
|
БАБАКІНА Олена Олексіївна
Факультет:
Экології і хімічної технології
Тема випускної работи:
Науковий керівник:
|
| Автобіографія | ДонНТУ | Магістратура ДонНТУ |
Вступ
Об'єкт дослідження
Дверeзйомна машина є однією з основних машин по обслуговуванню коксових печей на коксовій стороні батареї.
Дверезйомна машина працює узгоджено з коксовиштовхувачем і гасильним вагоном в суворій відповідності із заданим графіком видачі коксу з печей. Режим роботи дверезйомної машини тризмінний.
Дверезйомна машина складається з двох основних частин: дверес'емной частині і
коксонаправляючої.
Дверезйомна частина машини виконує ті ж основні операції, що і дверезйомний пристрій коксовиштовхувача. Коксонаправляюча служить для напряму коксового пирога в гасильний вагон.
Дверезйомні машини можна розділити на типові, призначені для обслуговування типових коксових печей, і спеціальні, такі, що відрізняються від типових як габаритними розмірами, так і спеціальними вимогами, які до них пред'являються. Габаритні розміри дверезйомних машин залежать як від конструкції їх і компановки механізмів, так і від габаритних розмірів коксових печей.[6]
Таблиця 1 - Габаритні разміри дверезйомних машин у відповідності до габаритних размірів коксових печей.
| Найменування показників | ДМ 21,6 | ДМ 30 | ДМ 30,3 | ДМ 30,9 | ДМ 35 | ДМ 41,6 |
|---|---|---|---|---|---|---|
| Об'єм пічних камер, м3 | 21,6 | 30 | 30,3 | 30,9 | 35 | 41,6 |
| Кількість приводів: | ||||||
| електромеханіч. | 13 | 13 | 13 | 13 | 5 | 14 |
| гідравлічний | 12 | |||||
| Ток переменный, В | 380 | 380 | 380 | 380 | 380 | 380 |
| Маса, кг | 57 800 | 60 000 | 62 000 | 63 500 | 94 000 | 126 000 |
| Габарити, мм | ||||||
| довжина | 13400 | 14500 | 14600 | 14600 | 19200 | 17500 |
| ширина | 3600 | 3800 | 3850 | 3850 | 8325 | 8480 |
| висота | 5560 | 7800 | 7850 | 9005 | 9560 | 10650 |
За будовою дверезйомной частини вони розділяються на машини з штанговим і з важільним дверезйомним пристроєм.
До створення дверезйомного пристрою важеля дверес'емная машина була конструктивно самою недосконалою в порівнянні з іншими коксовими машинами. Найголовнішим недоліком конструкції з штанговим дверес'емним пристроєм на відміну від важельного є недостатня стійкість дверезйомної частини машини.
br> При відведенні штанги дверезйомного пристрою в крайнє заднє положення навантаження на задні ходові колеса машини різко зростало, перевищуючи в 4—6 разів навантаження на передні ходові колеса (найближчі до анкерних колон). При такому положенні машина стає малостійкою і потрібне незначне зусилля для її перекидання. Для запобігання перекиданню необхідно застосовувати спеціальну упорну рейку уздовж всієї коксової батареї і упорні ролики, що встановлюються у верхній частині дверезйомной частини машини.
Окрім того, є такі недоліки, як відсутність добрих проходів по машині, незручний підхід до окремих механізмів для їх обслуговування і ремонту, невдале розташування обслуговуючих майданчиків, великі габаритні розміри і велика їх вага.
Дверезйомна машина з важільним дверезйомним пристроєм не має цих недоліків, надійніша в експлуатації і значно зручніше як для обслуговування коксових печей, так і для ремонту її механізмів.
На дверезйомних машинах випуску 1957 р. встановлюються механізм чищення дверей і механізм чищення рам і броней. Останній вмонтовується на окремому візку між дверезйомною частиною машини і коксонаправляючою.
