
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Конструктивні особливості кристаллизаторов МБЛЗ
- 2. Гільзові кристалізатори МНЛЗ
- 3. Збірні кристалізатори МНЛЗ
- Список джерел
Вступ
Кристаллизатор МБЛЗ є водоохолоджувальну изложницу, внутрішня поверхня якої піддана стирається впливу рухомого кристалізується злитка сталі. Кристаллизатор є найбільш важливим вузлом МБЛЗ. Він забезпечує швидке утворення досить товстою міцною «корочки» на поверхні безперервно литої заготовки.
1. Конструктивні особливості кристаллизаторов МБЛЗ
У конструктивному плані кристаллизатор (Малюнок 1.1) являє собою складну складальну одиницю, до складу якої входить внутрішня мідна сорочка, яка безпосередньо контактує з розплавленим металом, і жорсткий сталевий корпус, що виконує функцію фіксації і підтримки мідної сорочки. Між мідними стінками кристалізатора і сталевим корпусом передбачається зазор, через який з певним витратою пропускається охолоджуюча вода.
Звичайна технологічна довжина кристалізатора ще до недавнього часу становила 700-800 мм при мінімальних розмірах від 500 мм до максимальних 1200 мм. Современная концепция кристаллизаторов предполагает длину порядка 900-1000 мм, что увеличивает толщину твердой корочки заготовки на выходе из кристаллизатора при литье на более высоких скоростях.
Робоча частина кристаллизаторов виготовляється або з рафінованої міді, або зі сплаву міді з сріблом або сплавів міді з хромом і цирконієм. Для підвищення експлуатаційної стійкості на внутрішню поверхню кристалізатора наносяться спеціальні захисні покриття на основі хрому або нікелю.
Хромове покриття - традиційне зносостійке покриття внутрішньої поверхні кристалізатора. Його застосовують безпосередньо на мідних пластинах при розливанні блюмової і сортової заготовки, а також як зносостійке покриття, послаблює тертя між нікелем і міддю в слябових МБЛЗ. Твердість хрому дорівнює близько 900 HV, але товщина напилення хрому обмежена 0,12-0,13 мм (в слябових МБЛЗ) і приблизно 0,20-0,22 мм (сортова МБЛЗ). На сьогоднішній день основні завдання його застосування - зниження тертя і зменшення прилипання в кристалізаторі при різкій зміні рівня металу при запуску.
В останні роки в якості захисного покриття успішно застосовується нікель і нікелеві сплави, що має певні переваги в частині регулювання інтенсивності тепловідведення. Твердість таких покриттів варіюється від 220 до 1200 HV, а теплопровідність - від 90 до 30 Вт / (мК) .На практиці для слябових МБЛЗ використовують нікелеві покриття, які мають різну товщину по висоті кристалізатора. Це дозволяє розширити можливості управління процесом тепловідведення в кристалізаторі, що особливо важливо для трещіночувствітельних марок сталей.
Крім того, провідні виробники кристаллизаторов використовують різного роду тришарові покриття типу нікель (+ фосфор) - кобальт - хром, які істотно підвищують стійкість гільз, але при цьому кілька здорожують їх вартість. У конструкційному плані мідна частина кристаллизаторов виконується або у вигляді гільзи, або збірної [1].
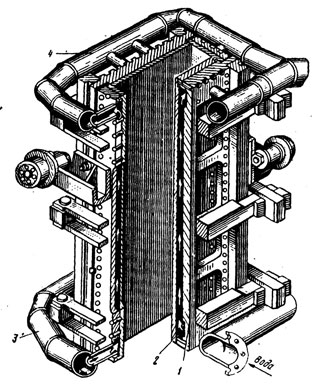
Малюнок 1.1 – Загальна схема кристалізатора МБЛЗ: 1 - сталевий кожух; 2 - внутрішня мідна стінка; 3 - підвідний воду патрубок; 4 - відвідний воду патрубок
2. Гільзові кристалізатори МНЛЗ
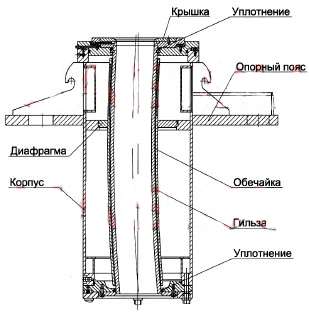
Гільзові кристалізатори (Малюнок 2.1) зазвичай застосовуються для відливання квадратної заготовки перерізом до 220-250 мм, а також для відливання круглої заготовки.
