Актуальностью моей работы является повышение точности обработки рабочей части валков трехвалковой прокатной клети.
1.2.Перечень решаемых в работе задач
1.Определение факторов влияющих на процесс обработки рабочей части валков трехвалковой прокатной клети.
2.Расчет жесткости системы СПИД.
3.Предложения по увеличению жесткости .
4.Выбор оптимальной схемы резания.
Научной новизной моей работы является изучение проблемы одновременной обработки 3-х рабочих профилей валков трехвалковой клети с введением в зону обработки осевого инструмента.
2.Основная часть
2.1.Введение
В настоящее время в различных отраслях промышленности и народ-ного хозяйства широкое применение находит проволока малого диаметра (0,8 … 3,5 мм), изготавливаемая из высокопрочных легированных и высо-колегированных сталей, например, из стали СВ 08ХГ2С, которая имеет следующий химический состав: углерод 0,05…0,11 %, кремний 0,7…0,95 %, марганец 1,7…2,1 %, хром 0,7…1,0 %, никель не более 0,25%, сера не более 0,025 %, фосфор не более 0,03 % [1]. В качестве исходного сырья при ее производстве используется проволока диаметром 7 … 10 мм, из ко-торой методом пластического деформирования в процессе холодной про-катки на специальных станах типа 270 получают требуемый продукт [2, 3]. Катаная проволока используется, прежде всего, для реализации операций сварки углеродистых и низкоуглеродистых сталей. Исходя из условий экс-плуатации катаной проволоки, к ней предъявляются следующие требова-ния по точности получаемого профиля и прочности на разрыв, которые приведены в таблице 1 [4]..
Таблица 1. - Требования по точности и прочности катаной проволоки
Номинальный диаметр проволоки, мм
Отклонения от номи-нального диаметра, мм
Временное сопротив-ление разрыву, МПа
0,8
-0,07
882 - 1323
1,0…1,5
-0,09
882 – 1323
1,6…2,0
-0,11
950 - 1176
2,0….3,0
-0,12
686 - 1029
Овальность проволоки не должна превышать половины предельного отклонения по диаметру. Ее поверхность должна быть чистой и гладкой, без трещин, расслоений, раковин, забоин, окалин, ржавчин, масла и других загрязнений. На поверхности проволоки допускаются риски, царапины, местная рябизна, и отдельные вмятины. Глубина указанных пороков не должна превышать предельного отклонения по диаметру проволоки.
Точность получаемого профиля проволоки, и качество ее обработки зависит от точности профилирования прокатных валков, через которые протягивается исходная проволока, зависящего от способа их профилирования и условий протекания процесса резания. Повышению эффективности способов профилирования прокатных валков посвящена данная работа.
2.2.Основные положения
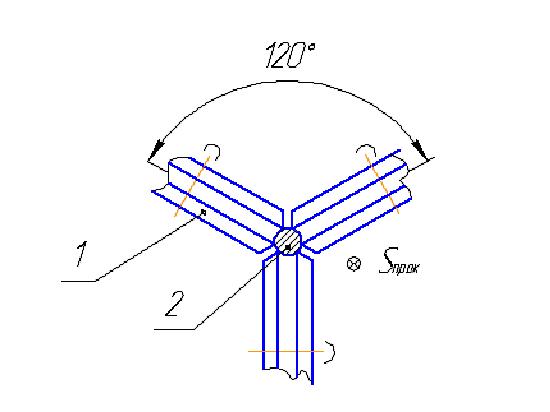
Процесс прокатки представляет собой перемещение исходной проволоки через набор клетей, в которых расположены вращающиеся валки со скрещивающимися под углом 120° осями. Схема прокатки представлена на рисунке 1.
Рисунок 1 - Схема прокатки проволоки
Исходная проволока 2 протягивается через фасонные калибрующие отверстия, образованные профилем прокатных валков 1. Профиль валков и, соответственно, профиль и размеры формируемого ими отверстия, меняются в каждой секции прокатного стана, достигая окончательного размера в последней, калибрующей клети. Качество проволоки зависит от точности изготовления калибрующих отверстий, получаемых за счет сопряжения профилей прокатных валков, и точности расположения их осей по отношению к оси прокатной клети.
