Производство штамповано-катаных железнодорожных колес в странах СНГ осуществляется на трех заводах: ОАО "Нижнеднепровский трубопрокатный завод", ОАО "Выксунский металлургический завод" и ОАО "Нижнетагильский металлургический завод".
Повышение качества колес является комплексной проблемой, которую в настоящее время необходимо решать параллельно с существенным снижением расхода металла на всех переделах. Только такой подход даст возможность уменьшить себестоимость как черновых, так и чистовых железнодорожных колес и повысить их конкурентоспособность.
Анализ причин образования дефектов цельнокатаных колес и методов их устранения дан в трудах М.Ю. Шифрина. Одной из основных причин образования дефектов, имеющих прокатное происхождение, является разновес используемых по существующей технологии заготовок, который при производстве различных типов колес может превышать 30 кг. Известно, что он обуславливает необходимость разбиения заготовок на группы в зависимости от их массы, что увеличивает число перенастроек прессопрокатного оборудования и приводит к получению менее стабильных размеров и, в первую очередь, диаметров круга катания колес. Указанный разновес также приводит к нестабильной массе по элементам колесной заготовки, отштампованной на прессе усилием 100 МН. Как следствие, происходит переполнение штампа, а затем и калибра, что приводит к образованию толстого диска у ступицы, закатов, утяжек и других дефектов. Существенно также и то, что данный разновес заготовок является причиной, по которой невозможно радикально совершенствовать калибровки, являющиеся основным элементом технологии при производстве штамповано-катаных колес.
Технология производства цельнокатаных колес, например, на ОАО НТЗ в настоящее время предусматривает использование нескольких слитков. Рассмотрим слитки, отлитые в изложницы круглого поперечного сечения диаметром 500 мм, имеющие полезную длину 2150 мм, из марки стали 2 по ГОСТ 10791-89 для железнодорожного транспорта Украины. Указанные слитки используются, например, при производстве одного из наиболее массовых профилеразмеров - колес диаметром 957 мм (диаметр центрального отверстия 175 мм) по ГОСТ 9036-88. Слитки надрезаются и ломаются на исходные заготовки, имеющие среднюю массу, близкую к 475 кг. Высота и диаметр таких заготовок равны (317-327) мм и (488-497) мм соответственно.
Использование данных слитков имеет ряд недостатков. Во-первых, это высокий разновес получаемых из них заготовок, о чем говорилось выше, который определяется как применяемыми изложницами, так и технологией разрезки, предусматривающей использование слиткоразрезных станков. Во-вторых, отношение высоты H получаемых заготовок к их диаметру D, которое в конечном итоге определяет уков и соответственно проработку структуры металла в процессе горячей пластической деформации как на прессах, так и на колесопрокатном стане, много меньше единицы (H/D = 327/488 = 0,67). В-третьих, потери металла в отход за счет прибыльной, донной части слитка, а также остатка и стружки, получаемых при его порезке, достаточно высоки и близки к 20%.
Наилучшие результаты с точки зрения повышения качества колес и уменьшения потерь металла в отход могут быть получены при использовании круглых непрерывнолитых заготовок [2] или круглых цилиндрических четырехметровых слитков в их порезке на современных дисковых пилах. Точность порезки в этом случае достигается достаточно высокая. Отклонения заготовок по массе, как показывает зарубежная практика, в первом случае не превышают (0,3-0,5)% от массы заготовок, а во втором случае - (0,5-1)%.
Удовлетворительные результаты на первом этапе могут быть получены также при использовании слитка увеличенной длины. В настоящее время имеется техническая возможность изготовления новых изложниц и получения соответственно слитков, имеющих длину, близкую к 3 м с незначительной конусностью боковой поверхности (< 1:2000), которая, как показывает зарубежная практика, обычно используется.
Необходимо рассчитать параметры слитка, который бы удовлетворял следующим требованиям. Во-первых, получаемые из него заготовки должны иметь отношение H/D, определяющее проработку структуры металла при горячей пластической деформации, близкое к единице. Во-вторых, отношение высоты исходной заготовки H к высоте заготовки h после осадки на прессе усилием 20 МН не должно превышать величину H/h ? 2,5 для обеспечения ее устойчивости. В-третьих, в связи с тем, что объем производства колес O957 мм достаточно велик, новый слиток должен обеспечивать безостаточный раскрой на заготовки требуемой массы (465 кг). Указанная величина определяется как сумма массы чернового колеса с учетом минимально допустимого поля допусков на его штамповку и прокатку (440 кг), а также масс выдавки и угара.
При этом также необходимо, чтобы параметры нового слитка, порезка которого должна осуществляться на дисковых пилах, обеспечивали минимум потерь металла в отход в пределах всех возможных сочетаний вариантов по диаметрам и длинам слитков и наибольшее количество заготовок.
