
Зміст
- Вступ
- 1. Мета і задачі дослідження
- 2. Характеристика конвеєрного транспорту як об'єкта автоматизації
- 3. Огляд існуючих технічний рішень в області автоматизації конвеєрного транспорту
- 4. Розробка пристрою плавного пуску конвеєра
- Висновки
- Список джерел
Вступ
Одним з основних технологічних процесів гірничого підприємства є транспортування корисних копалин. При цьому головним засобом доставки вугілля до шахтного стовбура залишаються конвеєри. це обумовлено наступними перевагами конвеєрного транспорту по порівняно з локомотивних: безперервність, малі енерговитрати, можливість транспортування гірської маси похилими виробками, мала трудомісткість нарощування конвеєрної лінії, можливість роботи конвеєрної лінії без участі людини. Однак, конвеєрів притаманні і деякі недоліки: часті пориви стрічки, вихід з ладу елементів приводу (редуктор, двигун), небезпека для людей, що пересуваються по конвеєру і т.п. Апаратура автоматизації дозволяє усунути деякі з вищезазначених недоліків, значно знижуючи трудомісткість обслуговування конвеєрної лінії, підвищуючи безпеку, зменшуючи рівень травматизму шахтарів на транспорті, збільшуючи продуктивність транспортної ланцюжка.
До основних вимог, що пред'являються до апаратури автоматизації конвеєрного транспорту, можна віднести наступні: забезпечення оптимального пуску і зупинки приводу, здійснення контролю за станом конвеєра і його елементів, наявність аварійних блокувань і сигналізації, надійність і ефективність виконання перерахованих вище функцій, довговічність роботи апаратури. Виконання цих умов дозволяє знизити час простоїв конвеєрів.
Однією з найбільш поширених причин простоїв конвеєрів є пориви стрічки і несправності елементів приводу. причиною цього є динамічні перевантаження, що виникають під час запуску конвеєра, що зайвий раз підтверджує необхідність оптимізації процесу пуску.
1. Мета і задачі дослідження
Розробити систему автоматизації, яка буде задовольняти вимогам:
- забезпечити плавний пуск стрічкового конвеєра;
- забезпечити контроль наступних технологічних параметрів: швидкість руху стрічки, сходу стрічки, заштибовки і частоту обертання приводного барабана;
- забезпечити автоматичне відключення приводу конвеєра при аварійних режимах;
- забезпечити оперативну зупинку стрічкового конвеєра;
- забезпечити сигналізацію, а саме: подачу попереджувального сигналу перед пуском стрічкового конвеєра.
2. Характеристика конвеєрного транспорту як об'єкта автоматизації
Конвеєрний транспорт - технологічний процес переміщення гірських мас за допомогою конвеєрів на підземних і відкритих розробках родовищ корисних копалин. У широкому сенсі - комплекс, поєднує конвеєри і допоміжне обладнання (наприклад, бункери, живильники і ін.), технічні засоби управління виробництвом робіт, а також технічного обслуговування і ремонту.
Конвеєрні установки завдяки своїм якостям (значна продуктивність, велика довжина транспортування, здатність безперервно пересувати вантажі, придатність автоматизації та дистанційного управління, висока безпека робіт і ін.), є найбільш ефективним засобом переміщення насипних матеріалів на шахтах (рудниках). Вони використовуються не тільки для транспортування насипних вантажів, а й для перевезення людей.
Використання конвеєрних установок на горизонтальних і похилих виробках дозволяє в умовах багатьох шахт Донбасу мати конвейеризацию від забою до околоствольного двору, що в свою чергу забезпечує переклад транспортування вугілля на потік, скорочує кількість обслуговуючого персоналу і створює умови для роботи в режимі ресурсозбереження.
Стрічковий конвеєр складається з наступних основних елементів: власне, конвеєрна стрічка, привід, ставши з роликоопорами, завантажувальний і Натягувальний пристрій. Також на конвеєри встановлюються уловлювачі стрічки, чистячі механізми, механізми для зважування вантажу і т.д.
Стрічковий конвеєр (рисунок 1) умовно можна розбити на три основні частини: головний, середню і хвостову. В якості несучого (Транспортує) і тягового органу застосовуються гумовотканинні стрічки з гладкою поверхнею.
