| HAUPT SEITE DonNTU | MASTERSPORTAL DonNTU |
 |
Tarafa Taha |
|
BIOGRAFIE BIBLIOTEK CATOLOGE DER VERBINDUNGEN BERICHT IRAK |
VORTRAG
AKTUELLER
ZUSTAND DER FRAGE, ZIEL UND
AUFGABEN DER UNTERSUCHUNG Der Bedarf an den Montagearbeiten ist in grauer Vorzeit
entstanden, als der Mensch die ersten Arbeitsinstrumente ausgedacht hat. Die
Instrumente mussten dem Menschen beim Überleben helfen und auch völlig oder zum
Teil die Handarbeit erleichtern. Während
der Evolution wurde alles, was mit der Montage verbunden ist, komplizierter
geworden und verbessert. Das war der Grund zur Entstehung der ersten Montageautomaten,
die im vorigen Jahrhundert entwickelt waren.
Gegenwärtig hat die Automatisierung der Montagearbeiten den höheren
Entwicklungsstand als früher erreicht, obwohl sie noch von der Beschaffungs-
und Verarbeitungsoperationen zurückbleibt. Die Forderung zur
Produktivitätssteigerung erwartet die Automatisierung von allen
Bestandelementen einschließlich der Montage. Das Niveau der
Montageautomatisierung ist weniger als 6%. Die hohe Bedeutung der
Montagearbeiten im gesamten
Produktionsumfang (25-40% im Maschinenbau) berücksichtigend, ist die Erhöhung
ihrer Automatisierung heutzutage noch aktuell. Viele
Wissenschaftler haben die Fragen, die mit diesem Problem verbunden sind,
untersucht, und zwar: M.S. Lebedevskiy, A.I. Fedotov, T.E. Klade, K. Muyenek,
L.I. Belovsky, A.A.Gusev, V.V. Kosilov, N.V.Yaharov, I.A. Klusov, N.P. Novikov,
P.I. Aleksejev, L.N. Koshkin, A.N. Robinovitsch, N.I. Scherevevskiy, V.A.
Jahimovitsch, U.B. Heginbotam, G. Hollingam, G. Mortimer B. Raks, M. Ginnes,
I.K. Bojadgijev usw. Auf Grund der
Forschungen der genannten Autoren sind automatische Montagesysteme entwickelt.
Trotzdem verlangen gegenwärtige Forderungen zur Montageleistung und hohe
Forderungen zu den Baugruppen den Übergang zum
höheren Niveau der automatisierten kontinuierlichen Montagesysteme.
Folgende Frage wird in dieser Arbeit betrachtet. 1.1 Strukturanalyse des technologischen
Prozesses der automatischen Montage Der technologische
Prozess der automatischen Montage der Erzeugnisse hat folgende Struktur: 1)
Bebunkerung der Gegenstücke oder ihre
Beladung in andere Aufgabeeinrichtungen und
ihre Zuführung zur Mitnahmeeinrichtung, Absperreinrichtung
(Verteilungsanlage) oder Zuführungseinrichtung in der vorausgehenden oder
fertigen Lage; 2)
Aufnahme, Verteilung und Zuführung der
Gegenstücke in den Ordner der Montagemaschine; 3)
präzise Orientierung der Details bezüglich
des Ordners; 4)
Kupplung
und Befestigung der Gegenstücke mit nötiger Genauigkeit; 5)
Kontrolle der Genauigkeit der Lage von
Gegenstücken oder Montageeinheiten. 6)
Belegung und Transportierung der Montageeinheiten. Die Orientierung
der Einzellteile und ihre Zuführung zur Montage sind die Hauptelemente der
Produktion bei der automatischen Montage der Erzeugnisse. Das alles ist möglich
mit den Aufgabeeinrichtungen. In den Bedingungen der automatischen Montage
werden die Aufgabeeinrichtungen als unabhängige Baugruppen der Montagemaschine
betrachtet. In den flexiblen Fertigungssystemen der Montage ist die Anwendung
der Bunker- Aufgabeeinrichtungen (Kassetten- und Magazinzuführung) effektiv.
