Виробництво штамповано-катаних залізничних коліс у країнах СНД здійснюється на трьох заводах: ВАТ "Нижнєдніпровський трубопрокатний завод", ВАТ "Виксунський металургійний завод" і ВАТ "Нижнєтагильський металургійний завод".
Підвищення якості коліс є комплексною проблемою, що у даний час необхідно вирішувати паралельно з істотним зниженням витрати металу на всіх переділах. Тільки такий підхід дасть можливість зменшити собівартість як чорнових, так і чистових залізничних коліс і підвищити їхня конкурентноздатність.
Аналіз причин утворення дефектів суцільнокатаних коліс і методів їхнього усунення даний у працях М.Ю. Шифріна. Однієї з основних причин утворення дефектів, що мають прокатне походження, є важок використовуваних за існуючою технологією заготовок, що при виробництві різних типів коліс може перевищувати 30 кг. Відомо, що він обумовлює необхідність розбивки заготовок на групи в залежності від їхньої маси, що збільшує число перенастроювань прессопрокатного устаткування і приводить до одержання менш стабільних розмірів і, у першу чергу, діаметрів круга катання коліс. Зазначений важок також приводить до нестабільної маси по елементах колісної заготівлі, відштампованої на пресі зусиллям 100 МН. Як наслідок, відбувається переповнення штампа, а потім і калібру, що приводить до утворення товстого диска в маточини, заходів, утяжек і інших дефектів. Істотно також і те, що даний важок заготівель є причиною, по якій неможливо радикально удосконалювати калібрування, що є основним елементом технології при виробництві штамповано-катаних коліс
Технологія виробництва суцільнокатаних коліс, наприклад, на ВАТ НТЗ у даний час передбачає використання декількох злитків. Розглянемо злитки, відлиті в изложницы круглого поперечного переріза діаметром 500 мм, що мають корисну довжину 2150 мм, з марки стали 2 за ДСТ 10791-89 для залізничного транспорту України. Зазначені злитки використовуються, наприклад, при виробництві одного з найбільш масових профилеразмеров - коліс діаметром 957 мм (діаметр центрального отвору 175 мм) за ДСТ 9036-88. Злитки надрізаються і ламаються на вихідні заготівлі, що мають середню масу, близьку до 475 кг. Висота і діаметр таких заготівель рівні (317-327) мм і (488-497) мм відповідно.
Використання даних злитків має ряд недоліків. По-перше, це високий важок одержуваних з них заготівель, про що говорилося вище, що визначається як застосовуваними изложницями, так і технологією разрезки, що передбачає використання слиткоразрезных верстатів. По-друге, відношення висоти H одержуваних заготівель до їхнього діаметра D, що в остаточному підсумку визначає уков і відповідно пророблення структури металу в процесі гарячої пластичної деформації як на пресах, так і на колесопрокатному стані, багато менше одиниці (H/D = 327/488 = 0,67). По-третє, утрати металу у відхід за рахунок прибуткової, донною частини злитка, а також залишку і стружки, одержуваних при його порезке, досить високі і близькі до 20%.
Найкращі результати з погляду підвищення якості коліс і зменшення втрат металу у відхід можуть бути отримані при використанні круглих непрерывнолитых заготівель [2] чи круглих циліндричних четырехметровых злитків у їхній порезке на сучасних дискових пилках. Точність порезки в цьому випадку досягається досить висока. Відхилення заготівель по масі, як показує закордонна практика, у першому випадку не перевищують (0,3-0,5)% від маси заготівель, а в другому випадку - (0,5-1)%.
Задовільні результати на першому етапі можуть бути отримані також при використанні злитка збільшеної довжини. В даний час мається технічна можливість виготовлення нових изложниц і одержання відповідно злитків, що мають довжину, близьку до 3 м з незначної конусностью бічної поверхні (< 1:2000), що, як показує закордонна практика, звичайно використовується.