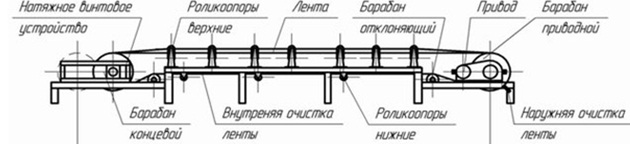
Рисунок 1 – Схема стрічкового конвеєра
В даний час майже всі конвеєрні лінії на шахтах автоматизовані. Розвиток автоматизації шахтних конвеєрних ліній на протягом тривалого періоду визначалося необхідністю зниження трудомісткості управління і підвищення безпеки експлуатації конвеєрного транспорту. У зв'язку з цим широке поширення набуло автоматизоване управління конвеєрною лінією, технічна сутність якого полягає в централізації управління процесами пускаостановкі конвеєрів, а також в забезпеченні автоматичного захисту від розвитку аварії при виникненні аварійних ситуацій.
У робочому режимі транспортування гірничої маси по конвеєрної лінії можливі наступні основні аварійні ситуації:
- завал гірської маси в місцях перевантаження з конвеєра на конвеєр;
- сходу стрічки з роликів конвеєра;
- швидкість стрічки може знижуватися, що нижче 25% від номінальної не допустимо;
- пробуксовка стрічки щодо приводного барабана;
- неприпустимий перегрів приводних барабанів;
- ослаблення натягу стрічки;
- може виникнути відхилення технологічного режиму роботи льон точного конвеєра від паспортного в частині використання його по продуктивності через нерівномірність за величиною і дискретності у часу вантажопотоку. При цьому час роботи на холостому ході може дос Тігана 20 ... 40% часу роботи конвеєра;
- можлива робота електроприводу зі змінним навантаженням, зміни якої досить важко передбачити через випадковий характер вантажопотоку.
3. Обзор существующих технический решений в области автоматизации конвейерного транспорта
Аппаратура «САУКЛ»:
Аппаратура «САУКЛ» предназначена для автоматизации шахтного и рудничного конвейерного транспорта. Многолетний опыт эксплуатации подтвердил высокую надежность, удобство в эксплуатации, функциональную полноту и соответствие всем требованиям безопасности эксплуатации горношахтного оборудования, в том числе на шахтах и рудниках опасных по газу и пыли.
Система автоматизированного управления конвейерными линиями (САУКЛ) предназначена для:
- централизованного автоматизированного управления и контроля работы разветвленными и неразветвленными конвейерными линиями, состоящие из ленточных конвейеров, предназначенных для транспортирования груза и перевозки людей, с числом конвейеров, управляемых через один комплект АПУ и АЛС до 60 единиц, и неограниченным числом маршрутов;
- централизованного или местного автоматизированного управления и контроля работы отдельными конвейерами, входящими или не входящими в состав конвейерной линии;
- телеуправления и контроля состояния сопутствующим вспомогательным оборудованием;
- автоматической регистрации и сохранения информации о работе конвейеров и сопутствующего оборудования, командах управления и настройках, защитных отключениях и блокировках.
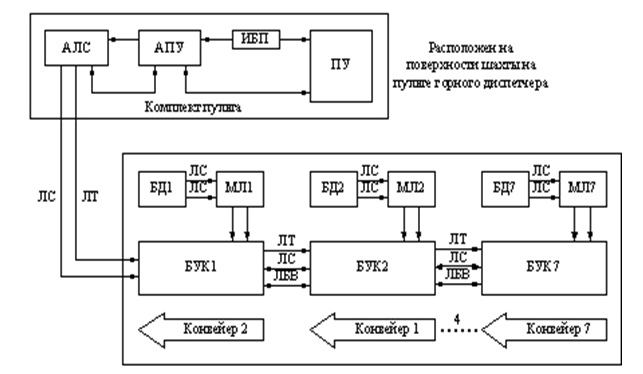
Рисунок 2 – Структурна схема системи САУКЛ
Апаратура АУК-1М:
Комплекс (надалі апаратура) АУК - 1М призначений для автоматизованого управління стаціонарними та напівстаціонарних нерозгалуженими конвеєрними лініями, що складаються з стрічкових і скребкових конвеєрів (із загальною кількістю їх до 10). при застосуванні комплексу АУК - 1М для управління розгалуженими конвеєрними лініями з числом відгалужень до трьох, кожне відгалуження управляється як самостійна нерозгалуженими лінія.