Eine der Etappen der automatischen Montage ist präzise Orientierung der Details
bezüglich der Oberflächen der Gegenstücke auf den Montagemaschinen. Alle
Details sollen so angeordnet sein, damit ihre Montage leicht toleriert
(Ausmaßen und Drehungen) sein konnte.
Dieser Vorgang ist am wichtigsten und von ihm hängt die
Leistungsfähigkeit der Montageausrüstung und die Qualität der Montage ab. Die
Struktur und der Inhalt der Orientierung der Bestandteile(Blocke) im Raum und
ihre Zuführung zur Montagestellung sind von der Art der Aufgabeeinrichtungen
bestimmt. Den
Inhalt der Orientierungsetappen bei der Anwendung der Bunker-
Aufgabeeinrichtungen bilden: -
die Verschiebung der Bauelemente von der
Montagearbeitsstelle zur
Aufgabeeinrichtung; -
das Schütten der Elemente ins
Einschüttmagazin; -
die Kontrolle der minimalen und maximalen
Auffüllung des Einschüttmagazins mit Details; -
Aufnahme und Stücktrennung der Elemente von
der Gesamtmasse(mit Hilfe des Aufnahmemechanismusses); -
die Erstorientierung der Details im Raum
(der Übergang vom chaotischen Zustand zu irgendwelchem standfestem); -
die zweite
Orientierung der Details im Raum (der Übergang zur Sollstellung); -
die Kontrolle der richtigen
Detailsorientierung ; -
Reorientierung und Rücksetzen der falsch
orientierten Details; -
Kontrolle auf dem Eingang; -
Zuschiebung der Erzeugnisse zur
Aufnahmemulde; -
Kontrolle der Auffüllung des
Einschüttmagazins; -
Stücktrennung der Elemente von der
Gesamtmasse im Einschüttmagazins; -
Zuschiebung zum Lastaufnahmemittel; -
Verschiebung einer Details oder mehreren
zur Montageposition; -
Kontrolle der richtigen Lage im
Lastaufnahmemittel. Zur Orientierung
der zu sammelnden Details im Raum und zu ihrer Zuschiebung zur Montageposition mit
Kassetten- Aufgabeeinrichtungen gehören die Verschiebung der Komponenten
von der Montagestelle zum Lastaufnahmemittel, das Schütten der Komponente ins
Einschüttmagazin, die Kontrolle der minimalen und maximalen Auffüllung des
Einschüttmagazins mit Details (mit Komponenten), die Erstorientierung der
Details im Raum, das Auffüllen der Kasseten mit Komponenten, die Kontrolle der
Komponente bei Vorhandensein und Kontrolle der richtigen Position, Reorientierung
und Rücksetzen der falsch orientierten Details, Kontrolle der Auffüllung des
Einschüttmagazins, die Befestigung der Komponenten in Kassetten, die Beseitigung
der unnötigen, zusätzliche Auffüllung, die Entfernung der vollen Kassette, die
Verschiebung der vollen Kassette zur Aufnahmeposition, Aufnahme aus der
Kassette und die Zuführung zur Montageposition, die Kontrolle der Position im Lastaufnahmemittel. Alle Kassetten
werden mit Rüttelausrüstung, Pneumatikausrüstung, magnetischen und
bandmagnetischen Systemen aufgefüllt oder bei der Anwendung des elektrisches
Feldes. In den Kassetten- Aufgabeeinrichtungen ist die Kassette für die
Aufspeicherung der im Raum orientierten
Komponenten geeignet. Aus der Kassette werden Details zur Montageposition
verschiebt. Abhängig von der Konstruktion, Abmaße, Masse und vom Material der
Komponente kann die Aufnahme der Kassetten entweder manuell oder mit
mechanischen oder automatischen Einrichtungen verwirklicht werden. Für die
Speicherung der orientierten Komponenten in den Magazin-Füllvorrichtungen ist das
