
|
БАБАКИНА Елена Алексеевна
Факультет:
Экологии и химических технологий
Тема выпускной работы:
Научный руководитель:
|
| Автобиография | Перечень ссылок |
Отчет о поиске | Электронная библиотека | Мое творчество | ДонНТУ | Магистратура ДонНТУ |
_____________________________________________________________________________________________________________________
Введение
Объект исследования
Двересъемная машина является одной из основных машин по обслуживанию коксовых печей на коксовой стороне батареи.
Двересъемная машина работает согласованно с коксовыталкивателем и тушильным вагоном в строгом соответствии с заданным графиком выдачи кокса из печей.
Режим работы двересъемной машины трехсменный.
Двересъемная машина состоит из двух основных частей: двересъемной части и коксонаправляющей.
Двересъемная часть машины выполняет те же основные операции, что и двересъемное устройство коксовыталкивателя. Коксонаправляющая служит для направления коксового пирога в тушильный вагон.
Двересъемные машины можно разделить на типовые, предназначенные для обслуживания типовых коксовых печей, и специальные, отличающиеся от типовых как габаритными размерами, так и специальными требованиями, которые к ним предъявляются. Габаритные размеры двересъемных машин зависят как от конструкции их и компановки механизмов, так и от габаритных размеров коксовых печей.[6]
Таблица 1 - Габаритные размеры двересъемных машин в соответствии с габаритными размерами коксовых печей.
| Наименование показателей | ДМ 21,6 | ДМ 30 | ДМ 30,3 | ДМ 30,9 | ДМ 35 | ДМ 41,6 |
|---|---|---|---|---|---|---|
| Объем печных камер, м3 | 21,6 | 30 | 30,3 | 30,9 | 35 | 41,6 |
| Количество приводов: | ||||||
| электромеханич. | 13 | 13 | 13 | 13 | 5 | 14 |
| гидравлический | 12 | |||||
| Ток переменный, В | 380 | 380 | 380 | 380 | 380 | 380 |
| Масса, кг | 57 800 | 60 000 | 62 000 | 63 500 | 94 000 | 126 000 |
| Габариты, мм | ||||||
| длина | 13400 | 14500 | 14600 | 14600 | 19200 | 17500 |
| ширина | 3600 | 3800 | 3850 | 3850 | 8325 | 8480 |
| высота | 5560 | 7800 | 7850 | 9005 | 9560 | 10650 |
По устройству двересъемной части они разделяются на машины со штанговым и с рычажным двересъемным устройством.
До создания рычажного двересъемного устройства двересъемная машина была конструктивно самой несовершенной по сравнению с другими коксовыми машинами. Главнейшим недостатком конструкции со штанговым двересъемным устройством в отличие от рычажного является недостаточная устойчивость двересъемной части машины.
При отводе штанги двересъемного устройства в крайнее заднее положение нагрузка на задние ходовые колеса машины резко возрастала, превышая в 4—6 раз нагрузку на передние ходовые колеса (ближайшие к анкерным колоннам). При таком положении машина становится мало устойчивой и требуется незначительное усилие для ее опрокидывания. Для предупреждения опрокидывания необходимо применять специальный упорный рельс вдоль всей коксовой батареи и упорные ролики, устанавливаемые в верхней части двересъемной части машины.
Кроме того, имеются такие недостатки, как отсутствие хороших проходов по машине, неудобный подход к отдельным механизмам для их обслуживания и ремонта, неудачное расположение обслуживающих площадок, большие габаритные размеры и большой их вес.
Двересъемная машина с рычажным двересъемным устройством не имеет этих недостатков, более надежна в эксплуатации и значительно удобнее как для обслуживания коксовых печей, так и для ремонта ее механизмов.
На двересъемных машинах выпуска 1957 г. устанавливаются механизм чистки дверей и механизм чистки рам и броней. Последний монтируется на отдельной тележке между двересъемной частью машины и коксонаправляющей.
В зависимости от расположения коксонаправляющей по отношению к двересъемной части двересъемные машины могут быть правого или левого исполнения. Условились считать двересъемной машиной правого исполнения такую, у которой коксонаправляющая расположена справа от двересъемной части, а двересъемной машиной левого исполнения такую, у которой коксонаправляющая расположена слева от двересъемной части. Положение коксонаправляющей определяют стоя, лицом к батарее со стороны рампы.[6]
Двересъемная машина современной конструкции может производить следующие технологические операции:
1) передвижение по фронту коксовой батареи;
2) снятие и установку дверей коксовой стороны батареи;
3) передвижение коксонаправляющей ванны;
4) чистку дверей с коксовой стороны батареи;
5) чистку броней и рам с коксовой стороны батареи.
