
Dmitriy N.
Summary of master's work
The modeling of the process of qualitative thin-walled pipes cutting on the flying scissors. In modern economic conditions the produced metal products should not only correspond to high quality demands, but also have trade appearance, which is limited by some criteria. One of them is the condition of face surfaces of the rolled metal, cut for equal parts. Very often traditional means of dividing into parts of the composite rolled parts of the composite rolled profiles do not provide the demanded cutting quality. For example, after the cutting of thin-walled pipes by wedge-shaped knife the crumble of face edges is observed.
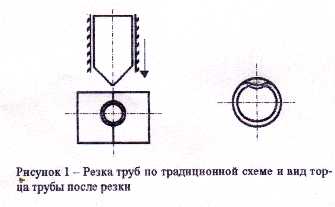 (picture 1. The cutting of pipes according to traditional scheme and a shape of
the pipe face after cutting.)
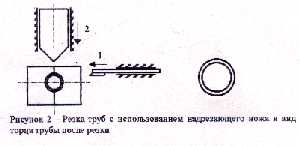
(picture 2. The cutting of pipes by using of incision knife and a shape of pipe
faces after cutting.)
This phenomenon could be removed by using of auxiliary operation, which precedes
the basic cutting by wedged-shaped knife. This operation is contained in making
of incision by the auxiliary knife from the surface of the pipe and weaking its
section in the part for inputting of wedge-shaped knife. Dividing the pipe into
measured lengths by the scheme, presented on the p.2 is accomplished by means
of using the special stamps, which are placed either on the standard, flying
scissors or on the, arranged on the line, pipe-welding mill ones.
(picture 1. The cutting of pipes according to traditional scheme and a shape of
the pipe face after cutting.)
(picture 2. The cutting of pipes by using of incision knife and a shape of pipe
faces after cutting.)
This phenomenon could be removed by using of auxiliary operation, which precedes
the basic cutting by wedged-shaped knife. This operation is contained in making
of incision by the auxiliary knife from the surface of the pipe and weaking its
section in the part for inputting of wedge-shaped knife. Dividing the pipe into
measured lengths by the scheme, presented on the p.2 is accomplished by means
of using the special stamps, which are placed either on the standard, flying
scissors or on the, arranged on the line, pipe-welding mill ones.
 At present time, in spite of the fact that there exist a great number of such
stamp constructions (3,4), much work is being presided for its modernization.
By all these facts, some difficulties connected with the absence of theoretical
dependencies and experimental data which provides the opportunity to calculate
the optimal energy-power and geometrical characteristics of the presented cutting
equipment arise.
Taking in consideration the given problem, the modeling of pipe cutting process
with the help of flying scissors was made by the collaborators of the MEFMP
department. The aim of such work is the studying and appraisal of influences of
the shape, geometrical sizes and moving speed of the wedge-shaped knife on the
effort and cutting quality.
The modeling was carried out on the laboratory equipment, which is schematically
presented on p.3. This sat includes the bad (1) with stakes, on which the beating
mechanism and cutting knot was settled.
The beating mechanism consists of directive pipe (2), beater (3) and its fixer.
The cutting knot consists of two fixed knives (7), arranged with spacing for
the wedged-shaped knife passage (6). The wedged-shaped knife, keeping back from
side displacements during the moving concerning the immovable knives is carried
out by two side lids. The cutting knot immovable parts are fixed by two upper
lathes (10) and two lower ones (9). The wedge knife is fixed on the support-chuck
(5) with the help of bolt junction.
Cutting effort could be presented as some static force, which causes the
appearance of elastic deformation in the hold of the knife. Therefore, apart
from the cutting speed and time, cutting effort is characterized by elastic
deformation of the support-chuck, t.e. in any working regime of equal elastic
deformation of the knife hold must correspond to equal in meaning cutting
effort.
For the effort data control of the process of pipe cutting on the support wedge
knife effort indicators connected by means of bridge scheme was stuck. The
structure scheme of the measured system which is used is shown on the picture 4.
The principle of its action consists of the follows. Electric signal which
appears during the misbalance of the measured bridge at the moment of the
appearance of effort indicators deformation under the influence of cutting
effort, is supplied to the enter of amplifier with stabled power block.
During the process of cutting the aluminum pipes with diameter of 12mm and
thickness of 1 mm were used. Here three wedge knives were used. Their turn
angles correspondingly are the follows: 85, 90, 95.
For comparison of the conditions of pipe surfaces cut by wedge knife according
to the traditional scheme and with using of preliminary short cut two serious
of experiments were hold out. During this process were used the cutting effort
and section pipes scissors control with different combining of researching
factors. Taking into account the high speed of the pipe dividing process
(0,01 with knife moving speed of 1 m/c), ANT was set up on the friquensy of 5
kGz. The registered signal is displayed on the monitor screen and on the print
for the following studying at the same time (p.5).