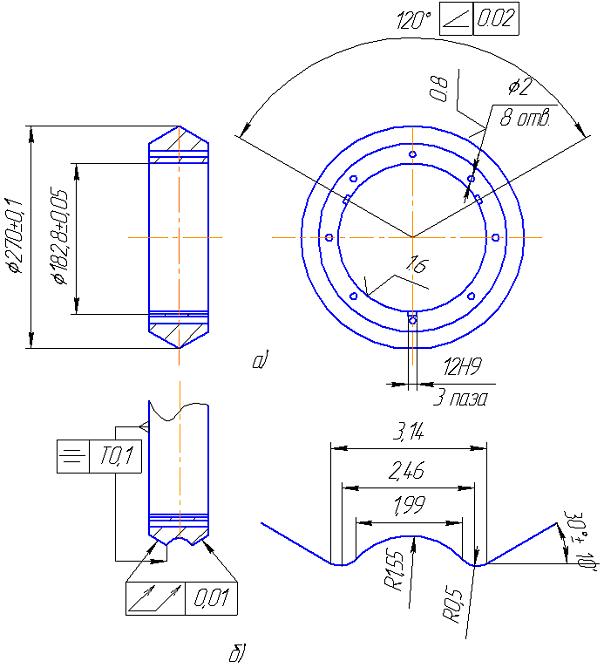
Профилирование валков, изготавливаемых из стали 60ХСФ2А и закаленных до твердости HRC 63-67, производится на специальном токарном станке модели П3-01 способом фасонного точения. На рисунке 2 представлен чертеж валка с требованиями по точности и качеству поверхности профиля.
На существующем производстве процесс профилирования валков осуществляется следующим образом. Вначале предварительно обработанные валки (без нарезанного профиля, см. рис. 2,а) устанавливаются в клеть и там регулируются. Суть регулировки сводится к тому, что валки располагаются относительно друг друга под углом 1200 с заданной точностью, то есть так же, как это предполагается в процессе прокатки проволоки. Затем отрегулированная клеть с валками устанавливается на специальный токарный станок модели П3-01, где методом фасонного точения поочередно для каждого из трех валков осуществляется формирование их профиля. В качестве инструмента используются резцы, оснащенные пластинками из оксидно-карбидной керамики марки ВОК60 или гексанита-Р, которые устанавливаются в оправке с заданной точностью по отношению к оси каждого из валков (рисунок 3).
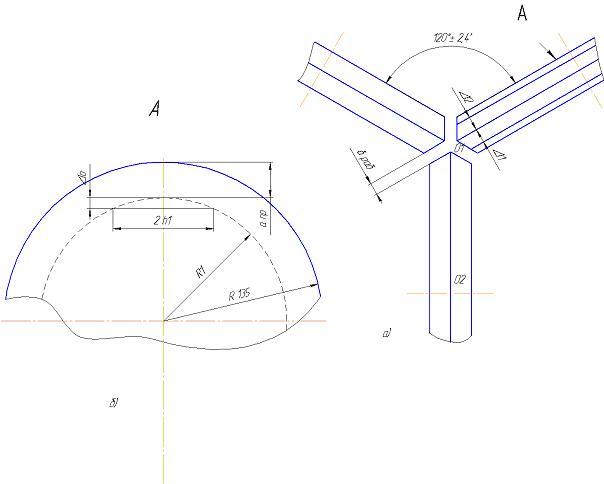
Рисунок 3 - Схема возможных погрешностей установки резца для наклонно расположенных валков клети: а - по результатам привязки к вертикально расположенному валку; б - искажение профиля валка при этом.
Δ1,Δ2 — отклонение вершины резца от центра валка соответственно вниз или вверх;
Δраб— рабочий зазор настройки клети;
h1 — погрешность установки вершины резца относительно центра оси валка;
R1 – радиус профиля валка;
R — наружный радиус валка.
Конструкция станка и схема резания таковы, что правильность настройки валков в клети перед выполнением операции профилирования валков обеспечивает ее точность. Предварительная регулировка валков считается верной, если вершина резца при настройке последовательно попадает в «мертвую точку» каждого валка (имеющую нулевую скорость), которая совпадает с осью их вращения в процессе обработки (для вертикального валка это точка О2, см. рис.3, а).
Нарушения требований точности расположения резца, то есть не совмещение «мертвой точки» валка с вершиной резца, приводит к следующим отрицательным последствиям.
Во-первых, искажаются задний и передний углы резца и угол резания, что приводит к изменению условий обработки, особенно при расположении вершины резца выше центра валка. В этом случае процесс резания заменяется трением - скоблением задней грани резца по поверхности валка, что приводит к росту радиальной составляющей силы резания и возможному возникновению вибраций. Во-вторых, происходит искажение профиля калибрующего отверстия в валках на величину Δ0 при выполнении резцом команды на срезание заданной ранее величины припуска aпр (см. рис. 3, б).
При обработке профиля валков в таких условиях зачастую возникают вибрации, приводящие к искажению профиля калибрующего отверстия и, следовательно, профиля самой прокатанной проволоки. Повышенная виброустойчивость системы СПИД позволит в определенной мере оказать положительное влияние на точность профилирования валков и качество формируемой поверхности.