Эти операции должны производиться строго согласованно с коксовыталкивателем и тушильным вагоном и обязательно в соответствии с графиком выдачи кокса из коксовых печей. Если происходит незначительный сбой в работе двересъемной машины, останавливается работа всей обслуживаемой батареи, что приводит к производственным потерям, простою остального оборудования и сбою работы батареи.[5]
Передвижение по фронту коксовой батареи двересъемной машины и кокcонаправляющей производится по рельсовому пути, уложенному вдоль коксовой стороны батареи на обслуживающей площадке, находящейся на высоте 4 - 5 м от уровня земли. Колеи пути двересъемной машины различны для различных конструкций машин. При общей высоте двересъемной машины около 6 м величина колеи имеет большое значение для устойчивости всей машины и, следовательно, безопасной работы на ней. Двересъемные машины имеют два приводных ходовых колеса, связанных в колесную пару, что вполне обеспечивает нормальное передвижение без пробуксовки. Бесперебойная работа механизма передвижения зависит от правильности выбора режимы работы, мощности двигателя и привода.
Современные двересъемные устройства полностью механизируют связанный со снятием и установкой коксовых дверей комплекс операций, который состоит из отвинчивания и завинчивания ригельных винтов; подъема и опускания ригелей; срыва двери; отвода (подвода) и подъема (опускания) двери; поворота двери на 90 для удобства ее чистки. [7]
На современных коксовых машинах в основном механизированы тяжелые и трудоемкие работы, тем не менее отдельные механизмы требуют дальнейшего конструктивного усовершенствования.
Актуальность темы и постановка задачи исследования
Металлоконструкции двересъемной машины подвержены влиянию агрессивных факторов, таких как: коррозия, температурные напряжения, значительные динамические нагрузки.
Проанализировав существующие конструкции двересъемной машины, был выявлен ряд недостатков:
1. Недостаточная эксплуатационная надежность устройства
2. Большие энергозатраты на срыв двери
3. Металлоемкость машины
1. Недостаточная эксплуатационная надежность устройства.
Основной задачей данного раздела является исследование надежности современного коксового производства с целью установления общих закономерностей возникновения отказов производства и разработки мер, направленных на повышение безотказности и долговечности производственной системы.
Надежность оборудования. определяется конструктивными и техническими параметрами машин, а также условиями эксплуатации, качества ремонта и технического обслуживания.
Наиболее объективным методом оценки надежности оборудования является сбор, обработка и анализ статических данных, накопленных в процессе эксплуатации. При этом для получения объективной картины важно иметь представительный статический материал, собранный на различных коксохимических предприятиях.[2]
Для создания нового конструктивного оснащения необходимо выявить самые слабые звенья в уже существующих конструкциях двересъемных машин. С этой целью проведен более глубокий анализ, определено распределение отказов.
Так как на разных заводах используется неодинаковое количество машин, то сравнительный анализ проведен для средних значений отказов, приходящихся на одну из них. Данные были собраны на шести предприятиях, на которых имеются батареи с печами 41,6 м3. Выбор объектов объясняется тем. Что по мере повышения единичной мощности агрегата количество отказов также возрастает и наибольшее значение приобретает для батарей с печами 41,6 м3 и больше.
Полученные данные сведены в таблицу.
Анализ показал, что количество отказов коксовых машин не находится в прямой зависимости от возраста батареи. Гораздо большую роль здесь играет их конструкция и уровень эксплуатации.
На основе полученных данных очевидна необходимость повышения надежности двересъемной машины или полной ее замены на более современное оборудование.