The diagram of changing the cutting efforts during the period of time presents
three sections, which correspond to cutting periods process. They are: insertion
of the knife into the pipe body (1), metal moving along the cutting surface
(2), and braking the rest uncut part of the pipe section (3). Thus, the correlation
of the influence efforts of the wedge knife during the given periods and loading
distribution for rolled metal cutting are principally different. Therefore, the
using for the calculation of rolled metal cutting effort received for profiles
with crossing section is impossible. It demands the theoretical statements that
correspond to the specialties of thin-walled pipes cutting.
After the analyses of the results some conclusions can be made. The demanded
quality of cut pipes face surfaces could be provided only by using of combined
cutting scheme. It must follow the preliminary weaking of the pipe section in
the place for insertion of wedge-shaped knife. Other way the face part of the
pipe will be took off. The photo on the picture 6 confirms the said above.
The cutting effort control data shows that the optimal turn angle of wedge
knife is 90` because only in such conditions the normal quality of the cut pipe
faces with minimum cutting efforts are provided.
The received results of modeling of the process of the qualitative thin-walled
pipes cutting were used during the preparation of work projects of new two
stamps. They provide the pipe cutting for equal parts without face crumples.
Experimental-industrial example of one of the given stamps was examined in the
pip-welding shop of OAS "DMP".
At present time, in spite of the fact that there exist a great number of such
stamp constructions (3,4), much work is being presided for its modernization.
By all these facts, some difficulties connected with the absence of theoretical
dependencies and experimental data which provides the opportunity to calculate
the optimal energy-power and geometrical characteristics of the presented cutting
equipment arise.
Taking in consideration the given problem, the modeling of pipe cutting process
with the help of flying scissors was made by the collaborators of the MEFMP
department. The aim of such work is the studying and appraisal of influences of
the shape, geometrical sizes and moving speed of the wedge-shaped knife on the
effort and cutting quality.
The modeling was carried out on the laboratory equipment, which is schematically
presented on p.3. This sat includes the bad (1) with stakes, on which the beating
mechanism and cutting knot was settled.
The beating mechanism consists of directive pipe (2), beater (3) and its fixer.
The cutting knot consists of two fixed knives (7), arranged with spacing for
the wedged-shaped knife passage (6). The wedged-shaped knife, keeping back from
side displacements during the moving concerning the immovable knives is carried
out by two side lids. The cutting knot immovable parts are fixed by two upper
lathes (10) and two lower ones (9). The wedge knife is fixed on the support-chuck
(5) with the help of bolt junction.
Cutting effort could be presented as some static force, which causes the
appearance of elastic deformation in the hold of the knife. Therefore, apart
from the cutting speed and time, cutting effort is characterized by elastic
deformation of the support-chuck, t.e. in any working regime of equal elastic
deformation of the knife hold must correspond to equal in meaning cutting
effort.
For the effort data control of the process of pipe cutting on the support wedge
knife effort indicators connected by means of bridge scheme was stuck. The
structure scheme of the measured system which is used is shown on the picture 4.
The principle of its action consists of the follows. Electric signal which
appears during the misbalance of the measured bridge at the moment of the
appearance of effort indicators deformation under the influence of cutting
effort, is supplied to the enter of amplifier with stabled power block.
During the process of cutting the aluminum pipes with diameter of 12mm and
thickness of 1 mm were used. Here three wedge knives were used. Their turn
angles correspondingly are the follows: 85, 90, 95.
For comparison of the conditions of pipe surfaces cut by wedge knife according
to the traditional scheme and with using of preliminary short cut two serious
of experiments were hold out. During this process were used the cutting effort
and section pipes scissors control with different combining of researching
factors. Taking into account the high speed of the pipe dividing process
(0,01 with knife moving speed of 1 m/c), ANT was set up on the friquensy of 5
kGz. The registered signal is displayed on the monitor screen and on the print
for the following studying at the same time (p.5).
The diagram of changing the cutting efforts during the period of time presents
three sections, which correspond to cutting periods process. They are: insertion
of the knife into the pipe body (1), metal moving along the cutting surface
(2), and braking the rest uncut part of the pipe section (3). Thus, the correlation
of the influence efforts of the wedge knife during the given periods and loading
distribution for rolled metal cutting are principally different. Therefore, the
using for the calculation of rolled metal cutting effort received for profiles
with crossing section is impossible. It demands the theoretical statements that
correspond to the specialties of thin-walled pipes cutting.
After the analyses of the results some conclusions can be made. The demanded
quality of cut pipes face surfaces could be provided only by using of combined
cutting scheme. It must follow the preliminary weaking of the pipe section in
the place for insertion of wedge-shaped knife. Other way the face part of the
pipe will be took off. The photo on the picture 6 confirms the said above.
The cutting effort control data shows that the optimal turn angle of wedge
knife is 90` because only in such conditions the normal quality of the cut pipe
faces with minimum cutting efforts are provided.
The received results of modeling of the process of the qualitative thin-walled
pipes cutting were used during the preparation of work projects of new two
stamps. They provide the pipe cutting for equal parts without face crumples.
Experimental-industrial example of one of the given stamps was examined in the
pip-welding shop of OAS "DMP".