Залежно від розташування коксонаправляючої по відношенню до дверезйомної частини дверезйомні машини можуть бути правого або лівого виконання. Умовилися вважати дверезйомною машиною правого виконання таку, в якої коксонаправляюча розташована праворуч від дверезйомной частини, а дверезйомною машиною лівого виконання таку, в якої коксонаправляюча розташована зліва від дверезйомної частини. Положення коксонаправляючої визначають стоячи, лицем до батареї зі сторони рампи.[6]
Двереpзйомна машина сучасної конструкції може виконувати наступні технологічні операції:
1) пересування по фронту коксової батареї;
2) зняття і установку дверей коксової сторони батареї;
3) пересування коксонаправляючої ванни;
4) чищення дверей з коксового боку батареї
Ці операції повинні виконуватися суворо погоджено з коксовиштовхувачем і гасильним вагоном і обов'язково відповідно до графіка видачі коксу з коксових печей. Якщо відбувається незначний збій в роботі дверезйомної машини, зупиняється робота всієї обслуговуваної батареї, що призводить до виробничих втрат, простою решти устаткування і збою роботи батареї.[5]
Пересування по фронту коксової батареї дверезйомної машини і коксонаправляючої виконується по рейковій дорозі, укладеній уздовж коксовоїї сторони батареї на обслуговуючому майданчику, що знаходиться на висоті 4 - 5 м від рівня землі. Колії дверезйомної машини різні для різних конструкцій машин. При загальній висоті дверезйомной машини близько 6 м розмір колії має велике значення для стійкості всієї машини і, отже, безпечної роботи на ній. Дверезйомні машини мають два привідних ходові колеса, зв'язаних в колісну пару, що сповна забезпечує нормальне пересування без пробуксовування. Безперебійна робота механізму пересування залежить від правильності вибору режиму роботи, потужності двигуна і приводу.
Сучасні дверезйомні пристрої повністю механізують пов'язаний із зняттям і установкою коксових дверей комплекс операцій, який складається з відгвинчування і загвинчування гвинтів ригелів; підйому і опускання ригелів; зриву дверей; відведення (підвода) і підйому пускання) дверей; повороту дверей на 90 для зручності їх чищення. [7]
На сучасних коксових машинах в основному механізовані важкі і трудомісткі роботи, проте окремі механізми вимагають подальшого конструктивного удосконалення.
Актуальність теми і ставлення задачі дослідження
Металлоконструкції дверезйомної машини схильні до впливу агресивних чинників, таких як: корозія, температурна напруга, значні динамічні навантаження.
Недоліки дверезйомної машини:
1.1. Недостатня експлуатаційна надійність пристрою
1.2. Великі енерговитрати на зрив дверей
1.3. Металоємність машини
1. Недостатня експлуатаційна надійність пристрою.
Основним завданням даного розділу є дослідження надійності сучасного коксового виробництва з метою встановлення загальних закономірностей виникнення відмов виробництва і розробки заходів, направлених на підвищення безвідмовності і довговічності виробничої системи.
Надійність устаткування. визначається конструктивними і технічними параметрами машин, а також умовами експлуатації, якості ремонту і технічного обслуговування.
Найбільш об'єктивним методом оцінки надійності устаткування є збір, обробка і аналіз статичних даних, накопичених в процесі експлуатації. При цьому для здобуття об'єктивної картини важливо мати показний статичний матеріал, зібраний на різних коксохімічних підприємствах.[2]
Для створення нового конструктивного оснащення необхідно виявити найслабкіші ланки у вже існуючих конструкціях дверезйомних машин. З цією метою проведений глибший аналіз, визначено розподіл відмов.
Оскільки на різних заводах використовується неоднакова кількість машин, то порівняльний аналіз проведений для середніх значень відмов, що доводяться на одну з них. Дані були зібрані на шести підприємствах, на яких є батареї з печами 41,6 м3. Вибір об'єктів пояснюється тим. Що у міру підвищення одиничної потужності агрегату кількість відмов також зростає і найбільше значення набуває для батарей з печами 41,6 м3 і більше.
Отримані дані зведені в таблицю.
Аналіз показав, що кількість відмов коксових машин не знаходиться в прямій залежності від віку батареї. Набагато більшу роль тут грає їх конструкція і рівень експлуатації.
На основі отриманих даних очевидна необхідність підвищення надійності дверезйомной машини або повної її заміни на сучасніше устаткування.
