
Магістр Донецького Національного
Технічного Університету
Факультет: Фізико-металургійний
Група: ОМТ-06м
E-mail: Serega_OMD@rambler.ru
Тема магістерської роботи: "Розробка математичної моделі и моделювання процесу
гарячої прокатки штаби на стані Стеккеля"
Керівник: д.т.н., професор Коновалов Юрій
В'Ячеславович
МАГІСТЕРСЬКА РОБОТА
Листові прокатні стани із пічними моталками називають станами Стеккеля. Вони з'явилися більше напівстоліття тому назад, практично одночасно зі ШСГП. Стани Стеккеля застосовували при необхідності виробництва листової продукції в обсязі 100-300 тис. т у рік, а також для прокатки електротехнічних і легованих сталей і сплавів.
Ці стани були як одноклітьовими, так і двоклітьовими, причому перша кліть була звичайною чорновою реверсивною кліттю дуо.
Уже після пуску першого в СРСР стана Стеккеля були відзначені їхні наступні недоліки: висока поздовжня й поперечна різнотовщинність штаб, гірша якість поверхні, нестабільність механічних властивостей по довжині штаби. Найбільш вагомий довід на користь станів Стеккеля - менші первісні капіталовкладення.
В 70-х роках минулого століття стани Стеккеля будувати перестали.
Відновився інтерес до станів Стеккеля наприкінці 80-х років минулого століття. Першим новим станом Стеккеля став стан, створений фірмою «Шлеман-Зимаг». Основним доводом на користь стана Стеккеля було те, що на традиційних ШСГП робити невеликі партії листів з високоякісних сталей економічно не завжди виправдано. Стани Стеккеля нового покоління обладнані системами автоматичного регулювання профілю й форми штаб, мають потужний привод, моталки нової конструкції, комплексну систему автоматичного керування технологічним процесом.
Нова ущільнена конструкція печі, розроблена фірмою VAI, дозволяє заощаджувати до 30% енергії в порівнянні зі старою конструкцією печі відкритого типу. Система регулювання температури повністю автоматизована й забезпечує рівномірний розподіл температури по довжині штаби. Робоча температура печі до 1050°С. Пічні моталки дозволяють змотують розкат шириною до 3200 мм. Нові грубні моталки обладнані висувним оправленням і довгою смугою може бути цілком змотана в рулон усередині печі. Застосування грубних моталок нової конструкції дозволяє зменшити натяг при прокатці й розширити сортамент по товщині з 25 до 40 мм.
Можливість змотувати розкат шириною до 3200 мм привело до створення комбінованих листопрокатних станів Стеккеля, на яких можна прокатувати як штаби, так і листи. Тим самим забезпечується висока виробнича гнучкість, що дозволяє задовольняти мінливі потреби ринку.
Можливі різні варіанти планування обладнання станів Стеккеля. Одноклітьовий стан Стеккеля забезпечує річний обсяг виробництва до 800 тис. т штаби товщиною 2-12 мм. При установці обтискної кліті перед станом Стеккеля сумарна річна продуктивність може бути збільшена приблизно до 1 млн. при товщині смуг 1, 8-12 мм
АТ «НКМЗ» створена й у цей час патентується оригінальна схема триклітьового стана Стеккеля з однієї чорнової й двома чистовими клітями.
Додавання до стана-тандему чорнової кліті збільшує продуктивність стана на 20-30% за рахунок можливості з’єднання чорнової й чистової прокатки двох суміжних смуг. Оптимізація діаметра робочих валків чистових клітей знижує енергосилові параметри прокатки й створює сприятливі умови для виробництва найтонших штаб.
Сляб і розкат великої товщини не входить у зону обладнання чистових клітей, що підвищує експлуатаційні характеристики стана й поліпшує якість штаб, що прокатуються;
Продуктивність такого стана 1,5 млн. т/рік. Товщина штаб, що прокатуються, 1, 0-12,7 мм.
У якості математичної моделі для розрахунку енергосилових параметрів гарячої прокатки на стані Стеккеля мною обрана методика А.І. Целікова для розрахунку сили прокатки й середньої нормальної контактної напруги. Блок-схема розрахунку сили прокатки за методикою А.И. Целікова представлена на рисунку 1.
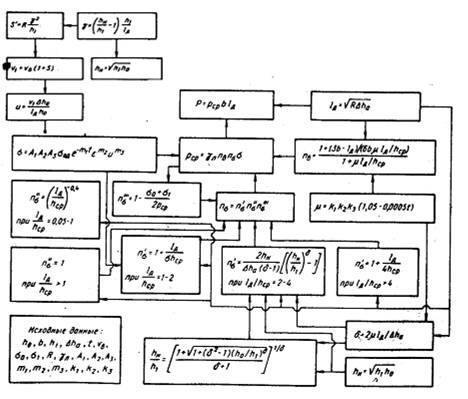
Рисунок 1 - Блок-схема розрахунку сили прокатки за методикою А.І. Целікова
При розробці математичної моделі розрахунку температури розкату (t) ураховуємо зниження температури внаслідок випромінювання (Δtи) і конвекції (Δtк) для ділянки проміжного рольганга й для ділянок від кліті до пічної моталки; зниження температури розкату внаслідок тепловіддачі робочим валкам (Δtо); підвищення температури розкату за рахунок тепла деформації (Δtд) і підвищення температури розкату за рахунок нагрівання металу у пічній моталці (Δtпм).
Зміна температури смуги в печі стана Стеккеля відбувається:
1. за рахунок передачі тепла штабі від печі за допомогою випромінювання;
2. за рахунок передачі тепла штабі від оправлення за допомогою теплопровідності;
3. за рахунок передачі тепла теплопровідністю між витками рулону.
У результаті математичного розрахунку отримані дані, які свідчать про деякий підігрів металу в печі Стеккеля, що є досить позитивним аргументом відносно зниження енергосилових параметрів і одержання високого комплексу механічних властивостей готової штаби.