Необхідно розрахувати параметри злитка, який би задовольняв наступним вимогам. По-перше, одержувані з нього заготівлі повинні мати відношення H/D, що визначає пророблення структури металу при гарячій пластичній деформації, близьке до одиниці. По-друге, відношення висоти вихідної заготівлі H до висоти заготівлі h після осідання на пресі зусиллям 20 МН не повинне перевищувати величину H/h ? 2,5 для забезпечення її стійкості. По-третє, у зв'язку з тим, що обсяг виробництва коліс діаметром 957 мм досить великий, новий злиток повинний забезпечувати без залишковий розкрій на заготівлі необхідної маси (465 кг). Зазначена величина визначається як сума маси чорнового колеса з обліком мінімально припустимого полючи допусків на його штампування і прокатку (440 кг), а також мас выдавки і чаду.
При цьому також необхідно, щоб параметри нового злитка, порезка якого повинна здійснюватися на дискових пилках, забезпечували мінімум утрат металу у відхід у межах усіх можливих сполучень варіантів по діаметрах і довжинам злитків і найбільша кількість заготівель.
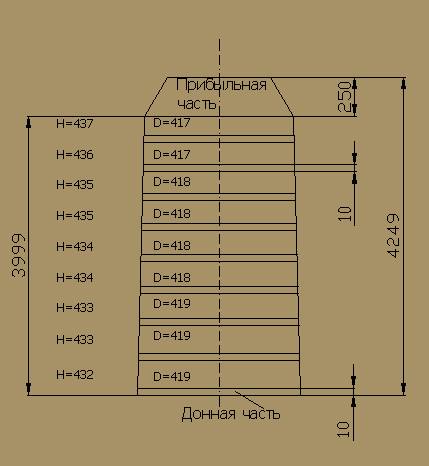
Розроблена для цих цілей програма вирішувала дану задачу на персональному комп'ютері в два етапи. Спочатку найкраще рішення знаходилося в діапазоні діаметрів (400-500) мм, а потім у діапазоні (450-500) мм. Програмою враховувалися наступні необхідні обмеження по довжині злитків. Для злитків, що мають довжину близьку до 3-м метрів, максимально припустима її величина з обліком прибуткової і донною частин не повинна була бути більш 2900 мм. Для злитків, що мають довжину близьку до 4-м метрів, відповідно не більш 4260 мм. Результати розрахунків представлені в табл. 1 і на мал. 1. (У розрахунках щільність металу заготівель і донною частини злитка дорівнювала 7800 кг/м3, прибуткової частини злитка - 7700 кг/м3)
Найкращий по всіх параметрах злиток має діаметр 418 мм і корисну довжину 4 метри. Злиток 9-ти заготовочний, забезпечує без залишковий розкрій. Його маса дорівнює 4,5 т. Відношення H/D заготівель, отриманих з цього злитка дорівнює 1, що вище, ніж у заготівель, використовуваних у даний час. Відношення H/h при осаді заготівель на пресі зусиллям 20 МН менш 2-х, що не суперечить практиці. Втрати у відхід при використанні даного злитка складають 8%, що на 12% менше, ніж при використанні існуючих злитків. При річному обсязі виробництва коліс діаметром 957 мм ("облегченка"), наприклад, рівному 40 тис. тонн злиток забезпечує додатково більш 4,8 тис. тонн металу, заданого у виробництво (див. табл.1).
Досить високі показники отримані і по двох інших злитках, що має довжину 2,9 м (див. табл.1). Вони також дають без залишковий розкрій і дозволяють одержати більш 3,5 тис. тонн металу додатково заданого у виробництво при зазначеному вище річному обсязі прокатки коліс діаметром 957 мм. Але в порівнянні з 4-х метровими злитками вони вимагають значно менші витрати по освоєнню їхнього виробництва.
