
improving the efficiency of machining of machine parts is the most important task of engineering. Known for high efficiency in the use of modern superhard tool materials (STM) in the finishing operations, including operations on the fine turning.
the Most common now STM on the basis of superhard modification of boron nitride, which are slightly inferior to diamond in hardness, characterized by high temperature resistance, kotoaradise reaches 1500 °C, high resistance to thermal shock and cyclic loads, as well as the weak chemical interaction with iron.
the device is Most effective thin of turning is possible with the correct, optimal selection of cutting conditions, processing schemes, geometry, and design tools. Feature tools from STM is the handling at high speeds, which leads to a substantial increase in temperature in the cutting zone and requires the development of measures for its reduction.
One way to solve this problem is the use of lubricating and cooling technological environments (LCTE), which reduces the wear of the cutting tool, improve the surface quality and processing performance.
When processing thin lathe turning tools from STM, particular attention should be given to ways of delivery of LCTE in the cutting zone. The most common today is watering freedoms–but the falling stream of liquid. This feeding system is equipped with new machines or those that are in production for decades. Second place among the methods of filing is the filing of LCTE pressure jet. Because of the speed and the volume of liquid that passes through the cutting zone, it gives the greatest cooling effect. However, the aforementioned methods are not used in the processing of thin turning tools from STM. These operations uses a method of supplying liquid spray, which gives a greater cooling effect than watering a free falling jet, but inferior to supply pressurized jet.
the Potential and conditions of effective application of the tool from STM for processing machinery parts not yet sufficiently studied, so further disclosure of this theme is very relevant.
Fig. 1 – Turning the workpiece by the cutter of superhard materialsthe
(animation: 8 frames, 5 cycles of repetition, 44 KB)
Purpose: to enhance the processing performance fine grinding with the use of modern tool materials due to the rationale of optimum cutting conditions and application of lubricating-cooling technological environments
the Main objectives of the research:
the Object of study – the process of processing machinery parts fine turning with the use of LCTE.
the Subject of the study – technological parameters of processing fine grinding with the use of LCTE – cutting temperature, the parameters of the surface roughness, machining performance.
the Principal provisions of the master's work:
the Author defends a comprehensive approach to ensuring high-performance processing machinery parts fine turning tools from STM with the use of LCTE.
Scientific novelty of the results is:
Practical the significance of the obtained results:
the Main regularities of the process of cutting with a fine turning of hardened steel (HRC 60–62), describing the dependence of the resistance of the cutting tool T of the machining temperature Θ and the surface roughness Ra of the cutting speed V, feed S and depth of cut t is expressed as follows [1]:

where KM – coefficient taking into account the properties of the processed materials (KM = l for steel R6M5, KM = l, for 1 steel R18, KM = 0.4 for steel 40X).
In the optimization of cutting conditions on the criterion of maximum productivity objective function is expressed as follows: n × S > max. The main constraints in thin turning – in features of the cutting tool, the cutting temperature, the surface roughness and kinematic. As a result of linearization of the objective function and constraints of the mathematical model of the cutting process is expressed by a system of linear inequalities (X1 = ln n; X2 = ln S):
where D is the diameter of the handle, CV, KV, xv, yv, m – coefficients and the indicators characterizing the degree of influence of the depth t, filing S, resistance T on the cutting speed V;, xt, yt, nt – coefficient and the indicators characterizing the degree of influence of the depth t, the flow velocity V S and the cutting temperature; CR, x r,yr, n r ratio and indicators characterizing the degree of influence of the depth t, filing S, radius tool r on the machined surface roughness Ra, nmin, nmax, Smin, Smax is the maximum allowable speed range and feeds on the machine.
as a result of solving the system of linear inequalities (2) was found to be optimal due to the SA1 and the cutting speed VA1:

where Θ is the boundary value of the machining temperature, indicating the necessity of considering temperature constraints:
us the optimum feed SA1and the cutting speed VA1:

To ensure minimum cost as the criterion of optimality is accepted, the variable part of the cost of processing, depending on the cutting conditions:

where A is the cost of slankamenac; Andand is the price of one of the tool T; to – the main treatment time; tc is the tool change time.
When determining the optimal values of cutting speed and feed with a given depth of cut t in terms of single–pass processing, taking into account temperature constraints the objective function is expressed as follows [6]:

the Limit surface optimization of thin turning using IHP is represented in the form:

Optimal flow SO2 and the cutting speed VO2 are determined by solving the system of linear equations:
as a result of solving the system of linear equations (8) was found to be optimal due to the SO2 and the cutting speed VO2:


In the result of comparative analysis of the dependency of optimal feed rates and cutting speeds on the processing conditions defined by various criteria – maximum performance (3) and minimum cost (11) is installed:
the Coefficient of excess:

Calculation of optimum cutting conditions for maximum performance and minimum cost fine turning of hardened steels with specified earlier parameters of cutting process (1) performed for the following conditions:
of
the incisors of the CBN is the main angle φ = 35°, the auxiliary angle φ1 = 15°, front corner γ = -10°, rear angle α = 15°, radius, σ = 0.8 mm; depth of cut t = 0.5 mm; surface roughness Ra = 1.25 mm; the cost of slankamenac A = kop/min; the cost of 1 of the tool Andand = 500 COP/period; tool change time tc = 5 min).
the Optimal cutting conditions with regard to temperature limitations: So = 0.1 mm/Rev; VOh = 64.4 m/min Optimal cutting speeds without regard to temperature limitations on the criterion of maximum productivity – VA1 = 88.2 m/min; according to the criterion of minimum cost, – VO2 = 81.6 m/min. Cutting temperatures for these velocities are respectively Θ1 = 852 °C, Θ2 = 839 °C.
account the temperature limits leads to a decrease in the optimal cutting conditions, and, therefore, decrease performance and increase in the cost of processing. Effective way to reduce temperatures in the cutting and removal of thermal limitation is the use of Metalworking environments (LCTE), which in fine turning of hardened steel cutters from superhard tool materials is advisable in the cutting zone in floured condition.
quantification of improving the efficiency of processing fine turning when removing the temperature restrictions may be performed based on the odds improve performance, KP and cost reduction ToC:

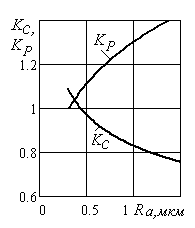
Fig. 1 Dependence the coefficients of reduction of cost and improve the performance of the roughness Ra
Graphs of coefficients of cost reduction T and improve performance, KP depending on the surface roughness Ra, is presented in Fig. 1, allow to quantify the increase in the efficiency of thin turning when removing the temperature limits.
by reducing the requirements of the surface roughness (increasing the parameter Ra) ratio of cost reduction ToC decreases, the ratio of productivity ToP increases, indicating the need to reduce temperature and expediency of the use of LCTE. In the region of small values of the parameter Ra (less than 0.5 mm) ratios To improve performanceP and cost reduction ToC is close to 1 (KP = 1 ToC < 1), which indicates the inappropriateness of temperature reduction.
Schedules of dependence of the optimal values of the filing of the So and the cutting speed VOh from the roughness of the processed surface Ra (Fig. 2) allow you to regulate the optimal modes fine turning for different processing conditions.
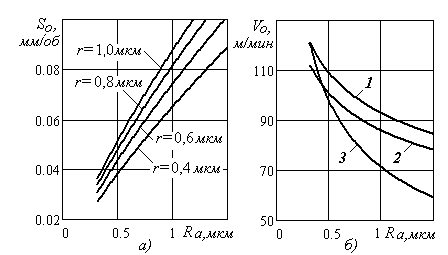
Fig. 2 The influence of the roughness parameter Ra optimal flow So for different corner radii r – a); on optimal different the criteria of cutting speed VOh – b)
Graphs of optimal cutting speeds VOh, not taking into account the temperature limits are presented for different criteria: maximum productivity: 1, minimum-cost – 2.
using the methods of linear and geometric programming carried out optimization of the modes fine turning of hardened steels according to the criteria of maximum productivity and minimum cost, taking into account temperature constraints. Comparative analysis of optimal feeds and speeds, defined by different criteria of optimality. The possibility of improving performance thin turning in 1.4 times, reducing the cost of 1.3 times by removing temperature limitations the Developed method can be used for any types of processing.