Таблица 2 - Распределение аварийных отказов двересъемных машин на различных коксохмических предприятиях.
| Наименование предприятий | Количество отказов общее | Количество отказов на одну машину | % |
|---|---|---|---|
| КХП Нижне-Тагильского меткомбината | 97 | 48,5 | 45,5 |
| Мариупольский КХЗ | 13 | 6,5 | 28,9 |
| КХП Магнитогорского меткомбината | 59 | 19,7 | 45,5 |
| Алтайский КХЗ | 163 | 54,3 | 36,8 |
| Авдеевский КХЗ | 254 | 50,8 | 53,2 |
| КХП Западно-Сибирского меткомбината | 57 | 27 | 36,7 |
Таблица 3 - Анализ видов отказов двересъемной машины по стадиям процесса.
| Стадия процесса | Количество отказов общее | ||||||||
| A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 | |
| II (S2) | 2 | 3 | 2 | - | - | - | 1 | 1 | 1 |
| III (S3) | - | - | 2 | 3 | 2 | - | - | 1 | 1 |
| IV (S4) | 1 | 1 | 1 | 1 | 1 | 1 | - | - | - |
| Всего | 1 | 5 | 7 | 5 | 1 | 1 | 2 | 2 | 2 |
Где S2 – загрузка угольной шихты коксовой печи,
Т2=F3
S3 – процесс коксования угольной шихты до получения готового кокса,
S4 – выгрузка кокса из печи с его подачей на тушение,
А1 – отказ механизма передвижения машины;
A2 - отказ механизма отвода — подвода дверей;
А3 - отказ механизма поворота двересъемного устройства;
А4 - отказ механизма съема двери;
A5 - отказ металлоконструкции,
А6 – отказ механизма передвижения корзины коксонаправляющей;
А7 - отказ механизма чистки двери;
А8 - отказы механизма чистки рам,
А9 - отказы механизма передвижения чистки рам.
При построении дерева отказов в данном случае не рассматриваются исходные события, связанные с отказами электрической части, КИПИА, ошибками оператора.
«Отказ производства» Z, связанный с невыполнением основных функций двересъемной машины, произойдет при наступлении одного из следующих событий:
Т1 - не выдается коксовый пирог;
Т2 - не обеспечивается загрузка;
Т3 - не обеспечиваются ремонтные работы.
Может быть представлен в виде булевого тождества:
![]()
F1 - не выполняется съем двери и
F2 - не обеспечивается направление коксового пирога в коксовозный вагон.
![]()
А1 - передвижения машины;
А3 - поворота двересъемного устройства;
А4 - съема двери;
A5 - металлоконструкций,
а также при наступлении с некоторой временной задержкой события
G1 — «недопустимое усилие съема двери».
![]()
V1 «не выполняется чистка двери» и
V2 «не выполняется чистка рам»
![]()
чистки двери А7,
поворота А3,
отвода — подвода A2
металлоконструкций A5;
![]()
А8 отказы механизмов чистки рам,
А9 передвижения чистки рам,
А1 передвижения,
A3 поворота,
A5 металлоконструкций.
![]()
А1 передвижения машины,
A6 передвижения корзины,
A3 поворота,
А5 металлоконструкций.
![]()

![]()

F4 «не выполняется замена двери» или
F5 «не выполняются работы по армированию».
Событие F4 произойдет при наступлении промежуточных событий
G3 — «невыполняется съем двери» или
G4 - «не выполняется установка двери».
Исходными для G3 будут события А1, A2, A3, A5, а для G4—события А1, А2, А4, А5.
Для события F5 исходными будут А1, А2, А4, А5,А3.
Тогда


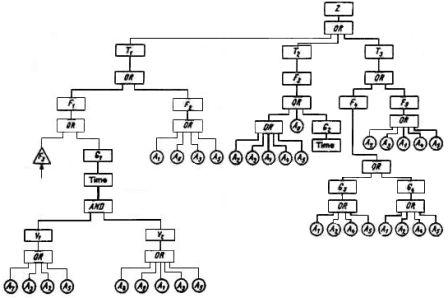
Рисунок 1- Дерево отказов двересъемной машины
![]()
В дальнейшей работе планируется исследовать работу двересъемного устройства, проанализировать его надежность, построить дерево отказов, рассчитать нагрузки на рычаги, при помощи программы КОСМОС оптимизировать конструкции рычагов, снизив нагрузки и уменьшив массу. В магистерской работе также будет предложена новая кинемаическая схема двересъемного утройтва, применение которой намного снизит динамические напряжения.
Научная значимость работы
Возможно также снижение энергозатрат на срыв двери, металлоемкость обслуживающих машин и повышение надежности работы за счет разделения усилий сопротивления двери при ее снятии по времени действия и по направлению установкой в верхней части двери четырех-шестигранного кулачка, приводимого в движение от механизма срыва двери и отжимающего дверь от рамы печи перед ее подъемом. Для достижения цели устройство может быть снабжено ребрами жесткости на корпусе двери и установленными в верхней части двери на ребрах жесткости валом, снабженным кулачком в форме многогранника, жестко установленном на валу с возможностью взаимодействия с рамой печи, при этом вал снабжен храповиком и рычагом, взаимодействующим с захватом.