Таблиця 2 - Розподіл аварійних відмов дверезйомних машин на різних коксохмічних підприємствах.
| Найменування підприємств | Кількість відмов загальна | Кількість відмов на одну машину | % |
|---|---|---|---|
| КХП Нижньо-Тагильського меткомбінату | 97 | 48,5 | 45,5 |
| Маріупольский КХЗ | 13 | 6,5 | 28,9 |
| КХП Магнітогорського меткомбінату | 59 | 19,7 | 45,5 |
| Алтайский КХЗ | 163 | 54,3 | 36,8 |
| Авдіївский КХЗ | 254 | 50,8 | 53,2 |
| КХП Західно-Сибірського меткомбінату | 57 | 27 | 36,7 |
Таблиця 3 - Аналіз видів відмов дверезйомної машини по стадиях процесу.
| Стадія процесу | Кількість відмов загальна | ||||||||
| A1 | A2 | A3 | A4 | A5 | A6 | A7 | A8 | A9 | |
| II (S2) | 2 | 3 | 2 | - | - | - | 1 | 1 | 1 |
| III (S3) | - | - | 2 | 3 | 2 | - | - | 1 | 1 |
| IV (S4) | 1 | 1 | 1 | 1 | 1 | 1 | - | - | - |
| Всего | 1 | 5 | 7 | 5 | 1 | 1 | 2 | 2 | 2 |
Де S2 – завантаження вугільної шихти коксової печі
Т2=F3
S3 – процес коксування вугільної шихти до здобуття готового коксу
S4 – вивантаження коксу з печі з його подачею на гасіння
А 1 – відмова механізму пересування машини;
A2 - відмова механізму відведення — підвода дверей;
А3 - відмова механізму повороту дверезйомного пристрою;
А4 - відмова механізму знімання дверей;
A5 - відмова металоконструкції
А6 – відмова механізму пересування корзини коксонаправляючої;
А7 - відмова механізму чищення дверей;
А8 - відмови механізму чищення рам;
А9 - відмови механізму пересування чищення рам.
При побудові дерева відмов в даному випадку не розглядаються вихідні події, пов'язані з відмовами електричної частини, КИПІА, помилками оператора.
«Відмова виробництва» Z, пов'язана з невиконанням основних функцій дверезйомної машини, станеться при настанні однієї з наступних подій:
Т1 - не видається коксовий пиріг;
Т2 - не забезпечується завантаження;
Т3 - не забезпечуються ремонтні роботи.
Може бути представлений у вигляді булевої тотожності:
![]()
F1 - не виконується знімання дверей і
F2 - не забезпечується напрям коксового пирога в коксовозний вагон.
![]()
А1 - пересування машини;
А3 - повороту дверезйомного пристрою;
А4 - знімання дверей;
A5 - металоконструкцій
а також при настанні з деякою тимчасовою затримкою події
G1 — «недопустиме зусилля знімання дверей».
![]()
V1 «не виконується чищення дверей» и
V2 «не виконується чищеня рам»
![]()
чищення дверей А7,
поворота А3,
відведення— підвода A2
металлоконструкцій A5;
![]()
А8 відмови механизмів чищення рам,
А9 пересування чищення рам,
А1 пересування,
A3 поворота,
A5 металлоконструкцій.
![]()
А 1 пересування машини
A6 пересування корзини
A3 повороту
А 5 металоконструкцій.
![]()

![]()

F4 «не виконується заміна дверей» або
F5 «не виконуються роботи по армуванню».
Подія F4 станеться при настанні проміжних подій
G3 — «невиконується зйом дверей» або
G4 - «не виконується установка дверей».
Початковими для G3 будуть події А1, A2, A3, A5, а для G4—події А1, А2, А4, А5.
Для події F5 початковими будуть А1, А2, А4, А5,А3.
