
Faculty of Computer Information Technologies and Automatics
Speciality: Electronic system
Research and development of the structural scheme of matching the speed of rolls Wheel Mill
Important note:
When writing this master of the abstract work is not
completed. Final Completion: December 2011. Full text of the work and
materials on the subject can be obtained after that date.
Relevance of the topic: One of the most urgent problems: the development of rail transport is the saving of energy, material resources and ensure high safety requirements for the movement of heavy trains with high axial load on the wheelset - more than 250 kN, weight of cargo over 5000 m. The increase in speed and deviations from the rigid rules of setting up and maintaining the path leads to a dynamic and sometimes shock. Static and dynamic interactions between rolling stock and railway track characterized by a small area of contact wheel and rail, and high contact stresses. In the transition zones to the crest of the rim wheel on bends and on the whole surface of contact with slippage occurs slipping wheels relative to the rail, accompanied by local heating in the contact area, increased wear, martensitic embrittlement of steel, the appearance of cracks on the wheel and sinks. A solution to this problem requires improving the performance of railway wheels by improving the quality of wheel steel, improving manufacturing techniques and metrological assurance of quality control[1],[2].
The reliability of the process of punching and rolling wheels depends on the accuracy of the initial shape of the workpiece. To improve the accuracy of cutting continuous casting, the manufacture, use equipment to ensure precision cutting mass ± 1,5 kg.
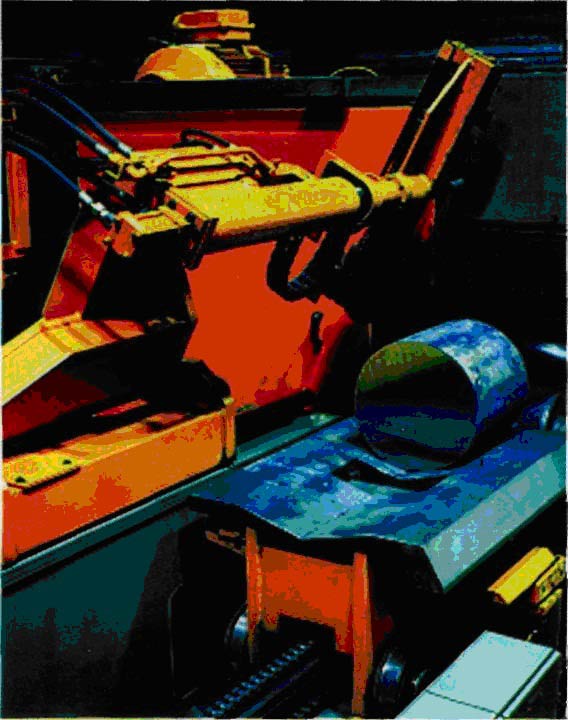
Figure 1. Cutting of the workpiece
In the next stage of manufacturing the workpiece is heated and subjected to forging and stamping [3].
Figure 2. Line punching
After forging billet is fed to the Wheel-mill [4].
Figure 3. Mill Wheel
At Wheel-mill deformation is carried out in three passes: the first-pass rolls reeling form the wheel disc thickness, the second fundamental roll with the reeling form the tread and the comb-wheel, push the third roller forming high rim. After reaching the wheel diameter setpoint standard works in the calibration mode, which automatically reduces the speed of rolling. In the rolling process is carried out monitoring of the main technological parameters: diameter of the wheel force and rolling moment, which are transmitted to the control system mill and converted into control signals for servo and control valves for the adjustment of the instrument. Management software package includes a technology-oriented programs that provide automatic control and computer control of the process rolling.
After manufacturing, railway wheel pass quality control. Ultrasound scanning allows identifying vnutrinie product defect[6],[7].
Total production of railway wheels is presented in animation [8]:

Animation. production of railway wheels. Parameters: number of frames - 10, size - 73.8 кб.
The most common defect hire - hire captivity (AP) - leads to an increase in overhead due to the need for repair of turning the wheels on vertical lathes.
In this regard, to identify and analyze factors influencing the formation of this defect, with the help of software package was a sample batches in which the percentage of repair for turning captivity rent is highest compared to other batches.
To analyze the high repair peeling in selected batches were used following the automated control system Wheel-pitched, fixed by the rolling of each second wheel:
According to the sample was analyzed and revealed dependence of the maximum number of revolutions of the upper and lower edzhernyh rolls and the difference in their turnover from the outer diameter of blanks for lots of wheels with an increased number of PP 6 and suitable for lots of wheels.
