

Факультет: фізико-металургійний
Спеціальність: обробка металів тиском
Круглу заготовку застосовують для виробництва безшовних труб, кільцевих виробів (колеса, бандажі), осей, виробів для переплавних процесів, а також в якості заготовки для виробництва каліброваних профілів, періодичних профілів змінного діаметру, куль. ГОСТ 2590-88 передбачено виробництво круглих заготовок діаметром 50-270 мм, ГСТУ 3-009-2000 - діаметром 70-350 мм з вуглецевої звичайної якості та якісної, низьколегованої, легованої і високолегованої сталі. З представлених даних видно, що існує тенденція до збільшення діаметра трубної заготовки.
Рисунок 1 – Калібровка валків для прокатки круглих заготовок на великосортних, рейкобалковий і безперервно-заготовочних станах:
а – 650 при прокатці заготовки діаметром 100 мм;
б – 600 при прокатці заготовки діаметром 150 мм;
в – 850 при прокатці заготовки діаметром 140 мм;
г – 800 при прокатці заготовки діаметром 100 мм;
д – 850/730/530 при прокатці заготовки діаметром 150 мм;
е – для прокатки заготовки діаметром 300 мм.
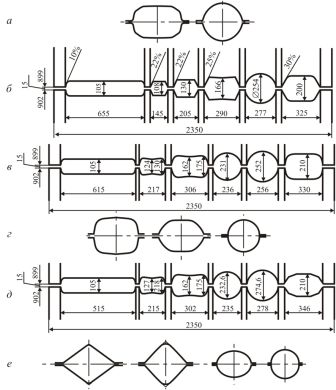
Рисунок 2 – Калібровка валків при прокатці круглих заготівок на трубо-заготовочних станах:
а – 900/750 Руставського металургійного заводу при прокатці заготовки діаметром 300 мм;
б, в – кліті 900 стана 900/750 Дніпровського металургійного комбінату (ДМК) при прокатці заготівок діаметром 230 и 250 мм;
г – клітей 750 стана 900/750 того ж підприємства при прокатці заготівок діаметром 100 мм;
д – кліті 900 стана 900/750 ДМК при прокатці заготіво діаметром 230 и 270 мм;
е – 950 Електрометалургійного заводу «Днепроспецсталь» при прокатці заготівок діаметром 120 мм.
Аналіз показав, що основними недоліками калібрування валків для прокатки круглих заготовок на великосортних, рейкобалковий і безпере-рвно-заготовочних станах є:
Основні недоліки калібрування валків при прокатці круглих заготовок на трубозаготовочних станах:
Метою даної роботи було вдосконалення технології, що забезпечує усунення зазначених вище недоліків, та удосконалення методу розрахунку калібровок круглих профілів великого діаметру.
Була розроблена математична модель основних параметрів осередку деформації. Модель забезпечує розрахунок форми і розмірів бічних ділянок овального калібру, які забезпечують одночасний контакт металу з калібром в перший момент захоплення.
На основі розробленої математичної моделі була створена комп'ютерна програма для розрахунку основних параметрів спеціального овального профілю, представлена на рисунку 3.
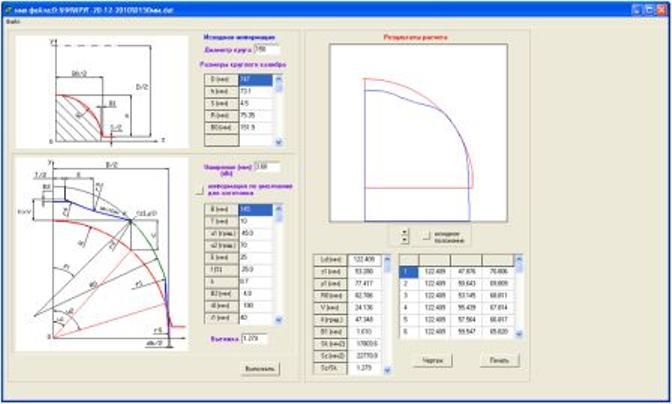
Рисунок 3 – Вікно програми
На першому етапі задаються дані для круглого калібру: діаметр валка D, глибина струмка h, міжвалковий зазор S, радіус калібру R, ширина калібру B0, показані на рисунку 4.
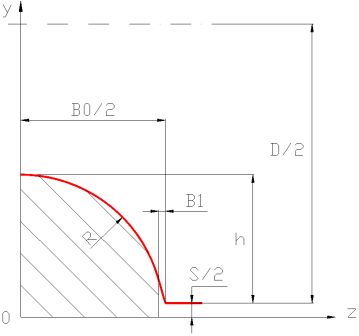
Рисунок 4 – Розміри круглого профілю
Далі вказується інформація для овального калібру. Зокрема задається необхідний коефіцієнт витяжки і враховуватись необхідна величина уширення, наведена на рисунку 5.
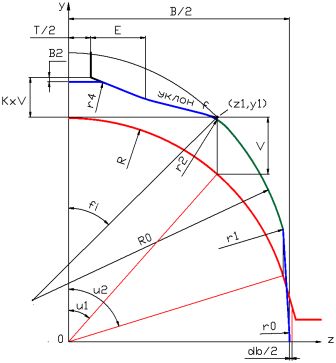
Рисунок 5 – Розміри для овального профілю
Після цього виконується розрахунок. По всій довжині бічних ділянок овального профілю дотримується рівність довжини осередку деформації Ld. Маючи всі необхідні дані, отримують величину h (z). Для досягнення рівності довжини осередку деформації розрахунки повторюються декілька разів, тому що процес носить ітераційний характер.
Після проведення всіх розрахунків та отримання спеціального овального профілю була виконана перевірка стійкості розкату в калібрі. Нахилена заготівка при контакті з валками самоцентрується і здійснюється стабільний процес прокатки.
Далі був виконаний розрахунок калібровки для прокатки круглих профілів діаметром 150 на ТЗС «900/750-3» Новопрокатного цеху ДМКД. Зокрема розроблено режими деформування, а також зроблено розрахунок енергосилових параметрів прокатки.
Далі за допомогою комп'ютерної програми були отримані основні розміри предчистовой овального профілю для прокатки кола діаметром 150 мм, який забезпечує в момент захоплення одночасний по ширині бічних ділянок контакт металу з калібром, що істотно підвищує стійкість розкату. Результати розрахунку показані на рисунке 6.
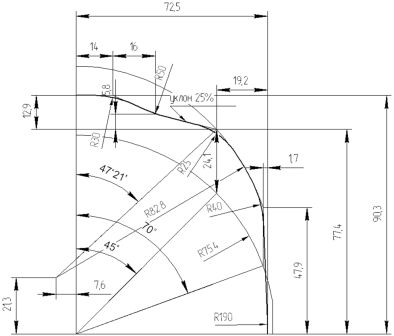
Рисунок 6 – Результати розрахунку розмірів предчистовой овального профілю для прокатки кола діаметром 150 мм
Таким чином, за допомогою комп'ютерної програми були отримані основні розміри предчистовой овального профілю для прокатки кола діаметром 150 мм, який забезпечує в момент захоплення одночасний по ширині бічних ділянок контакт металу з калібром, що істотно підвищує стійкість розкату.