
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Актуальність теми
- 2. Мета і задачі дослідження та заплановані результати
- 3. Огляд досліджень та розробок
- Заключення
- Перелік посилань
Вступ
Виробництво листової продукції в сучасних умовах вважається прогресивним, коли листи катають з безперервно литих слябів. Для прокатки листів усього сортаменту по ширині потрібна велика кількість типів слябів, що розрізняються по ширині, товщині й довжині. Для одержання слябів різної товщини й ширини необхідно при розливанні міняти кристалізатори, що є непростою операцією, і супроводжується, крім того, необхідністю переходити й на новий технологічний режим розливання й охолодження металу. Установлення оптимальної швидкості розливання й режиму охолодження зв’зано, як правило, з певними й неминучими неполадками, які в остаточному підсумку позначаються на якості металу. По цій і іншій причинах необхідно мати можливість змінювати ширину слябів, зокрема зменшувати шляхом поперечної деформації у вертикальних валках. Уніфікація ширин слябів вимогає застосування високих обтисків по ширині при їхньому редукуванні у вертикальних валках. Це приводить до того, що більша частина металу, що обжимається, переходить у наплив бічної крайки розкату, а більші накати, що також утворяться при цьому на кінцях розкатів, або "риб'ячі хвости" ідуть в обрізь, що досягає 1,5-2%.
Основна мета редукування зменшення ширини непереривно литих слябів до необхідних розмірів.
1. Актуальність теми
Дана робота є актуальною в умовах скрутного становища в металургії.
2. Мета і задачі дослідження та заплановані результати
У даній роботі досліджується вплив обтиснення в системі вертикальні-горизонтальні валки на ефективність зменшення ширини слябів при їх редукуванні.
Основні задачі дослідження:
- Дослідити ефективність режимів редукування слябів в універсальній реверсивній кліті за кілька проходів з постійними і змінними по довжині обтисками.
- Визначення обтисків при редукуванні слябів, які забезпечують прямокутні кінці розкатів після прокатки в чорновій групі клітей.
Об'єкт дослідження: процес зміни форми розкату в плані при прокатці в чорновій кліті ШСГП.
3. Огляд досліджень та розробок
Редукування слябів на 200-300мм в перших чорнових клітях широкополосного стану отримала широке поширення у світовій практиці, оскільки дозволяє весь сортамент широких полос по ширині отримувати з безперервно литих слябів декількох розмірів по ширині і скоротити число кристалізаторів при їх відливання.
Технологія редукування слябів в універсальній чорновий кліті може включати одне-триразові Послідовні обтиснення у вертикальних валках (ВВ) у реверсивних проходах з проглажуванням широких граней в горизонтальних валках (ГВ) до вихідної товщини після першого і третього проходів. На рисунку показана схема обтиснень сляба за трьома реверсивними проходами у ВВ і ГВ універсальної кліті.
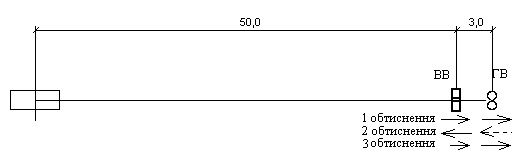
→проходи з робочим обтисненням; --->холостий прохід; 50,0-відстань від печі; 3,0 - відстань між ВВ і ГВ
Рисунок 1 – Схема обтиснень в ВВ і ГВ універсальної чорнової кліті
Від характеру розподілу обтиснень в ВВ по проходах багато в чому залежить ефективність процесу редукування.
Дослідження виконали методом математичного моделювання з використанням пакета програм «Універсал», розробленого в ДОНІКС і ДонНТУ. В якості зразків вибрали сляб товщиною 240 мм, шириною 1200 і 1800 мм, довжиною 10 м. Модулювання даних зразків проводили в універсальній кліті. Катаючий діаметр ВВ 1350 мм, горизонтальних - 1400 мм. Глибина струмка калібру ВВ 150 мм, випуск 0,4. Сумарне обтиснення у ВВ взяли рівним 225 мм. Обтиску δВ в по проходах встановлювали за трьома режимам: I - із зростанням, II - c зменшенням і III-однакові. Визначали ширину після ВВ (Вв), після ГВ в кожному прямому проході (δВвг) і сумарне після третього проходу (δВсум).
