розпуску, побічно визначається по співвідношенню витрат сировини і води.
Рисунок 3 – Функціональна схема автоматизації розпуску оборотного браку в гідророзбивачі
(анімація: 7 кадрів, 10 циклів повторення, 80 кілобайт)
проаналізувавши існуючі способи управління можна виділити наступні недоліки:
- непряме регулювання концентрації розпущеної маси у ванні по перепаду рівнів маси в центрі воронки і на периферії не є дуже точним методом визначення даної величини, яка характеризує якість розпуску і його ефективність;
- конвеєрна стрічка подачі сухого браку не працює безперервно. Її відключають при зменшенні перепаду рівнів допустимої величини, тобто. при досягненні максимальної величини концентрації розпущеної маси у ванні;
- продуктивність сухого браку не регулюється, а тільки контролюється;
- рівень маси в переливному ящику не регулюється, а тільки контролюється.
- немає взаємопов'язаного регулювання системи концентрації розпущеної маси, з системою продуктивності сухого браку, а також системою рівня маси в переливному ящику.
До переваг можна віднести наявність САУ регулювання рециркуляційної маси в залежності від рівня у переливному ящику і співвідношення продуктивності сухого браку і витрати оборотної води.
Отже, аналіз існуючих САУ з точки зору концепції побудови призводить до вибору такого способу управління, який буде враховувати переваги існуючого рішення автоматизації до якого відноситься регулювання рециркуляційної маси за рівнем розпущеної маси в переливному ящику і співвідношенню витрат сухого Браку з оборотною водою. А також забезпечить взаємопов'язане регулювання контурів концентрації розпущеної маси і продуктивності сухого оборотного браку. До того ж слід непрямий спосіб регулювання концентрації замінити на прямий за допомогою відповідних датчиків.
3. Синтез САУ розпуску сухого браку
Перед процедурою синтезу контуру регулювання концентрації необхідно задати вимоги до показників якості регулювання САУ концентрації розпущеної маси, які пред'являються до об'єктів даного класу.
основні показники якості регулювання відповідають заданим вимогам:
- аперіодичний характер перехідного процесу з допустимим перерегулюванням при відпрацюванні сигналу завдання не більше 3%;
- час встановлення (регулювання) не перевищує 5 7 хв;
- час відпрацювання навантаження по сухому браку не більше 2 хв.
- час відпрацювання зміни сигналу завдання не більше 3 хв.
основне завдання синтезу САУ полягає у виборі закону регулювання і визначення настроювальних параметрів регулятора. З практики застосування регуляторів для об'єктів даного класу [5] приймаємо ПI-закон управління:
де Kp-пропорційна складова; 1 / Tu - інтегральна складова; e(t) - помилка регулювання.
значення параметрів налаштування, досить близькі до оптимальних, можуть бути отримані в результаті дослідження динаміки замкнутої системи. Як метод знаходження настроювальних параметрів регулятора виберемо метод автоматичної настройки блоку PID-control пакета моделювання Matlab, оскільки методи автоматичної оптимізації є потужним засобом сучасних промислових контролерів. Метод автоматичного налаштування ґрунтується на трьох етапах: ідентифікації моделі об'єкта, визначенні параметрів регулятора та налаштування параметрів [6].
вибір вищезазначеного методу обумовлений тим, що параметри регулятора, що визначаються за існуючими і широко поширеними методиками Зіглера і Нікольса, а також CHR (Chien, Hrones і Reswick) потім налаштовуються вручну або автоматично в процесі аналізу динаміки САР [6].
моделювання САУ концентрацією будемо проводити в умовах схеми моделювання, наведеної на рисунку 4.
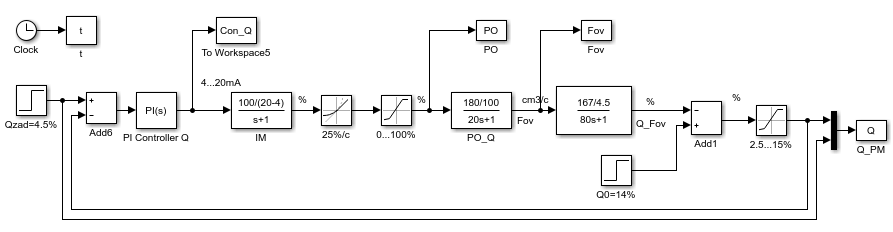
Рисунок 4 – Схема моделювання САУ концентрації розпущеної маси у ванні гідророзбивача
моделювання будемо проводити при номінальних параметрах процесу розпуску, характерних при виробництві паперу та картону:
- початкова концентрація сухого браку 14-18%;
- концентрація розпущеної маси 6-3%;
- подача сухого браку 1.2-1.4 м & sup3; / год = 333-398 см & sup3; / с;
- площа шару сухого браку 16-19 см²
- швидкість руху транспортерної стрічки конвеєра 20 см / с;
- витрата оборотної води 0.4 – 0.6 м³/год = 111 – 167 см³/с.