Тоді


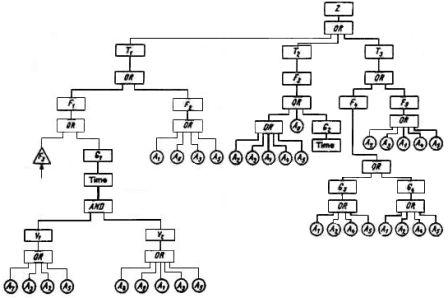
Малюнок 1- Дерево відмов дверезйомної машини
![]()
У подальшій роботі планується досліджувати роботу дверезйомного пристрою, проаналізувати його надійність, побудувати дерево відмов, розрахувати навантаження на важелі, за допомогою програми КОСМОСУ оптимізувати конструкції важелів, понизивши навантаження і зменшивши масу. У магістерській роботі також буде запропонована нова кинемаїчеськая схема дверезйомного пристрою, використання якої набагато понизить динамічну напругу.
Наукове значення роботи
Проаналізувавши декілька патентів на пристрій для знімання і установки дверей коксової печі можна розглядати можливість підвищення експлуатаційної надійності пристрою за рахунок зменшення динамічних навантажень на деталі пристрою у момент зриву дверей, передачі більшої частини навантаження при зніманні і установці дверей безпосередньо на раму коксової печі і зменшення енерговитрат за рахунок раціональнішого режиму роботи приводу. При використанні такого пристрою динамічні навантаження на кладку печі і металоконструкції пристрою знижуються при зниженні енерговитрат.
Можливо також зниження енерговитрат на зрив дверей, металоємність обслуговуючих машин і підвищення надійності роботи за рахунок розділення зусиль опору дверям при її знятті за часом дії і за напрямом установки у верхній частині дверей чотирьох-шестигранного кулачка, що приводиться в рух від механізму зриву дверей і що віджимає двері від рами печі перед її підйомом. Для досяггнення цілі пристрій може бути оснащений ребрами жорсткості на корпусі дверей і встановленими у верхній частині дверей на ребрах жорсткості валом, оснащеним кулачком у формі багатогранника, жорстко встановленим на валу з можливістю взаємодії з рамою печі, при цьому вал оснащено храповиком і ричагом, що взаємодіє з захватом.
Для підвищення надійності роботи пристрою, що включає поворотну стійку, раму, закріплену на стійці, захвати з упорами, закріплені на рамі за допомогою шарніра і сполучені між собою тягою, робочий кінець кожного захвату оснащено віссю, раму оснащено вертикальними направляючими, шарніри захватів розташовані в направляючих і один з них сполучений з приводом вертикального переміщення, упор має Г-подібну форму і закріплений над віссю захвату. Таке виконання пристрою дозволяє при переміщенні шарнірів захватів в вертикальних направляючих рами для відкриття дверей послідовно і надійно завести робочі кінці захватів у верхню і нижню кишені дверей, стискувати упорами пружини верхнього і нижнього запорів двері для виведення ригелів з крюків рами коксової печі і здійснити рив двері, тобто виконати надійно і ефективно всі операції при відкритті і закриванні дверей коксової печі одним механізмом.
Висновок
При вирішенні завдань оптимізації я пропоную використовувати економічні і техніко-економічні критерії оптимальності. До економічних відносяться: мінімальна собівартість, найменші народногосподарські приведені витрати, найбільший прибуток, рентабельність, мінімальний рівень витрат на виробництво. До техніко-економічних: мінімальна продуктивність, найменший штучний час, основний і допоміжний час, коефіцієнт корисної дії устаткування, надійність роботи системи устаткування або окремих її елементів, станкоємність виробу, стійкість інструменту, физико-хімічні властивості виробів. Також важливими критеріями оптимізації є експлуатаційні, включаючі зносостійкість, втомну міцність, контактну жорсткість і інші показники довговічності виробів.
У основі розробки будь-якого технічного проекту лежать два принципи: технічний і економічний. Відповідно до першого принципу технологічний процес повинен забезпечити виконання всіх вимог на виготовлення виробу, а другий принцип визначає умови, що забезпечують мінімальні витрати праці і найменші витрати виробництва. Ці два принципи якнайповніше відбиваються в групі економічних критеріїв – мінімальною собівартістю, в групі техніко-економічних критеріїв – максимальною продуктивністю.
Вважаю необхідними розробки по оптимізації і удосконаленню металоконструкцій дверезйомної машини, оскільки в коксохімічному виробництві вона активно використовується, але часто вимагає зупинок на планові і позапланові ремонти.
Литература