|

|
Факультет:Кафедра:Спеціальність:Науковий керівник:Тема дипломної роботи: |
Фізико-металургійний (ФМФ)Фізичне матеріалознавство (ФМ)Прикладне матеріалознавство (ПМ)професор кафедри ФМ, доктор технічних наук Пашинський Володимир ВікторовичВплив температури гартування сталей типу Х12 на кореляцію твердості та кількості залишкового аустеніту |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
РЕФЕРАТ НА ТЕМУ ВИПУСКНОЇ РОБОТИ:Відомо, що твердість сталей типу Х12 корелює з кількістю залишкового аустеніту не завжди, особливо, якщо його в сталі багато і він метастабільний. Для перевірки цього твердження було проведене гартування образців зі сталей Х12 і Х12Ф1 з різним хімічним складом. Ці сталі можуть гартуватися на первинну та вторинну твердість. Було проведене гартування від різних температур (900-1100°С), після чого на образцях була виміряна твердість (таблиця 1). Таблиця 1 – Твердість після гартування, HRC
Із отриманих результатів бачимо, що пік твердості для сталей виявляється при гартуванні від 950°С: 64 HRC – для Х12, 61 HRC – для Х12Ф1. Але, звертає увагу аномально висока твердість сталей при гартуванні від температур 1050-1100°С. Сталі типу Х12 відносяться до карбідного класу, тому був вивчений вплив температур гартування на стан карбідів у структурі. В сталях є первинні та вторинні карбіди. За допомогою програми ImageTool були розраховані розміри карбідів та їх кількість у структурі. Найбільший розмір мають карбіди сталі Х12 №1, найменьший – Х12Ф1 №2. З підвищенням температури гартування розміри карбідів змінюються: первинні практично не змінюють свої розміри та форму, а вторинні поступово розчинюються. Розчиненням карбідів можна пояснити зменшення їхньої кількості в структурі з підвищеннім температури гартування. Найбільша кількість карбідів спостерігається в образцях зі сталей Х12Ф1, після гартування від 900°С – 15%, ця цифра зменшується з підвищенням температури гартування до 10%. В сталях Х12 №1 й №2 кількість карбідів у структурі спочатку різне – 15% і 12% відповідно, але при максимальній температурі це число є рівним 10% для обох марок. Різниця може бути пояснена тим, що в сталі Х12 №1 спочатку було більше вторинних карбідів, ніж у Х12 №2, які розчинилися при високій температурі, залишилися лише первинні, що зрівняло вміст карбідів й цих двох сталях при високій температурі. На рисунку 1,а добре бачимо обидва типи карбідів: первинні (евтектичні) мають вид витягнутих пластин, вторинні по формі близькі до сферичної. На рисунку 1,c и 1,d приведені структури сталі Х12 після гартування від 950°С і 1000°С, у першій структурі бачимо більше дрібних вторинних карбідів, ніж у другій. На рисунку 1,b добре видно, що в сталі дрібне зерно. 
a – Х12 №2 після гартування від 950°С; b – Х12Ф1 №1 після гартування від 1000°С; c – Х12 №1 після гартування від 950°С; d – Х12 №1 після гартування від 1000°С; Рисунок 1 – Мікроструктура сталі, х400 Методом рентгеноструктурного анализу була виявлена кількість залишкового аустеніту в сталях (таблиця 2). Таблица 2 – Кількість залишкового аустеніту в сталях після гартування
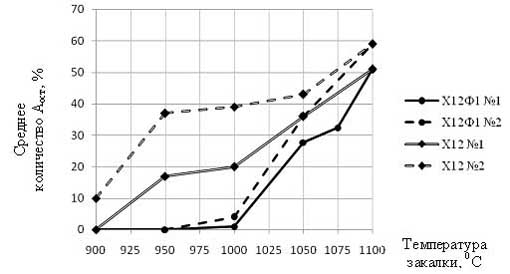
Зі збільшенням температури гартування кулькість залишкового аустеніту різко збільшується, наприклад, для сталі Х12 №1 практично з нуля при гартуванні від 900°С до 58% при гартуванні від 1100°С. Виявилося, що в сталях, загартованих з високих температур залишкового аустеніту до 60%, що не відповідає високій твердості. Цей факт може бути пояснений тем, що аустеніт під дією деформації під впливом індентора під час вимірювання твердості перетворюється на мартенсит деформації. Змінення кількості залишкового аустеніту в залежності від температури гартування приведено на рисунку 2.
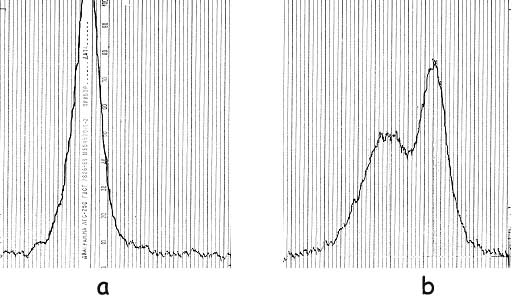
Рисунок 2 - Змінення кількості залишкового аустеніту в залежності від температури гартування Під час рентгеноструктурного аналізу була виявлена залежність: з боку шліфа лінії аустеніту мають низьку інтенсивність, у той час, коли на дифрактограмах з інших боків того самого образця, їх інтенсивність дуже велика. Залежність спостерігається абсолютно на всіх образцая після всіх температур гартування і зображена на рисунку 3.
Рисунок 3 – Дифрактограма сталі Х12Ф1 №2, загартованої від 1100°С з боку шліфа (а) та з іншого боку (б) Таким чином, у роботі вивчається вплив температури гартування сталей типу Х12 на корреляцію твердості та кількість залишкового аустеніту.
Результати попередніх експериментів дають можливість говорити про те, що:
ПЕРЕЛІК ЛІТЕРАТУРИ:
ДонНТУ > Портал магістрів ДонНТУ > Бібліотека | Посилання |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||