Magazin geeignet, aus dem alle Details zur Greifstellung
angeliefert werden. Die Aufnahme der Magazine kann entweder manuell oder mit
mechanischen oder automatischen Einrichtungen verwirklicht werden. Zur Orientierung
der zu sammelnden Details im Raum und zu ihrer Zuschiebung zur Montageposition
mit Magazin- Aufgabeeinrichtungen gehören: - die Verschiebung
der Komponenten von der Montagestelle zum Lastaufnahmemittel; - Aufnahme und
Stücktrennung der Elemente von der Gesamtmasse; - die
Erstorientierung der Details im Raum; - die Ablagerung
der Komponenten auf die orientierende Magazinoberfläche; - Endorientierung
der Komponente im Raum; -
Orientierungskontrolle der Komponente; - Reorientierung
und Rücksetzen der falsch orientierten Details; - Kontrolle der
Auffüllung des Einschüttmagazins; - Stücktrennung der
Elemente von der Gesamtmasse im Magazin; - Zuführung zur
Montageposition; - die Kontrolle der
Komponente bei Vorhandensein und der richtigen Position im Greifervorrichtung. Das Aufladen mit
adaptiver Vorrichtung lässt die Aufnahme (das Greifen) der Komponenten mit
einem Roboter machen, als auch die Orientierung der Details im Raum und
ihre Zuführung zur Montage im
automatischen Zyklus. Zur Orientierung der zu sammelnden
Komponenten im Raum und zu ihrer Zuschiebung zur Montageposition mit adaptiven
Aufgabeeinrichtungen gehören: -
die
Verschiebung der Komponenten von der Montagearbeitsstelle zur Aufgabeeinrichtung; -
das Auffüllen der Komponenten zur
Greifsstellung; -
die Verschiebung des Greifers von der
adaptiven Einrichtung zu den Komponenten; -
die Bestimmung einer der Komponenten mit
Sensoren (visuellen, taktilen); -
die Orientierung des Greifarmes bezüglich
einer Komponente; -
das Greifen und Stücktrennung
einer Komponente aus der Gesamtmasse; -
die Erstorientierung der Details im Raum; -
die Endorientierung der Komponente im Raum; -
die Verschiebung der Komponente zur
Montageposition; -
Kontrolle der richtigen Lage im
Lastaufnahmemittel. Die Bestimmung (die Orientierung)
der einzubauenden Komponenten ist von der Technologie der automatischen
Einbau, der Konstruktion und zu ihr gestellten
Forderungen, von der Präzision der Ausrüstung
anhängig. Die Bestimmung der Komponenten bei der automatischen Montage ist ein variabler Prozess. Die Aufgabe der
Bestimmung ist die Orientierung und die Anwendung der Schemen der Details. Abhängig
von der Konstruktion der Montageausrüstung kann die Orientierung
auf der Montageposition in senkrechter, waagerechter und geneigter Lage der
Achse der einzubauenden Bauteile durchgeführt werden. Die Auswahl der Bestimmungsverfahren hängt von der
Bauweise der Bauteile, der Montageausrüstung, der notwendigen Befestigung, der
Genauigkeit der Verkettung der Paarung
ab. Bei der Montage bleibt das
Grundelement in den meisten Fällen unbeweglich bezüglich der beweglichen Anbaudetails. Am meisten
kommen zur Anwendung zylindrische,
flache, gewinde, kegelförmige und gemischte Oberflächen, weniger auch
kugelförmige und körnerische. Die Formen der zu orientierenden Oberflächen
beeinflüssen die Auswahl der Schemen der Aufnahme. Als Einstellelemente der
Aufnahmen werden Platten, Prismen, Stützen,
zylindrische und kegelförmige Finger, Winkel u.a. angewendet. Das