перехідна характеристика концентрації розпущеної маси наведена на рис. 5.
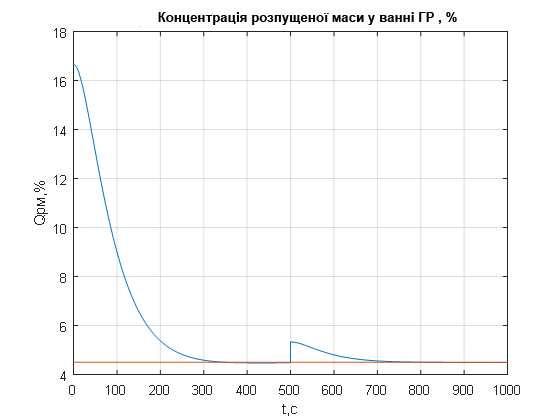
Рисунок 5 – Перехідна характеристика концентрації розпущеної маси у ванні гідророзбивача
Перехідна характеристика концентрації (рис.5) носить аперіодичний характер без перерегулювання, час регулювання tp =5 хв. дані показники є задовільними і відповідають заданим вимогам.
Проаналізуємо динаміку системи на відпрацюванні збурюючого впливу. З графіка видно, що в момент часу 8 хв відбувається збільшення концентрації розпущеної маси з 4,5% до 5,5%. Це реакція на збільшення продуктивності по сухому браку з 330 до 350 см³ / с, подається у ванну. Регулятор концентрації відпрацьовує обурення не більше ніж за 2 хв, що також відповідає вимогам, що пред'являються до об'єктів даного класу. На рис. 6 наведені перехідні характеристики основних елементів САУ, що підтверджують адекватність її роботи.
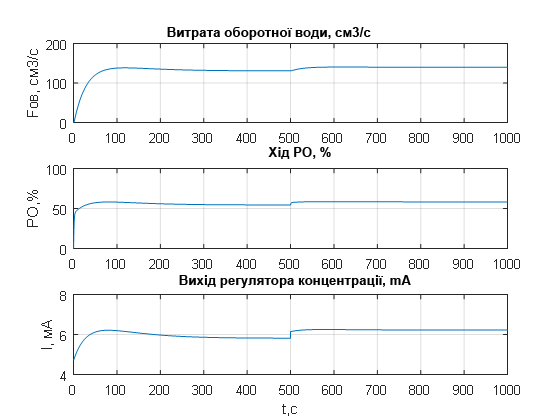
Рисунок 6 – Перехідні характеристики основних елементів САУ концентрації розпущеної маси у ванні гідророзбивача
Компенсація по витраті сухого браку відбувається за рахунок збільшення витрати надлишкової оборотної води (рис.6) внаслідок збільшення керуючого сигналу на виході регулятора концентрації. При цьому відкриття регулюючого клапана на 10% збільшило витрату оборотної води зі 130 см³/с до 140 см³/с.
При відпрацюванні збурення регулятор концентрації не виходить за межі зони обмеження 4.20 мА, яка визначається умовами технічної реалізації.
4. Аналіз динаміки САУ переробки сухого браку
Схема моделювання комплексної САУ процесом розпуску сухого браку приведена на рис. 7. По ній були отримані і перехідні процеси в системі.
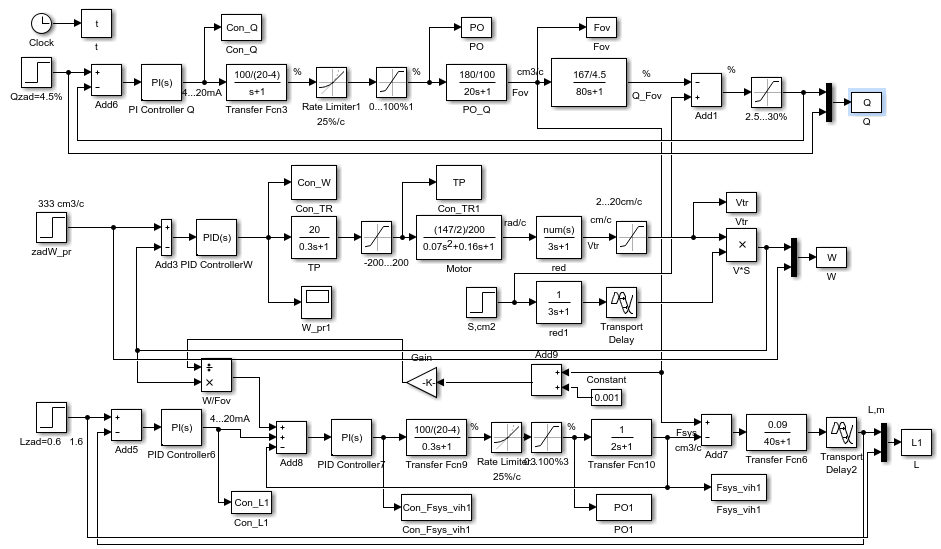
Рисунок 7 – Схема моделювання комплексної САУ процесом розпуску сухого браку
розглянемо перехідні процеси в системі управління процесом розпуску. Моделювання динаміки САУ без корекції параметрів регулятора зовнішнього контуру рівня суспензії в переливному ящику призвели до незадовільних показників якості регулювання і виду перехідного процесу, тому прийнято рішення скорегувати параметри регуляторів САУ рівня. Перехідна характеристика рівня суспензії в переливному ящику наведена на рис. 8.
