
Abstract
Summary on the theme of master's work
- Introduction
- 1. Theme urgency
- 2. Goal and tasks of the research
- 3. Overview of Research and Development
- Conclusion
- References
Introduction
Production of flat products in modern conditions is considered progressive, when the leaves are rolled from continuously cast slabs. For rolling of sheet width required to mix a large number of kinds of slabs are different in width, length and thickness. For slabs of different thickness and width is needed to change the molds for casting, which is difficult and involves, in addition, the need to move to a new technology and mode of filling and cooling of the metal. Establishing optimum casting speed and the cooling zvzano usually with some inevitable and malfunctions, which will eventually affect the quality of the metal. For these and other reasons it is necessary to have the ability to change the width of the slab, in particular to reduce by transverse strain in the vertical rolls. The unification of the width of the slab vimogae use of high crimp width is reduced, when in vertical rolls. This leads to the fact that most of the crimped metal passes into the influx side edge of roll and big reels also formed with ends peals or "fish tails" are trimmings in reaching 1.5 - 2%.
The main objective of reducing the width of the cut-nepererivnolitih slabs to the required sizes.
1. Theme urgency
This work is relevant, because it obtained in this study experimental models are needed for the development of mathematical models, which will be the basis of mathematical technology for the control system pressure reduction.
2. Goal and tasks of the research
In this paper the influence of compression in the vertical-horizontal rolls on the effectiveness of reducing the width of the slab is reduced, when.
The main objectives of the study:
- To investigate the effectiveness of reducing slab modes in the universal reversing stand for a few passes with constant and variable in length crimp.
- Determination of crimp reduction in slabs which provide the end rectangular peals after roughing rolling stands.
- The object of study: the process of changing the shape in terms of roll in rolling in the roughing stand SHSGP.
3. Overview of Research and Development
The reduction of the slab 200-300mm in the first roughing mill stands broadband is widespread in the world, as it allows all sort of a cop broad bands across the width of the receiving continuously cast slabs several widths and reduce the number of molds for casting them.
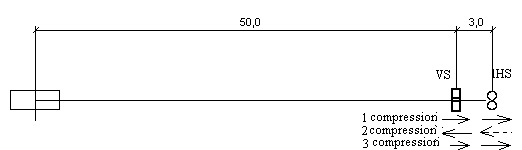
→passages from a work by compression; --->idle pass; 50.0-away from the stove, 3.0 - distance between VS and HS
Figure 1 – Circuit breakdowns in VS and HS universal roughing mill
The nature of the distribution of breakdowns in the aisles of explosives depends the efficiency of the reduction.
The study carried out by mathematical modeling using the software package "Universal", developed in Doniks and Donetsk National Technical University. The samples selected slab thickness 240 mm width 1200 1800 mm and a length of 10 m. Modeler these samples was carried out in a universal mill. BB bowling diameter 1350 mm, horizontal - 1400 mm. The depth of the stream caliber BB 150 mm, release 0.4. The total reduction in the BB was equal to 225 mm. Reduction δВв in the aisles installed in three modes: I - with the increase, II - c reduction and III-identical. Determined width after IV (B), after GW in every forward progression (δВвg) and the total after the third pass (δВsum).
Table 1 – The results of experimental studies