Область застосування:
Апаратура АУК - 1М розрахована на застосування в підземних виробках шахт, небезпечних за газом та пилом, але може також застосовуватися на рудниках, збагачувальних фабриках та інших підприємствах.
Рисунок 3 – Структурна схема апаратури АУК-1М (анімація: 4 кадри, затримка тисячі мс, 29.5 кілобайт)
Комплекс АУК.2М:
Комплекс автоматизованого управління конвеєрами АУК.2М призначений для автоматизованого управління і контролю роботи стаціонарних і напівстаціонарних нерозгалужених конвеєрних ліній з числом конвеєрів до 10, а також для місцевого управління окремим конвеєром, що входять і не входять до складу лінії. комплекс призначений для експлуатації в шахтах, в тому числі небезпечних по газу або пилу, при температурі навколишнього повітря від мінус 10 до 40 ° С відносна вологість до 100% при температурі 35 ° С.
Апаратура АУК-3:
Комплекс автоматизованого управління конвеєрами АУК.3 призначений для автоматизованого управління нерозгалуженими конвеєрними лініями, що складаються з стрічкових і скребкових конвеєрів із загальним числом конвеєрів в лінії до 10 включно, виконавчими органами накопичувальних бункерів, монорейковими канатними дорогами (Вантажними), рейковими канатними напочвенной дорогами (вантажними) і багатоканатними дорогами крісельного типу. комплекс є комплектуючим виробом стрічкового конвеєра (лінії конвеєрів). Комплекс АУК.3 сумісний з комплексом АУК.1М в частині лінії управління і зв'язку. Комплекс розрахований для експлуатації в шахтах, в тому числі небезпечних по газу і / або пилу в кліматичних районах з помірним і холодним кліматом.
Застосування мікропроцесорної техніки особливо ефективно на великих розгалужених конвеєрних лініях з великою кількістю маршрутів і конвеєрів. В цьому випадку мікро-ЕОМ, отримуючи інформацію про продуктивності і швидкості руху очисних комбайнів, може видавати команди на зміну швидкості руху стрічки кожного конвеєра і маршрутів, забезпечуючи рівномірне завантаження потужних магістральних конвеєрів. Разом з апаратурою управління мікро-ЕОМ забезпечить розпізнання причин і місць аварійних ситуацій, своєчасно видаючи інформацію про це диспетчеру шахти.
Одним из основных требований системы управления является плавность пуска конвейера с ограниченным ускорением.
4. Розробка пристрою плавного пуску конвеєра
Пристрій плавного пуску конвеєра дозволяє:
- забезпечити надійну роботу стрічки без пробуксовки і різких поштовхів, шляхом плавної зміни моменту двигуна з певним завданням з мінімального значення до моменту початку руху і збереження постійного динамічного моменту в процесі всього пуску;
- керований плавний пуск без механічних ударів зводить до мінімуму розтягування стрічки, знижується напруга противаги;
- керовану зупинку без механічних ударів;
- плавну зупинку;
- оптимальне виконання плавного пуску конвеєра, навіть в разі різних навантажень в момент пуску, наприклад, пуск навантажених і не навантажених транспортерів;
- збільшення терміну служби механічних деталей і стрічки;
- відсутність необхідності щоденного технічного обслуговування.