Grundelement wird gewöhnlich in der
Aufnahmeanlage mit Hilfe der Aufspannvorrichtung befestigt. Das Grundelement
kann auch im Aufnahmeelement angeordnet werden, es vereinfacht die
Konstruktion, die ohne Aufspannvorrichtungen und ohne Antrieb sein wird. Eine
anzuschließende Komponente kann zur Grundkomponente frei geschoben werden. Die Montage hat folgende Gänge: -
die Anordnung der Grundkomponente in die
Aufnahmeeinrichtung; -
das Zentrieren des Grundelementes in der Einrichtung; -
die Befestigung des Grundelementes; -
die Kontrolle der Lage der Grundkomponente in der
Aufnahmeeinrichtung; -
die Anordnung der anzuschließenden Komponente in der
Aufnahmeeinrichtung; -
das Zentrieren der
anzuschließenden Komponente in der Einrichtung; -
die Befestigung der
anzuschließenden Komponente; -
die Kontrolle der Lage der anzuschließenden Komponente in
der Aufnahmeeinrichtung. Die Auswahl der Konstruktion
beeinflussen die geometrische Form, Abmessungen, die Masse, textilphysikalische
Werte des Materials der zu montierenden Komponenten, ihr Vorschubweise zur
Montierungsposition, geforderte Bestimmungsgenauigkeit, die Art der Ausrüstung,
die Art der Montagemaschine und der Transportanlagen. Sehr effektiv in den
flexiblen Fertigungssystemen sind
programmierbare universal-umstellbare Aufnahmeeinrichtungen. Technologische
Ähnlichkeit der einzubauenden Komponente in den flexiblen
Fertigungssystemen wird auf der
Orientierungsetappe von gleichen Weisen der Aufnahme, der Aufstellung, der
Befestigung, des Programmierens und der Umstellung bestimmt. Die
Orientierungsposition kann für automatische Montage nicht genug gut sein. Dann
werden die Einrichtungen der Relativorientierung angewendet. welche die nötige
Präzision auf der Montageposition und ihre automatische Montage gewährleisten
können. Für die Verbesserung der
relativen Orientierung werden In den flexiblen Fertigungssystemen sind
programmierbare universal-umstellbare Aufnahmeeinrichtungen und
Spezial-umstellbare Aufnahmeeinrichtungen mit Führungsbahnen angewendet. Die nächste Etappe des
Bearbeitungsvorganges der automatischen Montage ist die Paarung und die
Befestigung der Komponenten. Zu den
Forderungen der Fertigungsgerechtheit der montierten Komponenten kann
man die Fertigungsgerechtheit der Verbindungen zurechnen; den Zugang der
Montagewerkzeuge zur Verbindungsstellen; das Vorhandensein der
Konstruktionselemente, die die nötige Genauigkeit der Bauteilanordnung in
Erzeugnissen gewährleisten; das Vorhandensein der Führungsbahnen, die Werkstoffestigkeit und die Festigkeit der
Abdeckmittel der Details; die Genauigkeit der Detailabmessungen und der
Montageobjekte. Auf die Auswahl der Bauweise der
Stellorgane beeinflussen die Gestalt und die Abmessungen (Durchmesser, Länge, Breite, Fläche) der
Paarungsoberflächen, die Art der Passung, die Bewegungen des Endeffektors u.a.
In flexiblen Fertigungssystemen sind sehr effektiv die programmierbare
umstellbare Montagemaschinen mit Modulbauweise und Montageroboter. Die Kontrolle der Komponenten auf
den Aufnahmeeinrichtungen und die
Kontrolle der Lagepräzision der Gegenstücke sind wichtige Elemente der
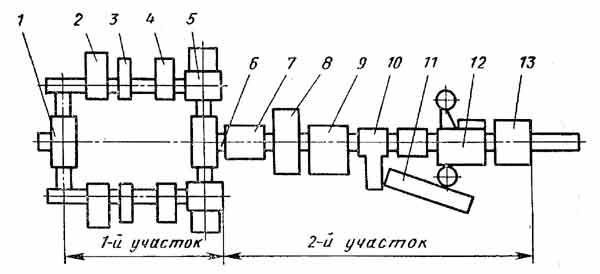
Montagemaschinen. Davon sind die Montagequalität und –Leistung abhängig. Als Beispiel der