Таблиця 1 – Результати експерементальних досліджень
| Bc,мм | №реж. | №прох. | ΔВв,мм | ΔН, мм | Вв, мм | Вг, мм | δВвг, мм | δВсум | η | ηсум | М0,кг | Pэ,кВт г/т |
| 1216 | I | 1 | 50 | 14 | 1166 | 1181 | 15 | 0,7 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2 | 75 | 1106 | ||||||||||
| 3 | 100 | 41 | 1006 | 1045 | 39 | 171 | 0,78 | 0,76 | 138 | 1,8 | II | 1 | 100 | 26 | 1116 | 1146 | 30 | 0,7 |
| 2 | 75 | 1071 | ||||||||||
| 3 | 50 | 29 | 1021 | 1053 | 32 | 163 | 0,75 | 0,73 | 657 | 1,8 | III | 1 | 75 | 20 | 1141 | 1164 | 23 | 0,69 |
| 2 | 75 | 1089 | ||||||||||
| 3 | 75 | 35 | 1014 | 1049 | 35 | 167 | 0,77 | 0,74 | 423 | 1,8 | ||
| 1824 | I | 1 | 50 | 11 | 1774 | 1791 | 17 | 0,66 | ||||
| 2 | 75 | 1716 | ||||||||||
| 3 | 100 | 26 | 1616 | 1657 | 41 | 167 | 0,77 | 0,74 | 677 | 1,3 | II | 1 | 100 | 18 | 1724 | 1757 | 33 | 0,67 |
| 2 | 75 | 1682 | ||||||||||
| 3 | 50 | 19 | 1632 | 1666 | 34 | 158 | 0,73 | 0,7 | 1419 | 1,4 | ||
| III | 1 | 75 | 14 | 1749 | 1744 | 25 | 0,67 | |||||
| 2 | 75 | 1699 | ||||||||||
| 3 | 75 | 22 | 1624 | 1662 | 38 | 162 | 0,75 | 0,72 | 1118 | 1,4 |
За даними, отриманими експериментальним шляхом, можна сказати, що ефективність зменшення ширини в першому проході (η) при редукуванні вузьких слябів вище, ніж широких, але не залежить від величини обтиску (номеру режиму). Ефектівность за два останні проходу і за три проходи (ηсум) вище в режимі I з збільшуючими обтисканнями і при редукуванні вузьких слябів вище, ніж широких. Величина кінцевого обрізу також мінімальна в режимі з збільшуючими обтисканнями по проходах і значно нижче (у два-чотири рази) при редукуванні вузьких слябів.
Заключення
На підставі викладених даних можна сказати, що були отримані результати для 2-3 проходів, які зазвичай використовуються при редукуванні (при значному зменшенні ширини). Так само слід зазначити, що на даний час складні теоретичні методи дослідження несталих процесів формозміни, зокрема решт високих полос перебувають на стадії розвитку, вимагають розробки складного дорогого програмного забезпечення і обчислювальних комплексів.
Список источников
- Клименко В.М., Балон Д.И., Юрченко Ю.И. и др. Определение утяжки концов полосы при прокатке в системе вертикальная – горизонтальная клеть // Изв. вузов. Черная металлургия.- 1980.- №4.- С. 66-68.
- М. Такаучи, О. Хирата и др./ Большое боковое обжатие при прокатке слябов/ 1987. – 57с.
- Никитина Л.А., Лебедева Л.А., Артамонова Е.А. Отчет о научно – исследовательской работе «Редуцирование слябов. Моталки».
- Чижиков Ю. М. Редуцирование и прокатка металла непрерывной разливки. – М.: Металлургия, 1974. – 382 с.
- статья «Редуцирование слябов по ширине»
- Долженков Ф.Е., Годсков В.П., Полторапавло Ю.В. Исследование эффективности использования клети с вертикальными валками // Усовершенствование технологии производства толстолистовой стали: Темат. отрасл. сб. – М.: Металлургия, 1981. – С. 49…52.
- Абэ Х., Саса К., Накагахара С. /Техника большого обжатия сляба по ширине при черновой прокатке на полосовом стане горячей прокатки и меры по уменьшению потер обрези./1983.
- Абэ Х. Методы уменьшения обрези при редуцировании слябов в черновой группе ШСГП.// Сосэй то како. 1984. Т. 25. № 2., с.87 – 92.
- Прокатка широкополосной стали. Сафьян М.М. – М.: Металлургия, 1969, с. 460
- Бровман М.Я. Усовершенствование технологии прокатки толстых листов / Бровман М.Я., Зеличенок Б.Ю., Герцев А.И. – М.: Металлургия, 1969. – 256 с.
- Прокатка на блюминге / И.Я. Тарновский, Е.В. Пальмов, В.А. Тягунов и др. – М. : Металлургиздат, 1963. – 389 с.
- Герцев, А.И. Условия деформации при прокатке раскатов в клети с вертикальными валками листовых станов / А.И.Герцев, И.М.Меерович // Труды Внииметмаш. – 1967. - № 18. - С. 13-17.
- Герцев А.И. Применение вертикальных клетей в листовых и полосовых станах для уменьшения разноширинности / А.И.Герцев, В.П.Калинин, И.А. Бернштейн, В.В.Гетманец // Сталь.- 1967. - № 9.- С. 828-831.
- Карнаушенко Н.А. Деформация металла в начальных ребровых пропусках на слябинге 1150 / Н.А. Карнаушенко, М.И. Капустина, А.М. Савченко // Сталь. – 1969. -№ 9. – С.804 – 809.
- Исследование некоторых особенностей деформации при редуцировании слябов : Теория прокатки / Н.А. Карнаушенко, М.И. Капустина, В.Д. Данилов и др. – М.: Металлургия. – 1975. –С. 400-401.
- Такада Кацуми / Влияние заднего натяжения при прокатке на форму конца сляба / Качуми Такада // Тэцу то хаганэ. – 1984.- 70.- №5.- С.427.