|

|
Факультет:Кафедра:Специальность:Научный руководитель:Тема дипломной работы: |
Физико-металлургический (ФМФ)Физическое материаловедение (ФМ)Прикладное материаловедение (ПМ)профессор кафедры ФМ, доктор технических наук Пашинский Владимир ВикторовичВлияние температуры закалки сталей типа Х12 на корреляцию твердости и количества остаточного аустенита |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
РЕФЕРАТ НА ТЕМУ ВЫПУСКНОЙ РАБОТЫ:Известно, что твердость сталей типа Х12 коррелирует с количеством остаточного аустенита не всегда, особенно, если его в стали много и если он метастабилен. Для проверки этого утверждения была проведена закалка образцов из сталей Х12 и Х12Ф1 с разным химическим составом. Такие стали могут подвергать закалке, как на первичную, так и на вторичную твердость. Была проведена закалка от разных температур (900-1100°С), после чего на образцах была измерена твердость (таблица 1). Таблица 1 – Твердость после закалки, HRC
Из полученных результатов видно, что пик твердости для сталей наблюдается при закалке от 950°С: 64 HRC – для Х12, 61 и 61 HRC – для Х12Ф1 №1 и Х12Ф1 №2 соответственно. Однако обращает на себя внимание аномально высокая твердость сталей при закалке от температур 1050-1100°С. Стали типа Х12 относятся к карбидному классу, поэтому было изучено влияние температур закалки на состояние карбидов в структуре. В сталях имеются первичные и вторичные карбиды. В программе ImageTool были рассчитаны размеры карбидов и их содержание в структуре. Наибольший размер имеют карбиды стали Х12 №1, наименьший – Х12Ф1 №2. С повышением температуры закалки размеры карбидов изменяются: первичные практически не изменяют свой размер и форму, а вторичные постепенно растворяются. Растворением карбидов можно объяснить уменьшение их содержания в структуре с повышением температуры закалки. Наибольшее количество карбидов наблюдается в образцах из сталей Х12Ф1, после закалки с 900°С – 15%, это число уменьшается по мере увеличения температуры до 10%. В сталях Х12 №1 и №2 количество карбидов в структуре изначально разное – 15% и 12% соответственно, но при самой высокой температуре это число равно 10% для обеих марок. Разница может быть объяснена тем, что в стали Х12 №1 вначале было большее количество вторичных карбидов, чем в Х12 №2, которые растворились при высокой температуре, остались только первичные, что уравняло содержание карбидов в этих двух сталях при высокой температуре. На рисунке 1,а хорошо видны оба типа карбидов: первичные (эвтектические) имеют вид вытянутых пластин, вторичные по форме близки к шарообразной. На рисунке 1,c и 1,d показаны структуры стали Х12 после закалки от 950°С и 1000°С, в первой структуре видим больше мелких вторичных карбидов, чем во второй. На рисунке 1,b хорошо видно зерно стали, оно очень мелкое. 
a – Х12 №2 после закалки от 950°С; b – Х12Ф1 №1 после закалки от 1000°С; c – Х12 №1 после закалки от 950°С; d – Х12 №1 после закалки от 1000°С; Рисунок 1 – Микроструктура стали, х400 Методом рентгеноструктурного анализа было выявлено количество остаточного аустенита в сталях (таблица 2). Таблица 2 – Количество остаточного аустенита в сталях после закалки
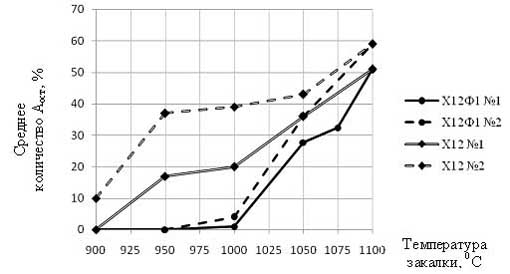
С увеличением температуры закалки количество остаточного аустенита резко увеличивается, например для стали Х12 №1 практически с нуля при закалке от 900°С до 58% при закалке от 1100°С. Оказалось, что в сталях, закаленных с высоких температур остаточного аустенита до 60%, что противоречит высокой твердости. Этот факт может быть объяснен тем, что аустенит под действием деформации под действием индентора во время измерения твердости превращался в мартенсит деформации. Изменение количества остаточного аустенита в зависимости от температуры закалки приведено на рисунке 2.
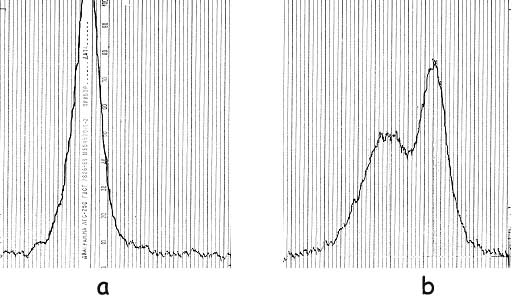
Рисунок 2 - Изменение количества остаточного аустенита в зависимости от температуры закалки Во время рентгеноструктурного анализа была выявлена зависимость: со стороны шлифа линии аустенита имеют низкую интенсивность, в то время, как на дифрактограммах с других сторон этого же образца, их интенсивность очень высока. Зависимость прослеживается абсолютно на всех образцах после всех температур закалки и наглядна показана на рисунке 3.
Рисунок 3 – Дифрактограмма стали Х12Ф1 №2, закаленной от 1100°С, со стороны шлифа (а) и второй стороны (б) Таким образом, в работе изучается влияние температуры закалки сталей типа Х12 на корреляцию твердости и количества остаточного аустенита.
Результаты предварительных экспериментов дают возможность говорить о том, что:
СПИСОК ЛИТЕРАТУРЫ:
ДонНТУ > Портал магистров ДонНТУ > Библиотека | Ссылки |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||