Fertigungsstrecke mit kontinuierlicher Beförderung des Objektes
betrachten wir die Herstellung der Batterie „Смена“. Die Batterie besteht aus 6
Elementen und anderen Komponenten. Die Batterie wird auf 2 Rotationskettenlinien
hergestellt. Auf der ersten Strecke wird
der Körper hergestellt, zu dem 2 Details angeschlossen werden. Die zweite Strecke (letzte) besteht
aus Rotorautomaten, die mit einander mit der Transportkette verbunden sind. Die
auf der ersten Strecke montierten und aus drei Details bestehenden Körper
werden mit Rutschbahn 1 zum Aufgaberotor
2 geliefert, der sie auf Transportkette
3 auflegt. Auf dem Rotor 4 wird die Kathode hergestellt, die aus der Masse auf
der Rutschbahn 5 geformt ist. Auf dem Rotor 7 wird die Abtragflüssigkeit
gegossen. Die Rotoren 6 kontrollieren
die Operationen auf den
Rotoren 4 und 7. Danach läuft die
Transportkette durch die Heizkammer 8, wo die Abtragflüssigkeit zubereitet
wird. 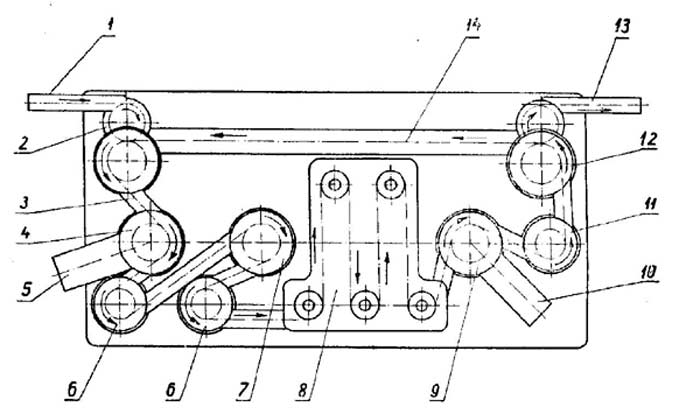 Abb. 1.1: Schema der Fertigungsstrecke für die
Herstellung der Batterie „Смена“. Auf dem Rotor 9 bekommt man die
Pluselektrode für welche das Material auf der Rutschbahn 10 geliefert wird. Danach
folgt die Kontrolle auf dem Rotor 11, und vom Rotor 12 kommen Elemente zur
Rutschbahn 13. Die Nebenlinie der Transportkette 14 ist tot. Als zweites Beispiel wird die
Fertigungsstrecke der Montage der Kammer vom Traktormotor СМД-14 betrachtet. Die Montage des Blockes mit den
Stiftschrauben, Lagerdeckeln, Zangenringen und Müttern stellt eine
kraftraubende Arbeit dar. Zur Kammer gehören folgende Einzelteile: der Block,
fünf Hauptlagerdeckel, zehn Stiftschrauben M18 und zehn Zangenringe. Die
Fertigungsstrecke der Montage der Kammer (Abb. 1.2) besteht aus zwei
Abteilungen, die mittels der Fließbahn mit einander verbunden sind. Die erste
Abteilung hat zwei unabhängige Nebenlinien, wobei jede Linie aus zwei Anlagen
besteht: die Hydropresse für Wassermantel und Ölkanälen und die
Kantvorrichtung. Die zweite Abteilung besteht aus Werkzeugautomaten: 1) Automat
für die Gruppierung der Bohrungen; 2) Automat für das Aufsetzen und Einziehen
von zehn Schraubenstifte; 3) Automat für die Kontrolle der Schraubenstifte; 4)
Automat für die Aufstellung der Lagerdeckel; 5) Automat für die
Muttereinziehen; 6) Automat für die Markierung. Die Werkzeugautomaten sind
mittels Hauptfließbahn mit einander verbunden. Die Bewegung der
Betätigungsglieder der Fertigungsstrecke
wird mittels eines Hydroantriebs mit elektrischer Steuerung (Periode T=1,04
Min) ausgeführt. Die Strecke hat eine Hauptsteuerwarte, und jeder
Werkzeugautomat hat eigenes unabhängiges Bedienungspult.
Abb. 1.2: Prinzipschaltplan der
Fertigungsstrecke der Kammermontage vom Traktormotor СМД-14 1 – Verteiler; 2- Hydrostand der
Erprobung des Wassermantel ; 3 – Wendevorrichtung; 4 - Hydrostand der Erprobung der
Ölventile; 5 – Stapelmaschine; 6- Fließbahn; 7 - Automat für die Gruppierung
der Bohrungen; 8 – Automat für das Aufsetzen und Einziehen der Schraubenstifte; 9 - Automat für die
Kontrolle der Höhe der Schraubenstifte; 10-Automat für die Aufstellung der
Lagerdeckel; 11 – Magazin; 12 - Automat für das Aufsetzen und Einziehen der
Mutter; 13 - Automat für die Markierung.
