
Faculty: Physicometallurgical
Speciality: Pressure Metals Processing
The aim of this work is to study the methods of mathematical modeling of the deformation process of continuous casting in the first rectangular caliber production line varietal camp. The object of investigation was selected advanced scheme of deformation of continuous casting billets 135 х 135 mm in the first pair of conjugate rectangular gauges, developed with reference to conditions crimp stand of 500/370 JSC Donetsk Metal Rolling Plant "
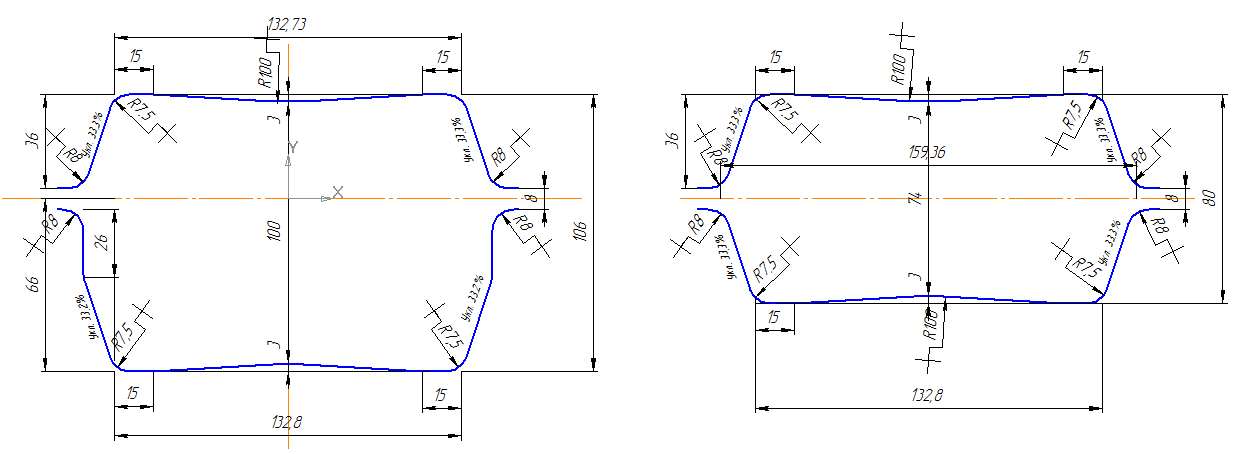
Figure 1 - The element of improved calibration - the first pair of conjugate gauge
The changes in calibration were intended as an increasing degree of elaboration of the cast structure and minimize the possibility of occurrence of surface defects. This is achieved by regulated changes in the direction of deformation of the cross-section of a workpiece and increase the length of the contact zone width, which leads, in turn, improve the quality of finished steel by minimizing the likelihood of disclosing defects present on the surface of the workpiece.
In the process of formulation of the problem was carried out to simulate the rolling process, which provides simulation of metal deformation in rectangular gauges in the new scheme.
Implementation of the model has been implemented in software package DEFORM - 3D
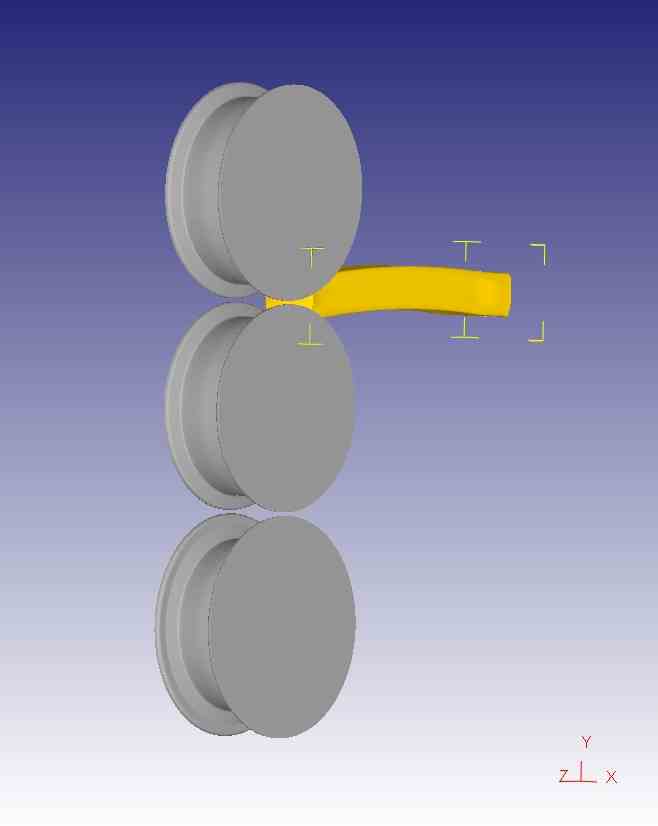
Figure 2 - Images modelі in Deform - 3D
Check the results of numerical experiment was performed by comparing the calculated data with physical simulation. In a laboratory experiment physical models of the lead (made in scale 1:6) rolled on the mill 100 in the rolls, which was cut by the current system of gauges.
The comparison showed that the discrepancy between numerical and physical experiment did not exceed 10-15%. This allowed us to talk about the correctness of the model and the possibility of applying it in practical calculations.
Stated suggests the relevance of integrated studies of processes for production of rolled continuous casting based on the available experimental data and equipment of domestic enterprises, as well as the creation of technological schemes of production of rolled steel from continuous to ensure competitiveness by improving quality and lower material and energy costs production.