
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования, планируемые результаты
- 3. Обзор исследований и разработок
- Заключение
- Список источников
Введение
Производство листовой продукции в современных условиях считается прогрессивным, когда листы катают из непрерывно литых слябов. Для прокатки листов всего сортамента по ширине требуется большое количество типов слябов, различаются по ширине, толщине и длине. Для получения слябов различной толщины и ширины необходимо при разливке менять кристаллизаторы, что является непростой операцией и сопровождается, кроме того, необходимостью переходить и на новый технологический режим разлива и охлаждения металла. Установление оптимальной скорости разливки и режима охлаждения звьзано, как правило, с определенными и неизбежными неполадками, которые в конечном итоге сказываются на качестве металла. По этим и другим причинам необходимо иметь возможность изменять ширину слябов, в частности уменьшать путем поперечной деформации в вертикальных валках. Унификация ширины слябов вимогае применения высоких обжим по ширине при их редуцировании в вертикальных валках. Это приводит к тому, что большая часть металла обжимается, переходит в наплыв боковой кромки раската, а большие накаты, также образуются при этом на концах раскатов, или "рыбьи хвосты" идут в обрезь, достигающий 1,5 - 2%.
Основная цель редуцирования уменьшения ширины непереривнолитих слябов до необходимых размеров.
1. Актуальность темы
Данная работа является актуальной, потому что полученные в данной работе экспериментальные модели необходимы для разработки математических моделей, которые будут положены в основу математического технологического обеспечения системы управления редуцированием.
2. Цель и задачи исследования, планируемые результаты
В данной работе исследуется влияние обжатия в системе вертикальные-горизонтальные валки на эффективность уменьшения ширины слябов при их редуцировании.
Основные задачи исследования:
- Исследовать эффективность режимов редуцирования слябов в универсальной реверсивной клети за несколько проходов с постоянными и переменными по длине обжима.
- Определение обжима при редуцировании слябов, которые обеспечивают прямоугольные конце раскатов после прокатки в черновой группе клетей.
Объект исследования: процесс изменения формы раската в плане при прокатки в черновой клети ШСГП.
3. Обзор исследований и разработок
Редуцирование слябов на 200-300мм в первых черновых клетях широкополосного стана получила широкое распространение в мировой практике, так как позволяет весь сортамент широких полос по ширине получать из непрерывно литых слябов нескольких размеров по ширине и сократить число кристаллизаторов при их отливке.
Технология редуцирования слябов в универсальной черновой клети может включать одно-трехразовые последовательные обжатия в вертикальных валках (ВВ) в реверсивных проходах с проглаживанием широких граней в горизонтальных валках (ГВ) до исходной толщины после первого и третьего проходов. На рисунке показана схема обжатий сляба по трем реверсивным проходам в ВВ и ГВ универсальной клети.
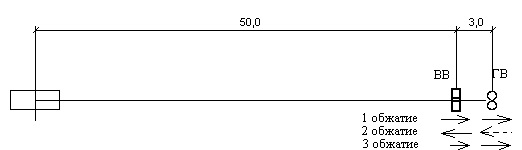
→проходы с рабочим обжатием; ---> холостой проход; 50,0-расстояние от печи; 3,0 – расстояние между ВВ и ГВ
Рисунок 1 – Схема обжатий в ВВ и ГВ универсальной черновой клети
От характера распределения обжатий в ВВ по проходам во многом зависит эффективность процесса редуцирования.
Исследование выполнили методом математического моделирования с использованием пакета программ «Универсал», разработанного в Дониксе и ДонНТУ. В качестве образцов выбрали сляб толщиной 240 мм, шириной 1200 и 1800 мм, длиной 10 м. моделирование данных образцов проводили в универсальной клети. Катающий диаметр ВВ 1350 мм, горизонтальных – 1400 мм. Глубина ручья калибра ВВ 150 мм, выпуск 0,4. Суммарное обжатие в ВВ приняли равным 225 мм. Обжатия δВв по проходам устанавливали по трем режимам: I - с возрастанием, II – c уменьшением и III -одинаковые. Определяли ширину после ВВ (Вв), после ГВ в каждом прямом проходе (δВвг) и суммарное после третьего прохода (δВсум).
Таблица 1 – Результаты экспериментальных исследований