Back on home page... The Thesis Useful the references Electronic the library
LOSS OF FLOW OF METAL FOR WANT OF PRODUCTION
WHOLEROLLEDS OF SPROCKETS
Production is stamp - rolled of railway sprockets in countries of CIS is carried out at three factories: PC " Nignedneprovski tube-rolling factory ", PC " Viksunski metallurgical plant " and PC " Nignetagilski metallurgical plant ".
The improvement of the quality of sprockets is a complex problem, which one now is necessary for deciding in bridge with an essential loss of flow of metal on all side-altars. Only such approach will enable to reduce the cost price both draft-quality, and fair railway sprockets and to increase their competitiveness.
backThe analysis of reasons of formation of defects wholerolled of sprockets and methods of their removal(elimination) is given in transactionses М.Y. Shiphrin. One of main reasons of formation of defects have a rolling genesis, is разновес of bars, used on existing technology, which one for want of production of different types of sprockets can exceed 30 kgs. It is known, that it(he) causes necessity of a partition of bars on groups depending on their mass, that augments number of retargetings pressrolling of the equipment and results in deriving less stable sizes and, first of all, diameters of a circle of a rolling of sprockets. Indicated set of weights also results in a unstable mass on elements of wheel bar stamped on press by gain 100 МН. As the corollary, happens overfilling a title block, and then and calibre, that results in formation of the thick disk for a hub, sunset and other defects. Essentially as well that given set of weights of bars is a reason, on which one it is impossible considerably to perfect calibration being a basic element of technology for want of production is stamp - rolled of sprockets.
backThe "know-how" цельнокатаных of sprockets, for example, on ОАО НТЗ now envisions usage of several merging(ingots). Let's consider merging(ingots), moulded in изложницы of the round cross-section diameter of 500 mm have usable length of 2150 mms, from the mark of steel 2 till a GOST 10791-89 for a railway transport of Ukraine. The indicated merging(ingots) are used, for example, for want of production of one of most mass профилеразмеров - sprockets diameter of 957 mm (diameter of a central orifice 175 mm) till a GOST 9036-88. The merging(ingots) are made an incision and are fractured on the initial bars have an average mass, close to 475 kgs. Height and diameter of such bars (317-327) mms and (488-497) mms accordingly are peer.
Usage of the data of merging(ingots) has a number of defects. At first, it is high разновес of bars, received from them, about what was spoken above, which one is defined(determined) both used изложницами, and technology разрезки, envisioning usage слиткоразрезных of machine tools. Secondly, attitude(relation) of height H of received bars to their diameter D, which one in the issue defines(determines) уков and accordingly study of pattern of metal during hot plastic deformation both on presses, and on колесопрокатном стане, it is a lot of less unit (H/D = 327/488 = 0,67). Thirdly, the losses of metal in a withdrawal(waste) at the expense of profitable, base of a merged(ingot), and also residual and swaft received for want of it(him) порезке, are rather high and are close to 20%.
back
Search and account of a new merged(ingot)
The best outcomes point of view;!from the point of view of improvement of the quality of sprockets and diminution of losses of metal in a withdrawal(waste) can be obtained for want of usage round непрерывнолитых of bars of [2] or round cylindrical four-m merging(ingots) in them порезке on modern peripheral saws. The exactitude порезки is in this case reached rather high. The deviations(rejection) of bars on a mass, as the foreign practice demonstrates, do not exceed (0,3-0,5) % from a mass of bars, and in the second case - (0,5-1) % in case of the former.
The satisfactory outcomes at the maiden stage can be obtained also for want of usage of a merged(ingot) of enlarged length. Now there is a technical feasibility of manufacturing new изложниц and deriving accordingly of merging(ingots) have length, close to 3 m with a minor conicity of a lateral area (< 1:2000), which one, as the foreign practice demonstrates, is usually used.
It is necessary to calculate parameters of a merged(ingot), which one satisfied to following requests. At first, the bars, received from him,(it,) should relate H/D, defining study of pattern of metal for want of of hot plastic deformation, close to unit. Secondly, the attitude(relation) of height of the initial bar H to height of bar h the ambassador precipitations on press by gain 20 МН should not exceed magnitude H/h= 2,5 for maintenance of its(her) stability. Thirdly, that the volume of production of sprockets diameter of 957 mm is rather great, the new merged(ingot) should ensure безостаточный uncover on bars of a demanded mass (465 kgs). The indicated magnitude is defined(determined) as the sum of a mass of a draft-quality sprocket with allowance for of minimumly allowable field of the admissions on his(its) extrusion and rolling (440 kgs), and also masses выдавки and intoxication.
For want of it also it is necessary, that parameters of a new merged(ingot), порезка which one should be carried out on peripheral saws, ensured a minimum of losses of metal in a withdrawal(waste) within the limits of all possible(probable) combinations of variants on diameters and lengths of merging(ingots) and greatest amount of bars.
