

Faculty: Physico-metallurgical
Speciality: Pressure Metals Processing
Circular logging is used for the production of seamless pipes, ring products (wheels, tires), axle, products for pereplavnyh processes, as well as blanks for the production of calibrated profiles, profiles of periodic variable-diameter balls. GOST 2590-88 provided for the production of round billets with diameter 50-270 mm, GATS 3-009-2000 - a diameter of 70-350 mm Carbon ordinary quality and high-quality, low-alloyed, alloyed and high alloyed steel. The data presented shows that there is a tendency to increase the diameter of tube blank.
Figure 1 – Sizing rolls for rolling round pieces on the Heavy, rail and structural steel and continuous-billet mill:
а – 650 the rolling workpiece diameter 100 mm;
б – 600 the rolling workpiece diameter 150 mm;
в – 850 the rolling workpiece diameter 140 mm;
г – 800 the rolling workpiece diameter 100 mm;
д – 850/730/530 the rolling workpiece diameter 150 mm;
е – the rolling workpiece diameter 300 mm.
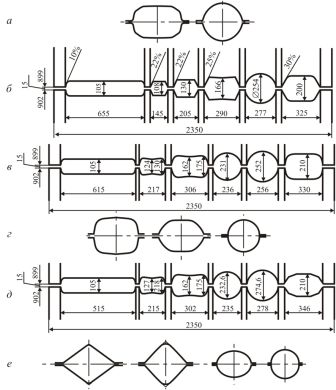
Figure 2 – Calibration rolls during rolling round pieces on the pipe-billet mills:
а – 900/750 Rustavi metallurgical factory in the rolling workpiece diameter 300 mm;
б, в – stand 900 mill 900/750 Dnepr Metallurgical Combine (DMK) in the rolling of billets with a diameter 230 и 250 mm;
г – 900/750 mill stands of the same entity in the rolling billets of 100 mm diameter;
д – stand 900 mill 900/750 DMK in rolling billets of 230 and 270 mm;
е – 950 Electrometallurgical Works DSS by rolling billets 120 mm in diameter.
Analysis showed that the main shortcomings of the calibration rolls for rolling round pieces on the Heavy, rail and structural steel and continuous-billet mills are:
The main disadvantages of sizing rolls by rolling circular billet to trubozagotovochnyh mills:
The purpose of this study was to improve technology for eliminating the above deficiencies, and improve the method of calculating the calibration round profiles of large diameter.
Has developed a mathematical model of key parameters of the deformation zone. The model provides a calculation of the shape and size of the side sections of the oval-caliber, which provide simultaneous metal contact with the caliber of the first moment of capture.
Based on the developed mathematical model was created a computer program to calculate the basic parameters of a special oval profile shown in Figure 3.
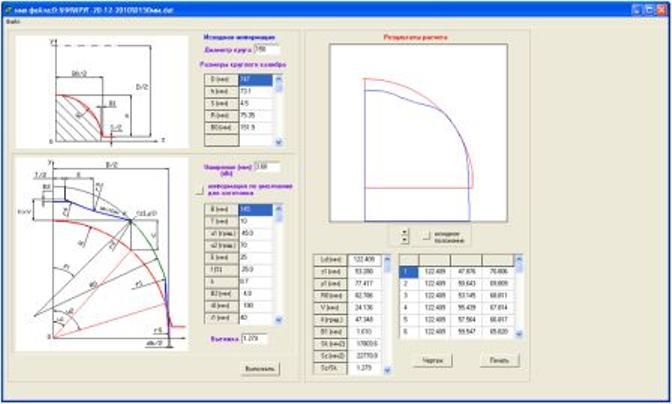
Figure 3 – The program window
n the first stage are given data for the round caliber: rotor diameter D, the depth of the creek h, between roller's gap S, the radius of the caliber of R, the width of the caliber of B0, as shown in Figure 4.
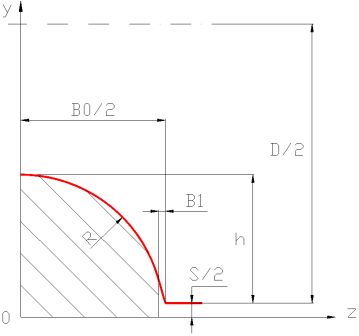
Figure 4 – The dimensions round profile
Further information is identified for oval caliber. In particular, given the necessary factor extraction and counted required the broadening shown in Figure 5.
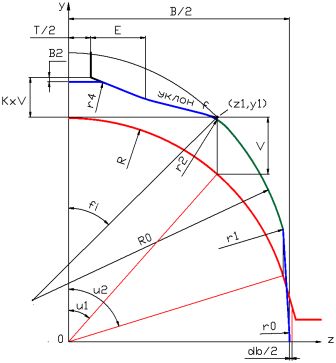
Figure 5 – The dimensions for oval profile
After this calculation is performed. The entire length of the side sections of the oval profile observed equality of the length of the deformation zone Ld. Having all the necessary data, get the value of h (z). In order to achieve equality of the length of the deformation zone calculations are repeated several times, because the process is iterative in nature.
After all the calculations and obtain a special oval profile scan was performed in the stability of roll caliber. Tilted workpiece in contact with the rollers and Lubricated by a stable rolling process.
Next, we calculated calibration for rolling round sections with a diameter 150 at TPS "900/750-3" Novoprokatnogo shop DMKD. Specifically designed modes of deformation and calculated the energy-power parameters of rolling.
Then, using the computer program were received basic dimensions before finishing oval profile for rolling circle diameter of 150 mm, which provides the time of capture simultaneously the width of the side sections of metal contact with the caliber, which significantly increases the stability of roll. The calculation results are shown in Figure 6.
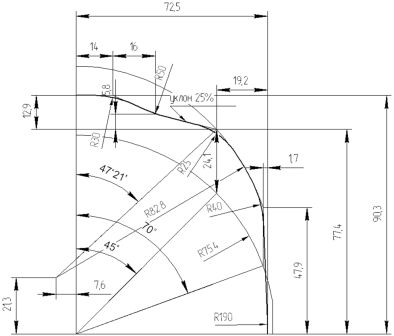
Figure 6 – The results of the calculation of the size before finishing oval profile for rolling circle diameter of 150 mm
Thus, by using computer programs have been received basic dimensions before finishing oval profile for rolling circle diameter of 150 mm, which provides the time of capture simultaneously the width of the side sections of metal contact with the caliber, which significantly increases the stability of roll.