
Факультет фізико-металургійний
Кафедра обробки металів тиском
Спеціальність: Обробка металів тиском
В умовах постійного иіноваційно-технологічного розвитку та глобалізації ринків перед підприємствами, виробниками металопрокату, гостро стоїть проблема підвищення ефективності виробництва та забезпечення випуску конкурентноспроможної продукції необхідної якості. Збільшення об’ємів виробництва та споживання стального прокату на межі тисячоліть зв’язано із загальним зростанням промислового виробництва у світі. Приріст об’ємів виробництва металопрокату із безперервнолитої сталі відбувався темпами, які випереджали приріст об’ємів її виробництва. Жорсткі вимоги на світових ринках змусили українських виробників експортувати практично весь об’єм сортової безперервнолитої заготовки, яка є найбільш конкурентноспроможним видом металопрокату. Внаслідок світового розвитку прокатного виробництва із безперервнолитої заготовки однією з головних проблем для України стала низька якість готового прокату, зв’язана із зменшенням відливаємого перерізу заготовки та, як наслідок, зниження ступеню обтиску є неможливість використання її в деяких видах металопродукції. В результаті досліджень було з’ясовано, що дефекти в готовому прокаті, виробленого з безперервнолитої заготовки невеликого перерізу (тобто неможливість здійснити сумарну деформацію для отримання необхідної структури) можуть бути видалені завдяки вибору правильного режиму прокатки.
Научна цінність роботи полягає в отриманні результатів проникнення деформації в безперервнолиту заготовку, вивчення параметрів напруження деформації та фізико-механічних характеристикв об'ємі металу. Це дає можливість прослідкувати за зміною поведінки металу, що, в свою чергу, дає великі можливості в плані регулюваннянеобхідних параметрів.
Практична цінність
Pезультати роботи в даному випадку выдноситься до більшості сучасних підприємств, тобто прокатне виробництво з кожним днем все більше використовує безперервнолиту заготовку. Вивчення проникнення деформації та фізико-механічних параметрів по перерізу заготовки дають великі можливості в регулюванні необхідними якостями металу. Проведене порівняння показало, що різниця між даними числового та фізичного експерименту не перевищувало 10-15%. Це дозволило говорити про коректність розробленої моделіта можливості використання її для практичних розрахунків.
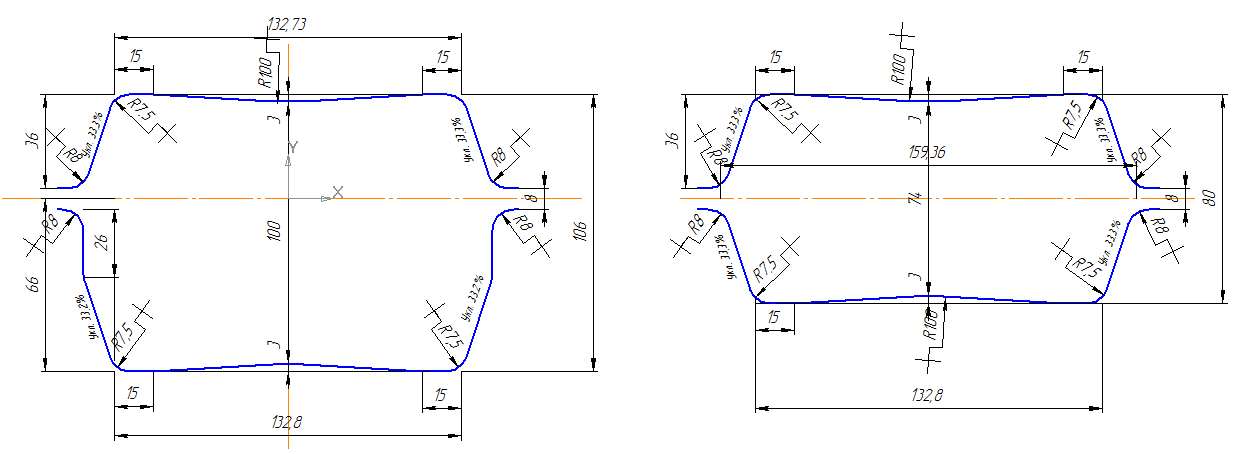
Рисунок 1 - Елемент удосконалення калібровки - перша пара сполучених калібрів
В процесі роботи була виконана постановка задачі для моделювання процеса прокатки, яка моделює процес деформування металу в прямокутних калібрах за новою схемою.
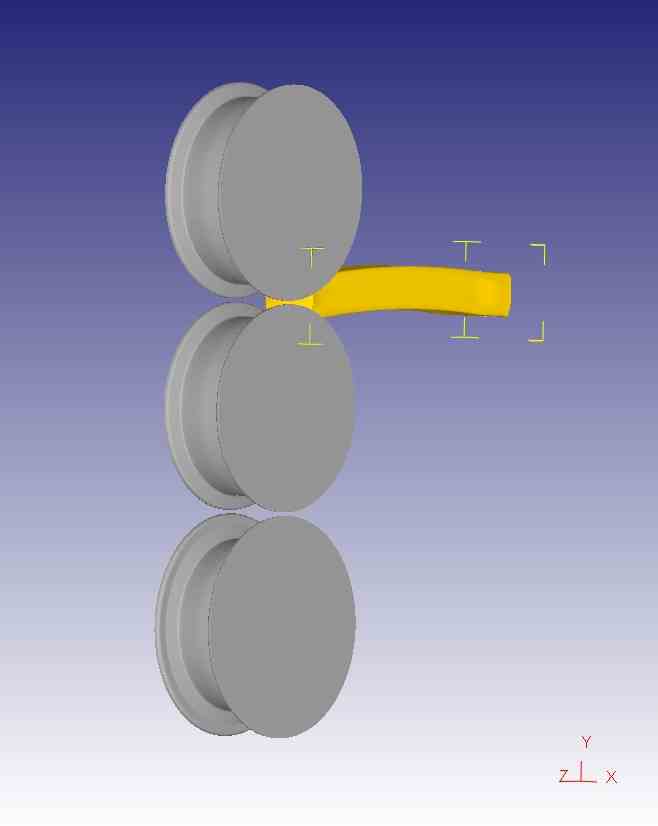
Реализація моделі була виконана в програмному комплексі DEFORM – 3D (Рис. 2).
Зазначене дозволяє зробити висновок про актуальність комплексних досліджень процесів виробництва прокату з безперервнолитої заготовки на основі експериментальних даних та обладнання вітчизняних підприємств, а також створення технологічних схем виробництва сортового прокату з безперервнолитої сталі, що забезпечують підвищення якості менших матеріальних витрат виробництва.