The analyzed data are aggregated into groups, which are constructed point charts and obtained the regression line (Fig. 4 and 5), which indicate the presence or absence of a linear relationship between the studied parameters.
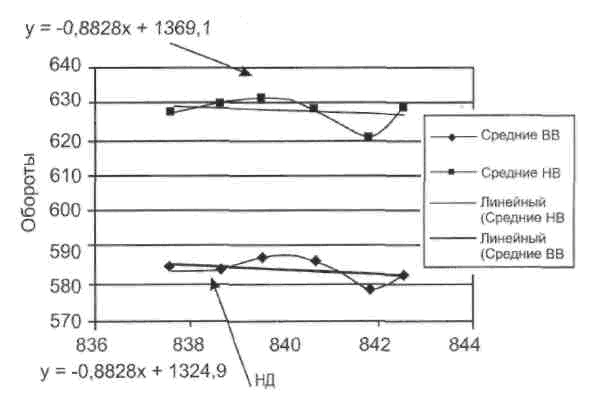
Figure 4. Graphs of speed edzhernyh rolls from the outer diameter of the initial billet to fit wheels
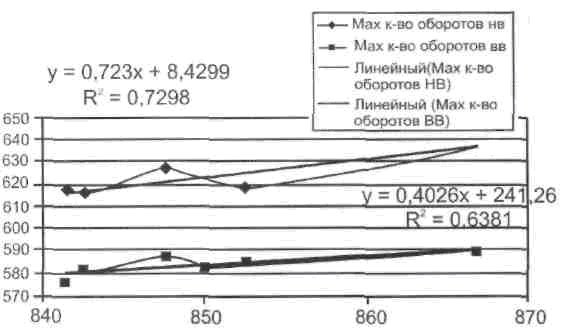
Figure 5. The plots of the maximum number of rotations of upper and lower rolls of edzhernyh diameter of the original billet wheel with an increased number of PP
As seen in Fig. 4, the ratio of rate of change of speed upper and lower rollers edzhernyh same, the slopes of the trend lines are identical, resulting in an agreed process for the marriage of the PP is not.
In the second case (Fig. 5) the ratio of rate of change of speed of the upper and lower rolls are different (slopes of regression lines 0,7 and 0,4, indicating a mismatch of the hire. Violation ratio change rotation speed of the lower and upper rolls leads to "slip "one of them on the surface of the wheel and as a consequence, the appearance of a surface defect in the form of slivers [3].
It should be noted that the mismatch changes speeds edzhernyh rolls and the formation of films is an increase in external diameter of the initial billet with respect to the calibration values. Such a course of the rolling process is possible in case of excess weight of the original piece as compared with the calculated value.
Thus, the formation of a defect of PP eventually affect weights of initial preparations, which, when rolling on the CPS does not take into account the control system will become.
Similar results analysis shows that depending on the difference between the speed edzhernyh rolls from the original outer diameter. On wheels, rolled without the formation of captives, the difference in speed is constant. On the chart it is seen by the coefficient of slope of the regression line, the value - 0.0008 (Fig. 6 a).
For wheels with a high number of prisoners increases the outer diameter of the original billet, compared with a nominal diameter in the investigated party wheel increases and the difference in speed rolls (Fig. 6, b).
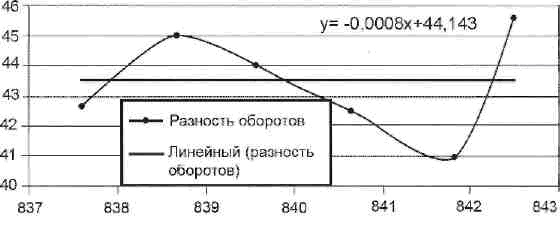
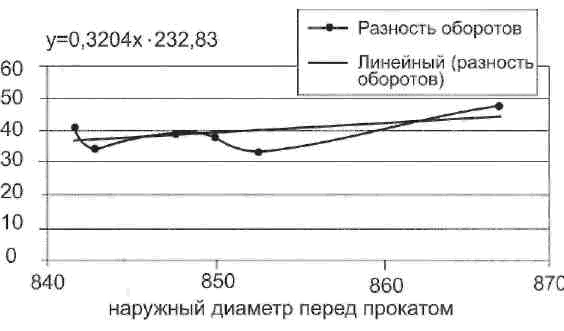
Figure 6. The plots of the difference between the speed of rolls from the outer diameter of the original blanks: a - fit wheels, b - the wheels with an increased number of PP