Das Grundelement (Kurbelkasten)
wird auf den Verteiler gestellt, der die
Einzelteile abwechselnd auf rechte und linke Nebenlinie der ersten Abteilung
richten wird. Und die Stapelmaschine richtet den Block zur Stelle, zu der die
erste Fließbahn der zweiten Montageabteilung (Abb. 1.3) geliefert ist. Die
Hydroerprobung vom Wassermantel und von den Ölventilen werden in zwei Etappen
der Werkzeugautomaten durchgeführt.
Während aller Montageoperationen wird das Grundelement (Kammer) an den
Öffnungen festgehalten. Während der Hydroerprobung wird die Kammer unter den
Deckeln mit den Öffnungen nach unten angeordnet und nach der Erprobung wird sie
auf 180º bezüglich der Längsachse gewendet. Während der nächsten Kontroll- und
Montageoperationen wird als die Aufstellungsbasis die Trennungsfläche gelten.
Die auf die Fertigungsstraße hingetragenen Komponenten sind in den Magazinen
liegen, die neben den Montagemaschinen sind.
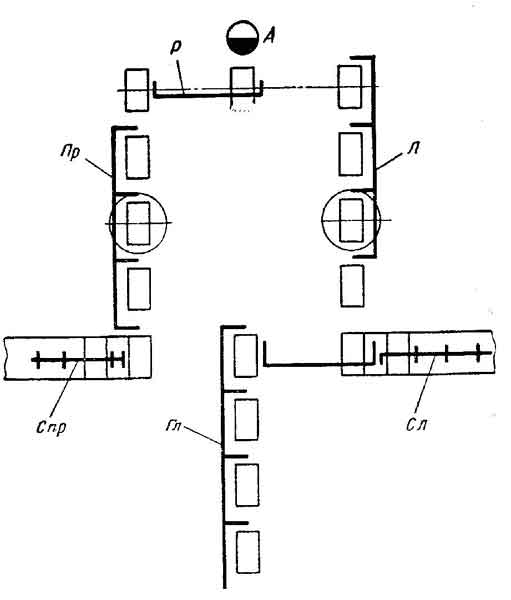
Die Zahl der zu montierenden Erzeugnisse auf dem Fließband ist 33. Die
Verkehrsbahn des Fließbandes ist auch sehr wichtig (Abb. 1.3), wo: P – Verteiler; Л –
Fließbahn der linken Nebenlinie; Stapelmaschine; П –
rechte Fließbahn; Гл - Hauptfließbahn sind. Die
Lagerdeckel werden mit Automaten gestellt.
Abb. 1.3: Schema der Fließbahn
der Fertigungsstrecke der Kammermontage Die Scheiben werden auf die Schraubenstifte
manuell befestigt. Das automatische Aufsetzen (Aufrollen) und Einziehen
der Mutter M18 wird von zwei Automaten
gemacht. Die Arbeitsleistung der Fertigungsstraße beträgt 55
Erzeugnisse/Stunde. Diese Linie bedienen drei Arbeiter. Die Strukturanalyse des
Bearbeitungsvorganges der automatischen Montage lässt folgende
Schlussfolgerungen machen: 1.
Für die Entwicklung der Fertigungssysteme der Montage mit
der kontinuierlichen Funktion ist die Erarbeitung der gesamten Methodologie der
Systemprojektierung wichtig; 2.
Die Strukturen der Fertigungssysteme der Montage mit der
kontinuierlichen Funktion sollen ihre maximale Leistungsfähigkeit
gewährleisten; 3.
Die Schaffung der Systeme für die Montage mit der
kontinuierlichen Funktion soll auf Grund der Kinematik des Funktionierens der
Bestandmodule realisiert werden; 4.
Bei der Entwicklung der Fertigungssysteme der Montage mit
der kontinuierlichen Funktion soll die Bewegung der zu montierenden Komponenten
untersucht werden. LITERATURVERZEICHNIS 1. Автоматизация дискретного производства / Б. Е. Бонов,
Г. Й. Богачев, И. К. Бояджиев и др.; Под общ. ред. Е. И. Семенова, Л. И.