Для повышения надежности работы устройства, включающего в себя поворотную стойку, раму, закрепленную на стойке, захваты с упорами, закрепленные на раме посредством шарнира и соединенные между собой тягой, рабочий конец каждого захвата снабжен осью, рама снабжена вертикальными направляющими, шарниры захватов расположены в направляющих и один из них соединен с приводом вертикального перемещения, упор имеет Г-образную форму и закреплен над осью захвата. Такое выполнение устройства позволяет при перемещении шарниров захватов в вертикальных направляющих рамы для открывания двери последовательно и надежно завести рабочие концы захватов в верхний и нижний карманы двери, сжать упорами пружины верхнего и нижнего запоров двери для вывода ригелей из крючьев рамы коксовой печи и осуществить срыв двери, т.е. выполнить надежно и эффективно все операции при открывании и закрывании двери коксовой печи одним механизмом.
Вывод
При решении задач оптимизации я предлагаю использовать экономические и технико-экономические критерии оптимальности. К экономическим относятся: минимальная себестоимость, наименьшие народнохозяйственные приведенные затраты, наибольшая прибыль, рентабельность, минимальный уровень затрат на производство. К технико-экономическим: минимальная производительность, наименьшее штучное время, основное и вспомогательное время, коэффициент полезного действия оборудования, надежность работы системы оборудования или отдельных ее элементов, станкоемкость изделия, стойкость инструмента, физико-химические свойства изделий. Также важными критериями оптимизации является эксплуатационные, включающие в себя износостойкость, усталостную прочность, контактную жесткость и другие показатели долговечности изделий.В основе разработки любого технического проекта лежат два принципа: технический и экономический. В соответствии с первым принципом технологический процесс должен обеспечить выполнение всех требований на изготовление изделия, а второй принцип определяет условия, обеспечивающие минимальные затраты труда и наименьшие издержки производства. Эти два принципа наиболее полно отражаются в группе экономических критериев – минимальной себестоимостью, в группе технико-экономических критериев – максимальной производительностью.
Считаю необходимыми разработки по оптимизации и усовершенствованию металлоконструкций двересънмной машины, поскольку в коксохимическом производстве она активно используется, но часто требует остановок на плановые и внеплановые ремонты.
Литература
- Диллон Б., Сингх Ч. Инженерные методы обеспечения надежности систем. - М.: Мир, 1984. - 318 с.
- Муромцев Ю.Л. Безаварийность и диагностика нарушений в химических производствах. М.: Химия, 1990. 144 с.
- Седуш В.Я. Надежность, ремонт и монтаж металлургических машин. -Киев: Вища школа, 1976. 227 с.
- Поникаров И.И., Перелыгин О.А. Машины и аппараты химических производств. М.: Машиностроение, 1989. – 368 с.
- Технология коксохимического производства. Лейбович Р.Е., Яковлева Е.И., Филатов А.Б. Учебник для техникумов. М., «Металлургия», 1982. 360 с.
- Непомнящий И.Л. Коксовые машины, их конструкции и расчеты. М, 1963. – 388 с.
- Оборудование коксохимических заводов. Учебное пособие для техникумов. Ткачев В.С., Остапенко М.А. М.: Металлургия, 1983, 360 с.
- Баничук Н.В. Введение в оптимизацию конструкций. М.: Наука,1986.
- Аверченков В.И. Оптимизация технологических процессов в САПР ТП. – Брянск: БИТМ, 1987.-108 с.
- Отчет о научно-исследовательской работе. Разработка физико-технических основ обеспечения надежности коксовоо призводства и создание новой технологии коксования. А.С. Парфенюк, Л.В. Лукьянченко, Р.В. Карабет. Д.-1992 г. 242 с.
- А.С.Парфенюк, А.А. Булатов, Н.А. Хромов, С.П. Веретельник, Г.А.Власов, Е.П.Романенко Кокс и химия, №2, стр. 28-32, 1990 УДК 662.74.0002.5:044.2 ОЦЕНКА ВЛИЯНИЯ МЕХАНИЗМОВ КОКСОВЫХ МАШИН НА НАДЕЖНОСТЬ ПРОИЗВОДСТВА