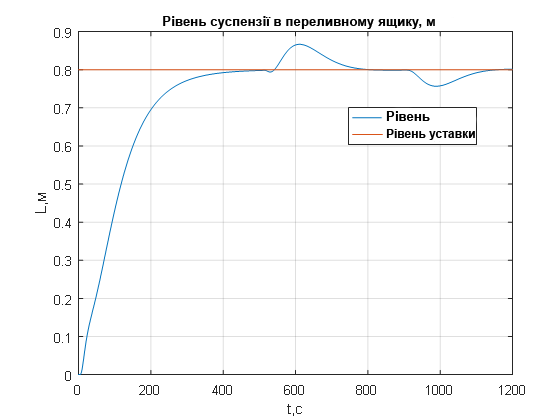
Рисунок 8 – Перехідна характеристика рівня суспензії в переливному ящику
з графіка видно, що перехідний процес рівня суспензії в переливному ящику носить аперіодичний характер без перерегулювання, час регулювання не перевищує 10 хв.
у момент часу 500 с відбувається підвищення продуктивності сухого браку з 333 см³/c до 380 см³ / c, що призводить до збільшення витрати оборотної води, подається в гідророзбивач, і як наслідок, збільшення рівня суспензії в ящику з 0,8 м до 0,87 м. З метою компенсації збурення по продуктивності сухого браку, регулятор витрати рециркуляційної суспензії, назад надходить в гідророзбивач, з урахуванням поточного співвідношення витрат сухого браку і оборотної води, відкриє регулюючий орган (РО) до 76% і збільшити подачу рециркуляційної маси до 48 см3 / c (рис.9).
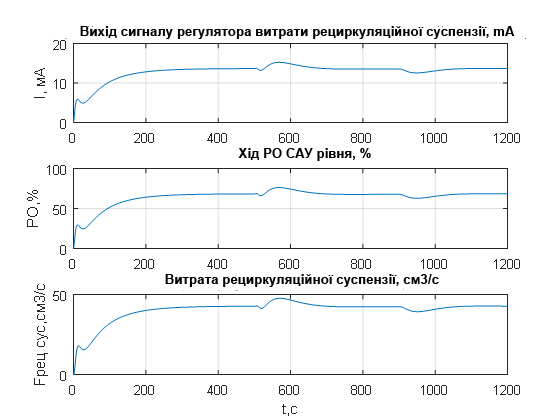
Рисунок 9 – Перехідні характеристики елементів САУ рівня суспензії в переливному ящику
З графіка видно, що система відпрацьовує обурення по поточній продуктивності (витраті сухого браку) до 5 хв, що відповідає вимогам, пред'являються до об'єктів даного класу.
Підвищення рівня завдання концентрації розпущеної маси в гідророзбивачі з 4,5% до 6% в момент часу 900 с, призводить до зменшення витрати оборотної води, подається в гідророзбивач до 140 см³/с (рис . 10). Це в свою чергу позначається на зниженні рівня суспензії в переливному ящику (рис. 8). При цьому САУ рівня суспензії з метою відновлення матеріального балансу з урахуванням співвідношення поточних витрат по продуктивності сухого браку і витрати оборотної води, компенсує зміну рівня суспензії за рахунок зміни витрати рециркуляційної маси (рис. 9).