Для управління приводами стрічкових конвеєрів, що використовуються для транспортування корисної копалини на вугледобувних підприємствах, все ширше застосовуються систему плавного пуску стрічкових конвеєрів різних виробників. В даний час експлуатуються різні системи плавного запуску як вітчизняного, так і зарубіжного виробництва різних років випуску, які відрізняються принципом побудови і характеристиками, наприклад, вітчизняні апарати АПМ, УКТВ, КУВПП і зарубіжні апарати фірм «Hansen & Reinders», «Elgor & Hansen »,« Hamacher »та інші. Апарати випускаються на різні струми і постійно удосконалюються. Апарати плавного запуску стрічкових конвеєрів типу забезпечують істотне зниження динамічних перевантажень при пуску приводу, що дозволяє знизити натяг стрічки, відпадає також необхідність застосування складних натяжних пристроїв, працюючих в широкому діапазоні змін натяжений стрічки. Крім цього істотно знижуються пускові струми, що благодійно впливає на питання організації системи електропостачання підземних споживачів, до одним з найважливіших з яких відноситься конвеєрний транспорт. Сучасні системи плавного шахтних стрічкових конвеєрів будуються на базі тиристорного регулятора напруги, що обумовлено його відносною простотою, низькими втратами на нагрівання елементів системи управління, а також досить простими способами забезпечення їх роботи спільно з загальномережевого пристроями захисту від витоків струму.
На малюнку 4 наведена функціональна схема системи плавного пуску стрічкового конвеєра для вугільних шахт.
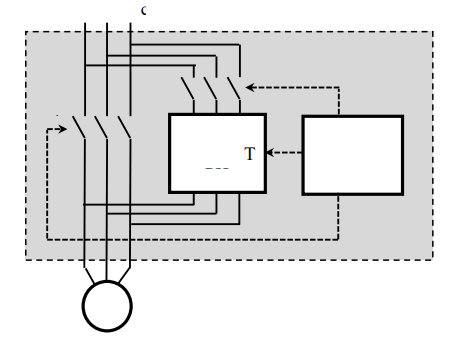
Рисунок 4 – Спрощена функціональна схема
На малюнку представлена ??спрощена функціональна схема пристрою плавного пуску аналогічного УКТВ-2-250, КУВПП, які відрізняються організацією способу шунтування тиристорного регулятора напруги (ТРН) за допомогою шунтирующего контактора К1, при цьому силовий контактор К2 підключається тільки на час розгону електродвигуна (АД) стрічкового конвеєра. Силові контактори К1 і К2, а також тиристорний регулятор напруги (ТРН) управляються за допомогою спеціалізованої системи управління (СУ). перевагою такого рішення є відсутність необхідності тривалої одночасної роботи двох силових контакторів, що призводить зниження потрібної потужності ланцюгів живлення власних потреб, так як силові контактори є найбільш значущими споживачами харчування. Таким чином, значно зменшуються габарити трансформатора, що вкрай важливо з точки зору компонування системи всередині вибухозахищеної оболонки. Слід також відзначити можливість при такій реалізації використовувати контактор К2 кілька меншої потужності ніж основний К1, що пов'язано з нетривалим (до 20 секунд) часом його роботи в режимі запуску в режимі з фактичним обмеженням пускових струмів.
Ефективність функціонування системи плавного пуску стрічкового конвеєра визначається властивостями, можливостями і алгоритмом функціонування системи управління. Дана система управління є комплексної та об'єднує в собі не тільки функції системи управління регулятором напруги, але і систему управління силовими контакторами і комплекс захистів відповідно до вимог до комутаційних апаратів шахтної низьковольтної електричної мережі. До таких систем пред'являються такі специфічні вимоги управління ТРН:
- управління ТРН для забезпечення плавного керованого пуску машини;
- управління гальмівними режимами двигуна.
Слід зазначити, що більшість сучасних систем плавного пуску фактично функціонують як розімкнуті в частині контролю швидкості, хоча, як правило, вони мають можливість підключення відповідних датчиків. У зв'язку з цим управління системою управління ТРН здійснюється фактично з математичної моделі. розробку математичної моделі доцільно вести вважаючи, що стрічка розглядається як абсолютно жорстка.
При пуску конвеєра можливі кілька ситуацій:
- пуск порожнього конвеєра, як це передбачено технологічним процесом;
- пуск повністю завантаженого конвеєра з равномерномерним шаром вантажу на стрічці;
- пуск частково завантаженого конвеєра з рівномірним або нерівномірним ділянкою вантажу на стрічці.
