

Факультет: физико-металлургический
Специальность: обработка металлов давлением
Круглую заготовку применяют для производства бесшовных труб, кольцевых изделий (колеса, бандажи), осей, изделий для переплавных процессов, а также в качестве заготовки для производства калиброванных профилей, периодических профилей переменного диаметра, шаров. ГОСТ 2590-88 предусмотрено производство круглых заготовок диаметром 50-270 мм, ГСТУ 3-009-2000 – диаметром 70-350 мм из углеродистой обыкновенного качества и качественной, низколегированной, легированной и высоколегированной стали. Из представленных данных видно, что существует тенденция к увеличению диаметра трубной заготовки.
Рисунок 1 – Калибровки валков для прокатки круглых заготовок на крупносортных, рельсобалочных и непрерывно-заготовочных станах:
а – 650 при прокатке заготовки диаметром 100 мм;
б – 600 при прокатке заготовки диаметром 150 мм;
в – 850 при прокатке заготовки диаметром 140 мм;
г – 800 при прокатке заготовки диаметром 100 мм;
д – 850/730/530 при прокатке заготовки диаметром 150 мм;
е – для прокатки заготовки диаметром 300 мм.
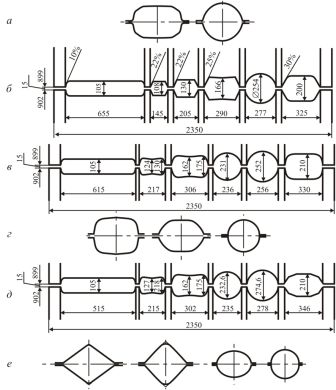
Рисунок 2 – Калибровки валков при прокатке круглых заготовок на трубо-заготовочных станах:
а – 900/750 Руставского металлургического завода при прокатке заготовки диаметром 300 мм;
б, в – клети 900 стана 900/750 Днепровского металлургического комбината (ДМК) при прокатке заготовок диаметром 230 и 250 мм;
г – клетей 750 стана 900/750 того же предприятия при прокатке заготовок диаметром 100 мм;
д – клети 900 стана 900/750 ДМК при прокатке заготовок диаметром 230 и 270 мм;
е – 950 Электрометаллургического завода «Днепроспецсталь» при прокатке заготовок диаметром 120 мм.
Анализ показал, что основными недостатками калибровки валков для прокатки круглых заготовок на крупносортных, рельсобалочных и непрерывно-заготовочных станах являются:
Основные недостатки калибровки валков при прокатке круглых заготовок на трубозаготовочных станах:
Целью данной работы было совершенствование технологии, обеспечивающей устранение указанных выше недостатков, и усовершенствование метода расчета калибровок круглых профилей большого диаметра.
Была разработана математическая модель основных параметров очага деформации. Модель обеспечивает расчет формы и размеров боковых участков овального калибра, которые обеспечивают одновременный контакт металла с калибром в первый момент захвата.
На основе разработанной математической модели была создана компьютерная программа для расчета основных параметров специального овального профиля, представленная на рисунке 3.
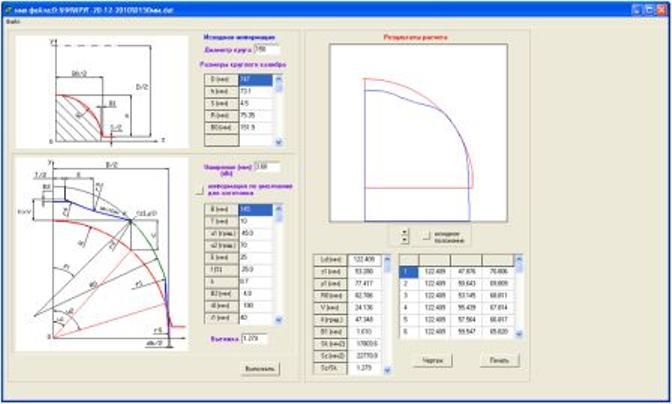
Рисунок 3 – Окно программы
На первом этапе задаются данные для круглого калибра: диаметр валка D, глубина ручья h, межвалковый зазор S, радиус калибра R, ширина калибра B0, показанные на рисунке 4.
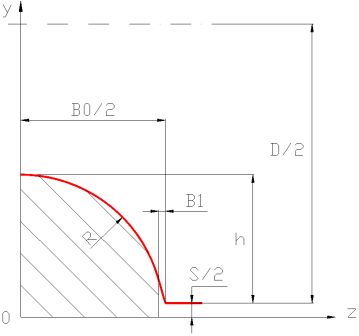
Рисунок 4 – Размеры круглого профиля
Далее указывается информация для овального калибра. В частности задается необходимый коэффициент вытяжки и учитыватся требуемая величина уширения, приведенная на рисунке 5.
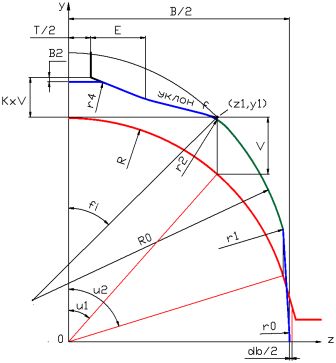
Рисунок 5 – Размеры для овального профиля
После этого выполняется расчет. По всей длине боковых участков овального профиля соблюдается равенство длины очага деформации Ld. Имея все необходимые данные, получают величину h(z). Для достижения равенства длины очага деформации расчеты повторяются несколько раз, потому что процесс носит итерационный характер.
После проведения всех расчетов и получения специального овального профиля была выполнена проверка устойчивости раската в калибре. Наклоненная заготовка при контакте с валками самоцентруется и осуществляется стабильный процесс прокатки.
Далее был выполнен расчет калибровки для прокатки круглых профилей диаметром 150 на ТЗС «900/750-3» Новопрокатного цеха ДМКД. В частности разработаны режимы деформирования, а также произведен расчет энергосиловых параметров прокатки.
Далее с помощью компьютерной программы были получены основные размеры предчистового овального профиля для прокатки круга диаметром 150 мм, который обеспечивает в момент захвата одновременный по ширине боковых участков контакт металла с калибром, что существенно повышает устойчивость раската. Результаты расчета показаны на рисунке 6.
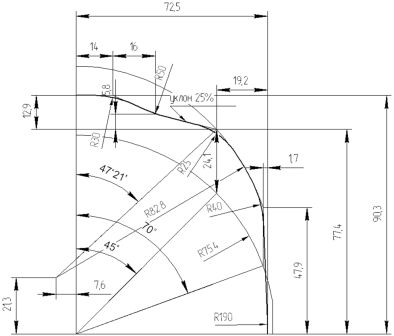
Рисунок 6 – Результаты расчета размеров предчистового овального профиля для прокатки круга диаметром 150 мм
Таким образом, с помощью компьютерной программы были получены основные размеры предчистового овального профиля для прокатки круга диаметром 150 мм, который обеспечивает в момент захвата одновременный по ширине боковых участков контакт металла с калибром, что существенно повышает устойчивость раската.