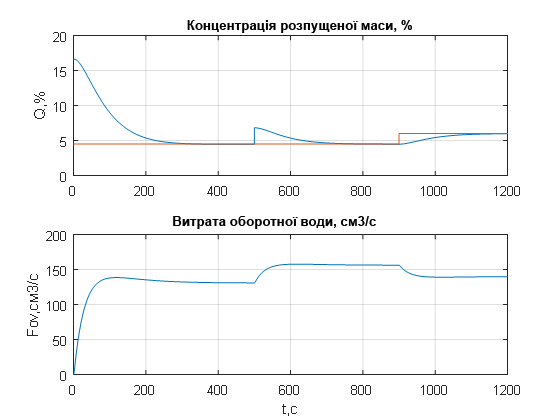
Рисунок 10 – Перехідні характеристики елементів САУ концентрації розпущеної маси в гідророзбивачі
Таким чином, графіки наведені на рис.8-рис. 10 підтверджують правильність функціонування коплексної САУ розпуску сухого браку. Перехідні характеристики основних елементів трьох підсистем, що входять до складу комплексної САУ розпуску, не виходять за межі технічно і технологічно допустимих значень. На підставі аналізу динаміки комплексної САУ розпуску сухого можна рекомендувати застосування розробленої САУ при автоматизації технологічних схем виробництва паперу.
Висновки
1. Розроблено структурну схему комплексної САУ розпуску сухого браку в умовах папероробної машини, забезпечує необхідну концентрацію розпущеної маси при дотриманні матеріального балансу у ванні гідророзбивача за рахунок підтримки рівня розпущеної маси в переливному ящику з урахуванням поточних витрат сухого браку і оборотної води.
2. Виконано теоретичний синтез САУ розпуску сухого браку, налаштовані параметри регуляторів локальних САУ концентрації розпущеної маси, продуктивності сухого браку і рівня суспензії в переливному ящику. Параметри регуляторів були автоматично оптимізовані засобами блоку PID-control. Розроблена система є робастною, вирішує завдання стеження і стабілізації при наявності перешкод у ланцюзі вимірювання основних регульованих параметрів системи розпуску в умовах ПРМ.
3. Результати моделювання довели працездатність САУ і можливість застосування розробленої системи, основними показниками якості якої, виступають: відсутність статичної помилки; час регулювання-близько 10 хв; аперіодичний характер перехідних процесів без перерегулювання; задовільний час відпрацювання сигналів уставок і збурень; компенсація як контрольованих, так і неконтрольованих збурень за рахунок обраного принципу управління по відхиленню.
Список джерел
- Корда И., Либнар 3., Прокоп И. Размол бумажной массы. - М.: Лесная промышленность, 1967. - 421 с.
- Гаузе А. А., Гончаров В. Н. Оборудование для подготовки бумажной массы. - М.: Лесная промышленность, 1991. - 256 с.
- Технология целлюлозно-бумажного производства. В 3 т. Т. I. Сырье и производство полуфабрикатов. Ч. 2. Производство полуфабрикатов. — СПб.: Политехника, 2003. — 633 с.
- Смоляницкий Б. З. Переработка макулатуры. - М.: Лесная промыш-ленность, 1980. – 176 с. 5. Теоретические основы производства окускованного сырья: Учебное пособие для вузов. Ковалев Д.А., Ванюкова Н.Д., Иващенко В.П. и др.. – НметАУ. – Днепропетровск: ИМА-пресс. – 2011. – 476 с.
- Петровский, В. С. Автоматизация технологических процессов и производств лесопромышленного комплекса [Электронный ресурс] : учебник для студентов вузов, обучающихся по специальности «Автоматизация технологических процессов и производств (лесотехническая отрасль)» направления подготовки «Автоматизированные технологии и производства» / В. С. Петровский ; Издательство «Лань» (ЭБС). – Воронеж : ВГЛТА, 2011. – 400 с. – Режим доступа: . http://e.lanbook.com/view/book/....
- Денисенко В.В. Компьютерное управление технологическим процессом, экспериментом, оборудованием. –М.: Горячая линия – Телеком, 2009. – 608 с., ил.
- Казиев, В. М. Введение в анализ, синтез и моделирование систем : учебное пособие для вузов /В. М. Казиев. - 2-е изд.-: БИНОМ. Лаборатория знаний, 2007. - 244с. – 3 экз.
- Введение в математическое моделирование: учебное пособие для вузов / В. Н. Ашихмин [и др.]; под ред. П.В. Трусова. - М.: Логос. 2007. - 440с. – 2 экз.
- Бобков, С. П. Моделирование систем [Электронный ресурс] / С. П. Бобков. - 1 Мб. - 2008. - 1 файл. - Систем. требования: Acrobat Reader.
- Копылов И.П. Электрические машины: Учеб. для вузов. 4-е изд., испр.-М.: Высш. шк., 2004.-607с.
- Копылов И.П. Математическое моделирование электрических машин: Учеб. для вузов. 3-е изд., испр.-М.: Высш. шк., 2001.-327с.