Перший випадок найбільш простий, в цьому випадку погонна маса вантажу при пуску дорівнює нулю, але цей випадок досить рідкісний, так як шахтні конвеєри, незважаючи на рекомендації часто вимикаються без попередньої розвантаження. Третій випадок не настільки поширений і досить складно моделюється. Найбільш важкий випадок пов'язаний з запуском повністю завантаженого конвеєра. В цьому випадку погонна маса вантажу буде максимальної в момент старту, а в міру розвантаження її величина буде зменшуватися аж до нульової величини.
Висновки
В результаті проведених досліджень було проведено аналіз існуючої апаратури автоматизації стрічкового конвеєра.
Дана робота виконана на актуальну на сьогоднішній день тему, оскільки пристрій плавного пуску збільшує термін служби всіх механічних деталей і забезпечує надійну, якісну роботу стрічки без різких поштовхів і пробуксовки, а використання в сучасному микроконтроллере досить потужного обчислювального пристрою з широкими можливостями, побудованого на одній мікросхемі замість цілого набору, значно знижує розміри, енергоспоживання і вартість побудованих на його базі пристроїв.
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: червень 2019 року. Повний текст роботи і матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати.
Список джерел
- Будишевский, В. А. Теоретические основы и расчеты транспорта энергоёмких производств / В. А. Будишевский, А. А. Сулима, Донецк 1999 г.- 216 с.
- Полунин, А. И. Оптимизация систем управления плавного пуска ленточными конвейерами / А. И. Полунин, А. В. Лавшонок // Автоматизация технологических объектов и процессов. Поиск молодых; сборник научных трудов XVI Международной научно-технической конференции аспирантов и студентов, 25-26 мая 2016 г., г. Донецк: в рамках 2-го Международного научного форума "Инновационные перспективы Донбасса". – Донецк: ДОННТУ, 2016. – С. 190–193.
- Полунин, А. И. Алгоритм управления системой плавного пуска ленточными конвейерами / А. И. Полунин, Я.А. Киселева, А. В. Лавшонок // Автоматизация технологических объектов и процессов. Поиск молодых; сборник научных трудов XVII Международной научно-технической конференции аспирантов и студентов, 24-25 мая 2017 г., г. Донецк: в рамках 3-го Международного научного форума "Инновационные перспективы Донбасса". – Донецк: ДОННТУ, 2017. – С. 79–83.
- Правила безопасности в угольных шахтах [Электронный ресурс]: утв. приказом Гос. Комитета горного и тех. надзора ДНР и Мин-вом угля и энергетики ДНР 18.04.2016 г. № 36/208: ввод в действие 17.05.2016. –Донецк, 2016. - Режим доступа: https://doc.minsvyazdnr.ru/docs/2476. – Загл. с экрана.
- Будишевский, В. А. Шахтный транспорт: учебное пособие для вузов / В. А. Будишевский [и др.]; В. А. Будишевский, Н. Д. Мухопад, А. А. Сулима, В. А. Кислун; под ред. Н. Д. Мухопада, В. А. Будишевского. - Донецк: Новый мир, 1997. - 350с.
- Баранников, Н. М. Стационарные установки рудников и шахт: Учебное пособие / Н. М. Баранников; Н. М. Баранников. - Красноярск: Изд-во Краснояр. ун-та, 1985. - 194 с.
- Бедняк, Г. И. Автоматизация производства на угольных шахтах / Г. И. Бедняк [и др.]. - К.: Техника, 1989. –269с
- Справочник по автоматизации шахтного конвейерного транспорта / Н. И. Стадник [и др.]. - Киев: Техника, 1992. –438 с.
- Попович, Г. И. Автоматизация производственных процессов угольных шахт / _Н. Г. Попович, Г. И. Данильчук, В. С. Лисовский, Г. М. Янчук. -К.: Вища школа, 1978. -336с.
- . http://mzsha.inf.ua ЧАО «Научно-производственное предприятие «Макеевский завод шахтной автоматики» (г. Макеевка).de for Virtex-4, Virtex-5, Spartan-3, and Newer CPLD Devices [Электронный ресурс]. – Режим доступа: http://www.xilinx.com/support....