Волчкевича. - М.: Машиностроение, 1987, София: Техника, 1987. - 376 с. 2. Автоматизация сборки миниатюрных изделий с
использованием стохастического вибрационного воздействия / Л. П. Сунгурова. - В
кн.: Автоматизация электронного машиностроения. - Труды ЛПИ, 1982, №382, с.
60-63. 3. Автоматические линии роторного типа: Конструкции,
расчет и проектирование / А. Н. Кошкин, И. А. Клаусов, В. Ф. Прей-с и др.; Под
ред. В. Ф. Пейса.- Тула: ЦБТИ, 1961.- 198 с. 4. Анализ базирования деталей в условиях автоматической
сборки / Т. Э. Кладе, К.Я. Муценек, И.А. Одитис и др. // Автоматизация
сборочных процессов. Рига: РПИ, 1977. - Выпи. 5.- с. 45-52. 5. A.c. 774917 СССР, МКИ В 23 Q 39/04. Автоматическая линия роторного типа для сборки
узлов / О. А. Ларинцев; Опоил. 30.10.80., бал. №40. - 4 с. 6. Балакин Б.
С. Основы технологии машиностроения. - М.: 7. Белов Ю. С,
Власов Е. В., Юревич Е. И. Состояние и тенденции 8. Берж К. Теория графов и ее приложения. - М.: ИЛ.,
1982. - 319 с. 9. Биркгоф Г. Теория структур. - М.: ИЛ., 1952. - 407 с. 10. Бляхеров И. С. и др.
Автоматическая загрузка технологических 11. Бонч-Осмоловский М. А.
Селективная сборка. - М.: 12. Булевский П. И., Крылов Г. В., Лопухин В. А.
Автоматизация селективной сборки приборов. Л.: Машиностроение, 1987. - 232 с. 13. Выбор компоновки оборудования при автоматизации
сборочных работ / A.A. Гусев. - В кн.: Автоматизация сборочных и сварочных
процессов в машиностроении. М.: Наука, 1974. - с. 116 - 123. 14. Гаврюш А.П. Гибкие робототехнические системы. - Киев:
Веща школа, 1989.-406 с. 15. Гановски В. С, Бояджиев И. К. Автоматизация и
комплексная механизация сборочных процессов в машиностроении. София: Техника.
1982. -236 с. 16. Гибкие производственные системы сборки / П. И. Алексеев,
А. Г. Герасимов, Э. П. Давиденко и др.; Под. общ. ред. А. И. Федотова.- Л.:
Машиностроение. Ленингр. отдание, 1989.- 349 с. П.Гибкое
автоматическое производство / В. О. Абель, В. А. Егоров, А. Ю. Звоницкий и др.;
Под ред. С. А. Майоров, Г. В. Орловского, С. Н. Халкиопова. - Л.:
Машиностроение, 1985. - 454 с. 18. ГОСТ 14.320 - 81. Виды сборки. 19. Гусев А. А. Адаптивные
устройства сборочных машин. М.: 20. Дворянкин А. М., Половинки А. Е., Соболев А. Н. Методы
синтеза технических решений. - М.: Наука, 1977. - 253 с. 21. Довгань С. И., Литвинов Б. Ю., Сбитне А. И.
Персональные ЭВМ: ТурбоПаскаль 6.0, объектное ориентирование, локальные сети. -
Киев: Информсистема сервис, 1993. - 440 с. 22. Захаров Н.
В. Совершенствование состояния и направление 23. Захаров М.
В., Тимофеев Ю. В. Розробка технологічних процесів 24. Захаров М.В. Аналіз та синтез структур
автоматизованих 25. Захаров Н. В., Рубец Н. П., Мельниченко А. А., Нечипоренко Н. В., Одненко Г. И.,
Бондарев С. Г. Совершенствование технологии в машиностроительном производстве:
- Сумы: СумГУ, 1994.- 98 с. 26. Замятин В. К. Сборка подвижных цилиндрических и
конических соединений. М.: Машиностроение, 1980. - 145 с. 27. Зима П. Ф., Тимошенко Г. М. Теория инженерного
эксперимента: Учеб. пособие - К.: УМК ВО, 1991. - 124 с. 28. Исследование технологических
систем автоматической сборки 29. Ищенко А. Л.
Закономерности формирования структур сборочных
|