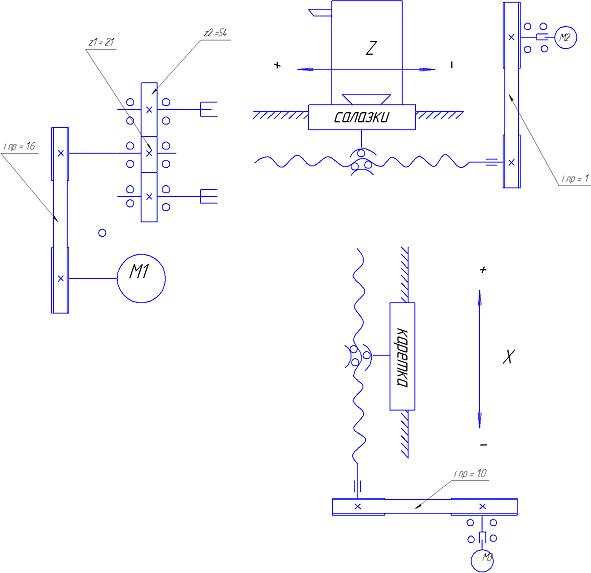
В процессе исследования были рассчитаны жесткости клети и системы СПИД, ориентируясь на кинематическую схему станка (рисунок 4). Было установлено, что одной из причин возникновения вибраций является недостаточная жесткость системы резец- суппорт- направляющие скольжения. С целью повышения жесткости этого узла было предложено заменить направляющие скольжения на направляющие качения.
2.3.Расчет жесткости системы СПИД и жесткости клети.
Расчет жесткости узлов станка и самой клети осуществлялся по следующей методике. [5]
Для системы резец-суппорт-каретка:
1/ Jпр= ( 1/ jрез + 1/ jкар+ 1/ jвинта),
где
jрез- жесткость резца в оправке,
jкар- жесткость каретки суппорта,
jвинта- жесткость винта.
jрез=125*b,
где
b- половина ширины резца (мм),
jвинта=π*d0*E/(4*l)
где
d0- диаметр винта,
E- модуль упругости,
l- длинна винта.
Жесткости составили:
для системы с направляющими скольжения
Jпр=600 Н/мкм
для системы с направляющими качения
Jпр=680 Н/мкм
Для трехвалковой клети жесткость рассчитывалась по следующей формуле:
Jпр=500( (Дн - Дв)/ l3)
где
Дн- наружный диаметр вала клети,
Дв- внутренний диаметр вала клети,
l- длина вала на участке между подшипниками.
Jпр= 1180 Н/мкм
Рисунок 4 - Кинематическая схема станка модели П3-01.
Результаты расчетов показали, что замена направляющих скольжения на направляющие качения в узле станка резец-суппорт-направляющие позволит повысить жесткость рассматриваемого узла и всей системы в целом на 13…15%.
Однако предложенное решение до конца не гарантирует обеспечения требуемой точности обработки профиля валков при использовании существующей схемы резания. Это связано с возможным возникновением погрешностей при настройке резца по отношению к оси каждого из валков, предварительно установленных в клети. Учитывая высокую стоимость валков, при искажении их профиля в допустимых пределах, для компенсации появившейся при обработке погрешности осуществляется перерегулирование валков в клети перед эксплуатацией, что позволяет, в ряде случаев, обеспечить необходимый профиль и размер калибрующего отверстия без замены валков. Это достаточно трудоемкий процесс, занимающий длительное время и не всегда обеспечивающий требуемый результат, то есть получение калибрующего отверстия требуемых формы и размеров, так как осуществляется вручную.
3.Заключение
3.1.Перспективы дальнейших исследований
Выполненные исследования позволяют заключить, что принятое решение об изменении конструкции станка, позволяющее на 15% повысить виброустойчивость системы СПИД, до конца не решает проблемы надежного обеспечения точности калибрующего отверстия.
Решение этой задачи в дальнейшем видится в направлении замены данной схемы резания схемой обработки одновременно трех профилей валков одним специальным осевым инструментом, что позволит уменьшить погрешность профилирования валков и, соответственно, калибрующего отверстия на треть.
Рисунок 5 - Предпологаемая схема резания (Анимация осуществляется при подводе курсора).
3.2Литература
1. ГОСТ 2246-70 Проволока стальная сварочная.
2. Юховец И.А. Производство высокопрочной проволочной арматуры. – М: Металлургия, 1973. - 264 с.
4. ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низкоуглеродистых сталей.
5. Проектирование металлорежущих станков и станочных систем: Справочник-учебник. В 3-х т. Т.2 Ч.1 Расчет и конструирование узлов и элементов станка / А. С. Пронников и др.- М.: Машиностроение, 1995. - 371 с.
6. Надійність інструменту та оптимізація технологічних систем. Збірник наукових праць.- Краматорськ: ДДМА, вип. №17, 2005. - 332 с.
 1.Вводная часть
1.Вводная часть