Гільзові кристалізатори виготовляються з суцільнотягнутих мідних труб з товщиною стінки 5 ... 20 мм. З трубної заготовки різними методами обробки металу тиском отримують деталь із заданим профілем поперечного перерізу, звану гільзою, яка і є внутрішньою робочої стінкою кристалізатора. Гільза вставляється в сталевий корпус і кріпиться у верхній частині за допомогою фланця. Нижня частина гільзи фіксується в корпусі за допомогою ущільнення, вільним термічне розширення без виникнення деформації стін. Вода рухається між корпусом і гільзою по зазору шириною 4 ... 7 мм, забезпечуючи інтенсивний і рівномірний відвід тепла. Викривлення гільзи запобігає також пристроєм ребер жорсткості. [1].
Великою перевагою гільзових кристаллизаторов є можливість досягнення високих швидкостей розливання внаслідок великої інтенсивності тепловідведення через тонкі стінки гільзи, відсутність стиків в робочій поверхні стінки, які часто є причиною зависання зливка, невелика витрата міді, легка змінюваність зношених гільз, а також простота конструкції і порівняно невисока вартість. Однак гільзові кристалізатори непридатні для розливання прямокутних і великих квадратних перетинів через недостатню твердість мідних тонкостінних гільз, а також практично не відновлюються при ремонтах. Експлуатаційна стійкість гільзових кристаллизаторов може становити 20-25 тис. Т рідкої сталі. Інтенсивність відводу тепла в гільзах істотно підвищується за рахунок зменшення величини повітряного зазору між стінкою гільзи кристалізатора і скоринкою безперервного злитка. Повітряний зазор може бути усунутий або, по крайней мере, скорочений до мінімуму, а теплопередача оптимізована, якщо контур кристалізатора в найбільш широкому сенсі відповідати контуру кірки безперервного злитка. На практиці поправка на природну усадку безперервнолитого злитка здійснюється шляхом виконання внутрішньої поверхні гільзи кристалізатора або у вигляді багатоступінчастого конуса, або у вигляді так званого параболічного профілю. Ця концепція в цілому забезпечила зростання швидкості витяжки заготовки в середньому в 1,5-2,5 рази в порівнянні з одноконусной і двоконусними гільзами.
Малюнок 2.1 – Схема зменшення ширини кристалізатора в процесі розливання: 1 - зменшення клиноподібності до нуля; 2 - паралельна регулювання ширини; 3 - регулювання клиноподібності
3. Збірні кристалізатори МНЛЗ
Збірні кристалізатори являють собою конструкцію з чотирьох мідних плит і використовуються для блюмової і слябових МБЛЗ. Мідні робочі стінки виконуються досить товстими (50-60 мм) і в них вирізаються пази для проходу охолоджуючої води. Довжина кристаллизатора зазвичай становить 0,7-1,1 м.
Розрізняють 2 типу конструкції збірних кристаллизаторов: віялову і коробчатую. Віялова схема використовується переважно для блюмової МБЛЗ. При цьому після певного зносу внутрішньої поверхні плити перестрагіваются, що дозволяє використовувати їх до 5-6 кампаній. Коробчата конструкція використовується для слябових і блюмової МБЛЗ. Така конструкція дає можливість змінювати ширину сляба і блюма в процесі розливання, а також змінювати конусність бічних граней. При цьому внутрішня поверхня кристаллизаторов має захисне покриття. [1].
Конструкція слябових кристаллизаторов має коробчатую архітектуру. При цьому в конструкції сучасних слябових кристаллизаторов передбачається можливість переміщення бічних стінок як з метою зміни ширини розливається сляба, так і з метою корекції конусности бічних граней в процесі розливання. Зміна ширини сляба в процесі розливання досягається досить повільним переміщенням пластин вузьких граней в потрібному напрямку. Максимум швидкості зміни ширини сляба оцінюється на рівні 200 мм в хвилину за рахунок ретельно підібраних послідовності переміщення вузької сторони кристалізатора. Регулювання ширини сляба безпосередньо в ході лиття може призводити до збільшення продуктивності МБЛЗ на 30-50%, зниження витрат на вогнетриви на 30- 50%, і значної економії енергії. Зменшення ширини кристаллизатора здійснюється в головній частині першого сляба плавки з меншою шириною.
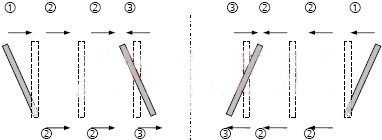
Малюнок 3.1 – Схема зменшення ширини кристалізатора в процесі розливання: 1 - зменшення клиноподібності до нуля; 2 - паралельна регулювання ширини; 3 - регулювання клиноподібності
Аналогічно виконується операція збільшення ширини кристалізатора, яка здійснюється в хвостовій частині останнього сляба плавки з меншою шириною. Для обмеження витріщення граней злитка під кристалізатором встановлюються підтримують ролики. Канали водяного охолодження отримують методом фрезерування зовнішніх сторін мідних пластин від верху до низу. Габарити цих нарізних каналів складають приблизно 15 мм по ширині і 5 мм в глибину [1].