Semenova Olga Sergeevna

Faculty: Physicometallurgical
Department: Pressure Metals Processing
Speciality: Pressure Metals Processing
Theme of master's work: "Development of a mathematical model regimes compresses in the horizontal rolls roughing stand SHSGP"
Scientific leader: professor of department OMD Rydenko Evgeny Alekseevich.
DETERMINATION OF RATIONAL RELATIONS OF WRINGING OUT IS IN VERTICAL AND HORIZONTAL FELLING OF DRAFT CAGES OF ШИРОКОПОЛОСНОГО СТАНА.
The expense of metal in end-capping trimmings on the figures of the horizontal rolling depends on the relation of wringing out in the vertical felling to wringing out in the horizontal felling in all universal draft cages.
It is known that the form of roll after wringing out in the horizontal felling is protuberant, and after vertical rollers concave. End-capping обрезь makes 15-25% from the total expense of metal ( 1,04-1,05). It is known from technical literature, that an optimal relation ∆In/∆Н providing the form of ends of roll near 0,6-0,8 makes to rectangular. Works in this direction are executed only for the narrow range of relation of width of сляба of B to the thickness H, (for the terms of rolling in the first draft cage) and only at wringing out in the smooth vertical felling with a cylindrical barrel. Influence of relations ∆In/∆Н on universal cages on the form of roll it is not investigational on the output of draft group of cages. In this connection work is actual, as sent to diminishing of end-capping trimmings.
Researches executed on laboratory horizontal and vertical figures. Scale of design of 1:25, material is lead. Designed the process of формоизменения ends of roll in a plan in the vertical and horizontal felling of universal draft cages of широкополосного figure.
Wrung out slab ( rolls) in thick 130-250мм, breadthways 800-850мм in felling by the diameter of 1250мм. As parameters of form of ends of roll accepted - are arrows of bulge (+) or concavity (-) front and back ends, мм. - - mean value of arrows, мм.
On a picture 1 influence of relations is shown In/Н, ∆In/∆Н on the parameters of form of ends. Evidently, that with the increase of relation ∆In/∆Н the form of front and back end changes from protuberant to concave, thus intensity of change increases with the increase of relation In/Н. What less than relation In/Н, at a less relation ∆In/∆Н the rectangular form of ends turns out those. On a picture 2 dependence of optimal value ∆is shown In/∆Н at which , and in dependence of relations In/Н.
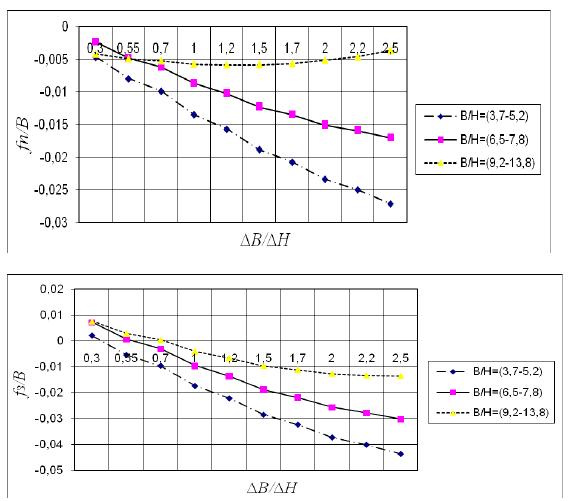
Picture 1. Influence is In/Н, ∆In/∆Н on the parameters of form of ends
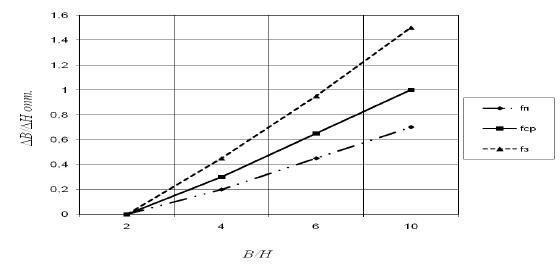
Picture 2 is dependence ∆In/∆Н optimal from In/Н
From a picture 2 evidently, that a rectangular back-end turns out at large ∆In/∆Н, what rectangular front, approximately in 2 times relations. So at In/Н =10 a rectangular front end was got at ∆In/∆Н =0,7, and rectangular back at a relation ∆In/∆Н =1,5