| Биография | Автореферат | Ссылки | Индивидуальное задание | Отчет о поиске |
Процесс резания металлов, равно как и трение контактирующих поверхностей деталей машин, сопровождается рядом широко известных физических явлений, приводящих к износу пар трения. Износ происходит, как правило, при контакте двух разнородных металлов и сопровождается выделением значительного количества тепла в результате пластической деформации и трения. Дополнительно к этому процесс трения и резания как частного случая трения осложнен дискретным характером фрикционного контакта, сложными физико-химическими процессами окисления, диффузии, адсорбции и др., образованием граничных пленок. Под действием вышеперечисленных факторов возникают условия для появления электрических токов.
В условиях современного автоматизированного производства электрический контакт инструмент – деталь может стать источником информации об износе режущего инструмента и других параметрах процесса резания. В этой связи перед исследователями встают следующие вопросы:
1.В какой мере износ инструмента обусловлен электромеханическими явлениями при заданных режимах обработки и свойствах материалов детали и инструмента?
2.Как именно ток и ЭДС в контакте инструмент – деталь могут свидетельствовать об отклонениях от нормальной работы станка и возможных неполадках (например, брак по материалу; поломка инструмента)?
3.Возможно ли автоматизированное управление процессом резания и максимизация стойкости инструмента путем введения в зону резания дополнительного тока?
Для ответа на эти вопросы необходимо рассмотреть существующие гипотезы о природе электромеханических явлений при трении и резании металлов.
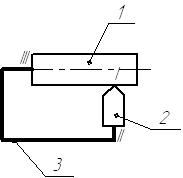
Физиками достаточно давно были исследованы их источники, такие, как термоэлектронная эмиссия – «испарение» электронов с поверхности нагретого металла, экзоэлектронная эмиссия – низкотемпературная эмиссия электронов в результате деформационного возбуждения металла, и три известных термоэлектрических эффекта: Зеебека, Пельтье и Томсона. На последних остановимся подробно. В результате контакта двух разнородных металлов возникает контактная разность потенциалов (КРП), значение которой определяется разностью работ выхода электрона двух металлов. КРП зависит от температуры спая двух металлов. В частности, при резании мы можем представить следующую схему (рис. 1):
Рисунок 1 – Схема возникновения термоЭДС и термотока при резании
В стационарном состоянии КРП спаев I, II, III равны. При установлении резания спай I нагревается и разность его КРП и КРП спаев II и III обуславливает появление электродвижущей силы, которую называют термо-ЭДС. Ее значение вычисляют по формуле [1,2]:
где TI, TII – температуры горячего и холодного спаев;q1, q2 – абсолютные дифференциальные термо-ЭДС заготовки 1 и инструмента 2.
Эффект Пельтье заключается в дополнительном выделении и поглощении тепла в спаях разнородных проводников при протекании электрического тока, эффект Томсона – в обратимости выделения тепла в однородном проводнике, по которому течет ток, при одновременном наличии градиента температуры. Кроме термоэлектрических, следует учитывать электрохимические процессы во фрикционной системе.
В качестве методов исследования электрических явлений при резании металлов применяют электрическую схему для измерения напряжений и токов при трении и резании металлов, компенсационную схему измерения термотока, термоэлектрический метод и др. Наиболее ценным является выделение постоянной и переменной составляющих термотоков, что может быть обеспечено термоэлектрическим методом при использовании следующей установки (рис.2):
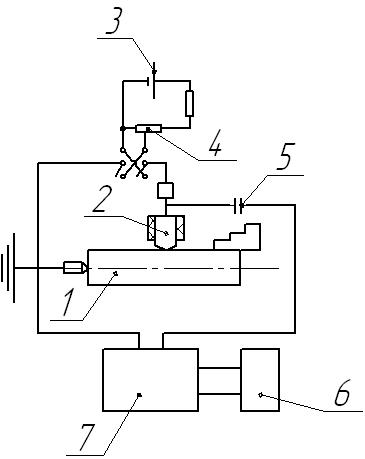
Рисунок 2 – Схема установки для исследования процесса резания термоэлектрическим методом
Потенциалы передаются с изолированного резца 2 и детали 1 через усилитель 7 на осциллограф 6. Постоянные термотоки задерживаются конденсатором 5. Исследовать можно также постоянную составляющую термотоков и ее взаимодействие с токами от постороннего источника 3. С помощью потенциометра 4 слабые токи вводятся в зону резания и изучается их влияние на процесс резания.
Наиболее ярко электрические явления проявляются при чистовой обработке, как было показано в работе [1]. Авторами была приведены графические зависимости износа резца, радиуса скругления режущей кромки, потенциалов и шероховатости обработанной поверхности от пути резания при точении стали 45Г14Ю3 резцом Т15К6 и сделан вывод, что рост шероховатости обработанной поверхности связан с интенсификацией электрических импульсных процессов в период врезания и приработки резца, а также то, что концентрированный износ резца и переменная составляющая термотоков взаимосвязаны. Также отмечались зависимости значений термотока и потенциалов от режимов резания.
Нагляднее всего влияние возникающей в цепи контакта деталь – инструмент ЭДС демонстрируется на примерах практического использования разрыва электрической цепи, например, в устройствах В.А. Бобровского, при растачивании шпиндельных барабанов на Киевском заводе станков-автоматов, на Харьковском инструментальном заводе при сверлении стружечных отверстий в плашках. В этих случаях инструмент (или заготовка) изолировались от станка особым электроизоляционным составом. Практически во всех случаях стойкость инструмента при этом повышалась в 1,5 - 2 раза. Сходные приемы, а также метод компенсации тока применялись в 1960-70-х гг. при других способах обработки.
Для современных исследователей открытым остается вопрос о природе измеренного сигнала ЭДС резания. До 1980-х гг. получило широкое распространение измерение температуры в зоне резания методом естественной термопары, т.е. при котором полученное на измерительном приборе значение ЭДС отождествляется с термо-ЭДС резания, что давало возможность вычислить температуру контакта. Этот метод был подвергнут в 1980 г. критике С.В. Васильевым [2], которым было отмечено, что оценка температуры при обработке хромоникелевого сплава и хромистых сталей достигает величин, лишенных физического смысла. Это дало повод к введению им понятия «деформационная ЭДС», которая возникает в условиях интенсивного трения и больших давлений при резании, когда имеет место деформационное возбуждение контактирующих слоев металла. Использование в его опытах одноименной (сталь 45 – сталь 45) и разноименной (сталь 45 – Т15К6) пар трения показало, что при достижении одной и той же скорости резания резко увеличивается значение сигнала ЭДС, из чего был сделан вывод, что эта дополнительная разность потенциалов обусловлена только относительным перемещением металлов пары.
Авторами работы [3] было создано специальное устройство для измерения электрической проводимости G активной цепи, какой является цепь с контактом инструмент – деталь. При этом электропроводность вычислялась следующим образом:

где Е – термо-ЭДС контакта, UT – напряжение на контакте при протекании через него эталонного тока Iэ. Электропроводность контакта измеряли при изменении различных параметров процесса резания; снижение электропроводности с увеличением скорости авторы объясняли действием температурного и геометрического факторов, причем геометрический фактор объяснялся как уменьшение сечения и площади контакта стружки, а температурный – как уменьшение удельной электропроводности материалов пары. Несмотря на недостаточность объяснения механизма исследуемых явлений, авторами были получены линейная зависимость электропроводности контакта от глубины резания при точении с постоянной термо-ЭДС, и выявлена взаимосвязь между составляющими силы резания и электропроводностью контакта.
Развивая данную идею и используя компенсационный метод измерения квази-ЭДС, автоматический потенциометр и датчик крутящего момента на приводе токарного станка с ЧПУ, С.В. Васильев пришел к выводу [4], что можно измерять усилие Pz без динамометрических преобразователей путем фиксации квази-ЭДС, для чего необходимо исключить наростообразование и учитывать ЭДС трения.
Иной взгляд на проблему электромеханического износа был представлен в статье сотрудников Тамбовского государственного технического университета [5]. По их мнению, на износ инструмента и шероховатость обработанной поверхности изделия влияют электрические токи, генерируемые в трущихся парах металлорежущих станков, т.е. во внешней по отношению к источнику электрической энергии (контакту инструмент – изделие) цепи. Произведенные авторами опыты показали, что при электроизоляции резца усадка стружки, т.е. степень пластических деформаций срезаемого слоя, снизилась на 6,8%. Точение стали 38ХС производилось резцом из твердого сплава марки МР1, стойкость которого была повышена на 39% по сравнению с неизолированным инструментом. Обращает на себя внимание то, что авторы этой работы сделали акцент на точности измерения параметров срезаемого слоя, для чего ими была разработана специальная программа. Как утверждают авторы, погрешность данной программы не превышает 1%.
Развитие термоэлектрических методов определения температуры непосредственно в зоне резания мы видим в статье [8]. По мнению авторов, генерируемая при резании ЭДС состоит из двух составляющих: термо- и трибо-ЭДС. Импульсы этих ЭДС приводят к появлению постоянной составляющей тока, величина которого зависит от температуры поверхностей в моменты сухого трения и относительной длительности интервалов времени, при которых оно обеспечивается. Суммарный средний ток будет составлять:

где первое слагаемое описывает средний термоток, обусловленный термо-ЭДС Е, определенный при сопротивлении внешней цепи Rн за время контактирования T;Iтриб - средний триботок. Изменяя сопротивления нагрузки, получаем различные значения Iсум:I1 и I2. Таким образом, теоретически термо-ЭДС, по которой можно определить температуру резания, будет равна:

К сожалению, авторы не приводят результатов опытов, показывающих правильность разработанной методики.
Большой интерес представляет исследование переменных составляющих токов резания, а также амплитуд колебаний сил и температур, поскольку именно переменная составляющая термотоков больше способствует изнашиванию инструмента и формированию поверхностного слоя при чистовом точении, чем величина постоянной их составляющей. Трение и резание металлов являются импульсными быстропротекающими процессами. Рассмотрение этих процессов в таком контексте позволяет построить физико-статистическую модель трения и изнашивания. При этом трение можно трактовать как некоторый случайный процесс x(T), отражающий колебание напряжений, смещений или других факторов (например, электрических потенциалов) во времени. В пределе непрерывный случайный процесс распадается на дискретную последовательность импульсов, отвечающую отдельным элементарным актам образования и разрыва микроконтактов. Случайный процесс можно представить как результат наложения последовательности таких импульсов:
где av – случайная амплитуда V-го импульса;Tv – соответствующий ему случайный момент времени; F – элементарный импульс. Разлагая x(T) в ряд Фурье, можно выделить отдельные гармоники колебательного процесса, что дает возможность изучения механизма воздействия электрических импульсов в процессе трения (резания).
Таким образом, можно заключить, что наиболее перспективным является изучение именно переменной составляющей ЭДС и тока резания, что позволит исследователю более детально изучить связь износа инструмента и электрических импульсов, проверить состоятельность существующих гипотез и обобщить эмпирический опыт.
Список литературы
| Биография | Автореферат | Ссылки | Индивидуальное задание | Отчет о поиске |