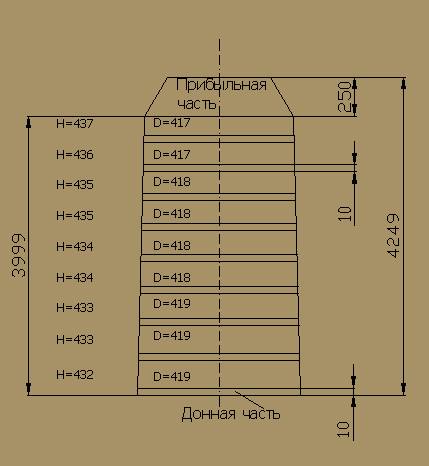
Разработанная для этих целей программа решала данную задачу на персональном компьютере в два этапа. Вначале наилучшее решение находилось в диапазоне диаметров (400-500) мм, а затем в диапазоне (450-500) мм. Программой учитывались следующие требуемые ограничения по длине слитков. Для слитков, имеющих длину близкую к 3-м метрам, максимально допустимая ее величина с учетом прибыльной и донной частей не должна была быть более 2900 мм. Для слитков, имеющих длину близкую к 4-м метрам, соответственно не более 4260 мм. Результаты расчетов представлены в табл. 1 и на рис. 1. (В расчетах плотность металла заготовок и донной части слитка равнялась 7800 кг/м3, прибыльной части слитка - 7700 кг/м3)
Наилучший по всем параметрам слиток имеет диаметр 418 мм и полезную длину 4 метра. Слиток 9-ти заготовочный, обеспечивает безостаточный раскрой. Его масса равна 4,5 т. Отношение H/D заготовок, полученных из этого слитка равно 1, что выше, чем у заготовок, используемых в настоящее время. Отношение H/h при осадке заготовок на прессе усилием 20 МН менее 2-х, что не противоречит практике. Потери в отход при использовании данного слитка составляют 8%, что на 12% меньше, чем при использовании существующих слитков. При годовом объеме производства колес диаметром 957 мм ("облегченка"), например, равном 40 тыс. тонн слиток обеспечивает дополнительно более 4,8 тыс. тонн металла, заданного в производство (см. табл.1).
Достаточно высокие показатели получены и по двум другим слиткам, имеющим длину 2,9 м (см. табл.1). Они также дают безостаточный раскрой и позволяют получить более 3,5 тыс. тонн металла дополнительно заданного в производство при указанном выше годовом объеме прокатки колес диаметром 957 мм. Но по сравнению с 4-х метровыми слитками они требуют значительно меньшие затраты по освоению их производства.
Из табл. 1 видно, что как для 3-х, так и 4-х метровых слитков найдены наилучшие решения в двух реально возможных диапазонах изменения диаметров: (400-500) мм и (450-500) мм. В первом диапазоне, который шире, диаметры получены близкие к 420 мм и такие слитки, естественно, имеют лучшие характеристики по всем параметрам. Во втором диапазоне диаметры получены близкие к (455-460) мм. Показатели по ним значительно выше, чем у существующих слитков, но несколько ниже, чем в первом случае.
Исследование двух вариантов связано с тем, что при использовании слитков, имеющих диаметры близкие к 400 мм, дефекты их поверхностей могут выходить на диск колеса, который при механической обработке не обтачивается. При использовании слитков, имеющих диаметр порядка (455-460) мм дефекты поверхности могут быть на круге катания, в крайнем случае, на наружной и внутренней сторонах обода, которые всегда подвергаются механической обработке. Поэтому если новые слитки, в отличие от существующих, не будут иметь дефектов поверхности, что как показывает практика в принципе достижимо, то целесообразно использовать 3-х или 4-х метровые слитки, имеющие диаметры близкие к 420 мм, так как они имеют более высокие показатели. В противном случае, диаметры слитков должны быть близкими к (455-460) мм (см. табл.1).
Таблица 1- Параметры 3-х и 4-х метровых слитков и заготовок для колес диаметром 957 мм
| Типоразмеры слитков | слитки 3-х метровые | слитки 4-х метровые | |||
|---|---|---|---|---|---|
| Максимально допустимая длина слитка (с прибыльной и донной частями) при поиске наилучшего решения | 2900 | 2900 | 4260 | 4260 | |
| Диапазон по диаметрам при поиске наилучшего решения | 400-500 | 450-500 | 400-500 | 450-500 | |
| Диаметр слитка (минимальный) (D), мм | 419 | 453 | 417 | 462 | |
| Длина слитка (полезная/полная) (Lп/L), мм | 2642/2892 | 2648/2898 | 3999/4249 | 4004/4254 | |
| Масса слитка ( с учетом прибыльной и донной частей) (М), кг | 3121 | 3654 | 4545 | 5583 | |
| Высота заготовок (средняя) (H), мм | 430 | 368 | 434 | 354 | |
| Диаметр заготовок (средний) (d), мм | 420 | 454 | 418 | 463 | |
| Масса заготовок (m), кг | 465 | 465 | 465 | 465 | |
| Количество заготовок в слитке (n), шт. | 6 | 7 | 9 | 11 | |
| Отношение H/d | 1,02 | 0,81 | 1,04 | 0,76 | |
| Отношение H/h | 1,79 | 1,53 | 1,81 | 1,48 | |
| Количество слитков (при годовом объеме V = 40 тыс. т) (N), шт. | 12818 | 10947 | 8801 | 7165 | |
| Суммарная масса заготовок (при годовом объеме V = 40 тыс. т) (т / % к V) | 35762/89,41 | 35632/89,08 | 36832/92,08 | 36649/91,62 | |
| Суммарное количество заготовок (при годовом объеме V = 40 тыс. т), шт. | 76908 | 76629 | 79209 | 78815 | |
| Увеличение массы заготовок / их количества (тыс. т / шт.) по отношению к существующим слиткам (O500 мм), при которых отход составляет 20% | 3,67/8090 | 3,63/7810 | 4,83/10391 | 4,65/9997
| |
Порезка данных слитков на современных дисковых пилах, оснащенных электронными весами и компьютером для оперативной коррекции длины реза (высоты заготовки) по результатам взвешивания уже отрезанной заготовки позволит, как указывалось выше, существенно (до нескольких килограммов) уменьшить разновес заготовок. Параллельно будут устранены предпосылки для образования такого дефекта как складка у ступицы, связанного с наличием у заготовок шеек, обусловленных применением слиткоразрезных станков.