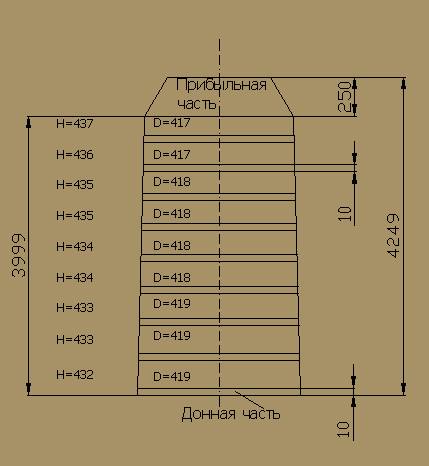
Figure 1 - Perspective 4-th -m merged(ingot) for production of sprockets diameter of 957 mm
Designed for these purposes the program decided the given problem on the personal computer in two stages. In the beginning best solution was in a range of diameters (400-500) mms, and then in a range (450-500) mms. The program took into account following demanded limitations lengthwise of merging(ingots). For merging(ingots) have length close to 3-m to meters, its(her) maximum allowable magnitude with allowance for profitable and base parts should not be more than 2900 mms. For merging(ingots) have length close to 4-m to meters, accordingly no more than 4260 mms. The outcomes of accounts are represented in tab. 1 and in a fig. 1. (In accounts the denseness of metal of bars and base of a merged(ingot) equalled 7800 кг/м3, profitable part of a merged(ingot) - 7700 кг/м3)
back
Best on all parameters the merged(ingot) has diameter of 418 mms and usable length of 4 meters. The merged(ingot) 9-ти заготовочный, ensures безостаточный uncover. His(its) mass is peer 4,5 т. The attitude(relation) H/D of bars obtained from this merged(ingot) equal 1, that is higher, than for bars which were now in use. The attitude(relation) H/h for want of does not contradict a settling of bars on press by gain 20 МН less 2-nd, that to practice. The losses in a withdrawal(waste) for want of usage of the given merged(ingot) make 8 %, that on 12 % it is less, than for want of usage of existing merging(ingots). For want of annual volume of production of sprockets diameter of 957 mm ("облегченка"), for example, equal 40 thousand tons the merged(ingot) ensures follow-up more than 4,8 thousand tons of metal, given in production (see tab. 1).
The rather high parameters are obtained and on two other merging(ingots) have length 2,9 m (see tab. 1). They also give безостаточный uncover and allow to receive more than 3,5 thousand tons of metal follow-up given in production for want of mentioned above annual volume of rolling of sprockets diameter of 957 mm. But as contrasted to by 4-th -m merging(ingots) they require(demand) considerably smaller costs on assimilation of their production.
From tab. 1 it is visible, that as for 3-rd, and 4-th -m merging(ingots) the best solutions in two substantially possible(probable) ranges of a modification of diameters are retrieved: (400-500) mms and (450-500) mms. In the maiden range, which one is wider, the diameters are obtained close to 420 mms and such merging(ingots), naturally, have the best performances on all parameters. In the second range the diameters are obtained close to (455-460) mms. The parameters on them are much higher, than for existing merging(ingots), but is a little bit lower, than it is in case of the former.
The research of two variants is connected that for want of usage of merging(ingots) have diameters close to 400 mms, the defects of their surfaces can leave on the disk of a sprocket, which one for want of to machine work is not turned. For want of usage of merging(ingots) have diameter of the order (455-460) mms surface imperfections can be on a circle of a rolling, as a last resort, on the outside and internal parties of a hoop, which one are always subjected to machine work. Therefore if the new merging(ingots), as against existing, will not have surface imperfections, that as the practice basically demonstrates is accessible expediently to use the 3-rd or 4-th -m merging(ingots) have diameters close to 420 mms, as they have higher parameters. Otherwise, the diameters of merging(ingots) should be close to (455-460) mms (see tab. 1).
Table 1- Parameters of the 3-rd and 4-th -m merging(ingots) and bars for sprockets diameter of 957 mm
|
Type sizes of merging(ingots) |
Merging(ingots) 3-rd -m |
Merging(ingots) 4-th -m |
|||
|
Maximum allowable length of a merged(ingot) (with profitable and base parts) for want of search of the best solution |
2900 |
2900 |
4260 |
4260 |
|
|
Range on diameters for want of search of the best solution |
400-500 |
450-500 |
400-500 |
450-500 |
|
|
Diameter of a merged(ingot) (minimum) (D), m |
419 |
453 |
417 |
462 |
|
|
Length of a merged(ingot) (useful / full) (Lп/L), mm |
2642/2892 |
2648/2898 |
3999/4249 |
4004/4254 |
|
|
Mass of a merged(ingot) (with allowance for of profitable and base parts) (М), kg |
3121 |
3654 |
4545 |
5583 |
|
|
Height of bars (average) (H), mm |
430 |
368 |
434 |
354 |
|
|
Diameter of bars (average) (d), mm |
420 |
454 |
418 |
463 |
|
|
Mass of bars (m), kg |
465 |
465 |
465 |
465 |
|
|
Amount of bars in a merged(ingot) (n), pieces |
6 |
7 |
9 |
11 |
|
|
The attitude(relation) H/d |
1,02 |
0,81 |
1,04 |
0,76 |
|
|
The attitude(relation) H/h |
1,79 |
1,53 |
1,81 |
1,48 |
|
|
Amount of merging(ingots) (for want of annual volume V = 40 thousand t) (N), pieces |
12818 |
10947 |
8801 |
7165 |
|
|
Total mass of bars (for want of annual volume V = 40 thousand t) (t / of % to V) |
35762/89,41 |
35632/89,08 |
36832/92,08 |
36649/91,62 |
|
|
Total amount of bars (for want of annual volume V = 40 thousand t), pieces |
76908 |
76629 |
79209 |
78815 |
|
|
Magnification of a mass of bars / their amounts (thousand t / pieces) in relation to existing merging(ingots) (O500 mm), for want of which one the withdrawal(waste) makes 20 % |
3,67/8090 |
3,63/7810 |
4,83/10391 |
4,65/9997 |
|
back
Порезка of the data of merging(ingots) on the modern peripheral saws equipped with electronic weights and the computer for operating correction of length of a machine cut (of height of bar) by results of weighing already of cut off bar will allow, as was specified above, it is essential (up to several kilograms) to reduce разновес of bars. The premises for formation of such defect as a tuck for a hub, bound with availability for bars of journals stipulated by application слиткоразрезных of machine tools will be in bridge removed
back
Back on home page... The Thesis Useful the references Electronic the library