З табл. 1 видно, що як для 3-х, так і 4-х метрових злитків знайдені найкращі рішення в двох реально можливих діапазонах зміни діаметрів: (400-500) мм і (450-500) мм. У першому діапазоні, що ширше, діаметри отримані близькі до 420 мм і такі злитки, природно, мають кращі характеристики по всіх параметрах. В другому діапазоні діаметри отримані близькі до (455-460) мм. Показники по них значно вище, ніж в існуючих злитків, але трохи нижче, ніж у першому випадку.
Дослідження двох варіантів зв'язане з тим, що при використанні злитків, що мають діаметри близькі до 400 мм, дефекти їхніх поверхонь можуть виходити на диск колеса, що при механічній обробці не обтачивается. При використанні злитків, що мають діаметр порядку (455-460) мм дефекти поверхні можуть бути на крузі катання, у крайньому випадку, на зовнішній і внутрішній сторонах обода, що завжди піддаються механічній обробці. Тому якщо нові злитки, на відміну від існуючих, не будуть мати дефектів поверхні, що як показує практика в принципі досяжно, те доцільно використовувати 3-х чи 4-х метрові злитки, що мають діаметри близькі до 420 мм, тому що вони мають більш високі показники. У противному випадку, діаметри злитків повинні бути близькими до (455-460) мм (див. табл.1).
Таблиця 1- Параметри 3-х і 4-х метрових злитків і заготівель для коліс діаметром 957 мм
| Типорозміри злитків | злитки 3-х метрові | злитки 4-х метрові | |||
|---|---|---|---|---|---|
| Максимально припустима довжина злитка (із прибуткової і донною частинами) при пошуку найкращого рішення | 2900 | 2900 | 4260 | 4260 | |
| Діапазон по діаметрах при пошуку найкращого рішення | 400-500 | 450-500 | 400-500 | 450-500 | |
| Діаметр злитка (мінімальний) (D), мм | 419 | 453 | 417 | 462 | |
| Довжина злитка (корисна/повна) (Lп/L), мм | 2642/2892 | 2648/2898 | 3999/4249 | 4004/4254 | |
| Маса злитка ( з обліком прибуткової і донною частин) (М), кг | 3121 | 3654 | 4545 | 5583 | |
| Висота заготівель (середня) (H), мм | 430 | 368 | 434 | 354 | |
| Діаметр заготівель (середній) (d), мм | 420 | 454 | 418 | 463 | |
| Маса заготівель (m), кг | 465 | 465 | 465 | 465 | |
| Кількість заготівель у злитку (n), шт. | 6 | 7 | 9 | 11 | |
| Відношення H/d | 1,02 | 0,81 | 1,04 | 0,76 | |
| Відношення H/h | 1,79 | 1,53 | 1,81 | 1,48 | |
| Кількість злитків (при річному обсязі V = 40 тис. т) (N), шт. | 12818 | 10947 | 8801 | 7165 | |
| Сумарна маса заготівель (при річному обсязі V = 40 тис. т) (т / % до V) | 35762/89,41 | 35632/89,08 | 36832/92,08 | 36649/91,62 | |
| Сумарна кількість заготівель (при річному обсязі V = 40 тис. т), шт. | 76908 | 76629 | 79209 | 78815 | |
| Збільшення маси заготівель / їхньої кількості (тис. т/шт.) стосовно існуючого злиткам (O500 мм), при яких відхід складає 20% | 3,67/8090 | 3,63/7810 | 4,83/10391 | 4,65/9997
| |
Порезка даних злитків на сучасних дискових пилках, оснащених електронними вагами і комп'ютером для оперативної корекції довжини реза (висоти заготівлі) за результатами зважування уже відрізаної заготівлі дозволить, як указувалося вище, істотно (до декількох кілограмів) зменшити важок заготівель. Паралельно будуть усунуті передумови для утворення такого дефекту як складка в маточини, зв'язаного з наявністю в заготівель шийок, обумовлених застосуванням слиткоразрезных верстатів