
Реферат по темі випускної роботи
Зміст
- Вступ
- 1. Стан питання та завдання досліджень
- 1.1 Актуальність адитивних технологій для виробництва виробів машинобудування
- 1.2 Особливості та класифікація адитивних технологій для виготовлення об'єктів машинобудування
- 1.3 Види конструкцій пристроїв реалізації адитивних технологій
- 1.4 Цілі та завдання дослідження
- Висновки
- Список джерел
Вступ
Тривимірний друк являє собою спосіб швидкого отримання виробу з цифрової моделі за допомогою накладення шарів і їх подальшого комбінування один з одним. Завдяки чому 3D принтер посідає важливе становище в 21 столітті. Винаходом і розробкою першого тривимірного друку (системи швидкого прототипування) займався доктор Хідео Кодама. Його найбільше творіння нинішнього часу з'явилося на світ у 80-х роках 20 століття.
Існування адитивних технологій почалося, коли Чарльз Галл 1983 року винайшов і сконструював перший у світі 3D принтер із технологією пошарового накладення за допомогою ультрафіолетового випромінювання. Галл дав назву цій технології як стереолітографія.
З того моменту минула досить велика кількість часу і ця сфера отримала величезну всесвітню популярність і вдячність лише на початку 2010-х років, тому в наші дні скоріше кожен другий знає, що таке 3D-друк. Головною особливістю 3D технології насамперед є простота і доступність, що привертає увагу кожного охочого користувача.
1. Стан питання та завдання досліджень
1.1 Актуальність адитивних технологій для виробництва виробів машинобудування
Технології 3D друку являють собою абсолютно інший підхід до створення виробів. У цьому процесі відсутні такі методи механічної обробки як:
1. Точіння;
2. Фрезерування;
3. Фрезерування;
4. тощо.
Адитивні технології мають масу переваг щодо традиційних методів виробництва отримання виробів.
По-перше це швидкість виготовлення. Щоб виготовити деталь складної конструкції на підприємстві витрачаються місяці, коли зі свого боку 3Д технології дають змогу розширити можливості та створити таку саму деталь за певну кількість годин.
По-друге безвідходне виробництво. На виробництві є маси ризиків і невірних розрахунків, виною яким часто є людський фактор, через який у разі невірного виготовлення деталі є браком.
По-третє відсутність швів і зварних з'єднань.
Адитивні технології - це новий погляд на проектування. Постійно йде процес модернізації та поліпшення технологій, особливо таких важливих показників, як: швидкість, точність, якість, міцність, довговічність виробу (рис. 1.1) [1].

Рисунок 1 – Технологічні процеси традиційного та адитивного виробництва
У Росії до недавнього часу ці 3D технології не мали особливої популярності та застосування, проте з кожним днем статистика показує дедалібільше зростання в цьому напрямку. Багато підприємств вже почали в інтенсивному порядку застосовувати адитивні технології в різних галузях промисловості.
1.2 Особливості та класифікація адитивних технологій для виготовлення об'єктів машинобудування
Існує безліч технологій 3D-друку, що розрізняються методом побудови моделі та їхніх модифікацій: екструзійні, дротяні, порошкові, струменеві, ламіновані, полімеризаційні, але ми зупинимося на найважливіших і найпоширеніших.
FDM технологія (Fusion Deposition Modeling - російською як "моделювання методом пошарового наплавлення", розроблена Скоттом Крампом і з'явилася 1989 року, є найпоширенішою та найпопулярнішою методикою створення моделей на 3Д принтері [2]. До конструкції FDM принтера входять такі елементи як [3]:
• екструдер;
• сопло;
• механізми подачі філамента (рис.1.2);
• рабочий стіл (рис.1.3);
• складальні елементи столу;
• напрямні;
• кроковий двигун.
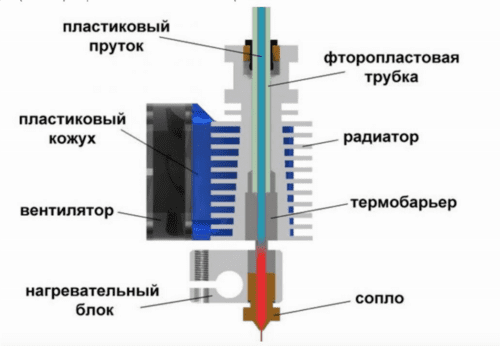
Малюнок 2 – Елементи друкувальної головки
Існують модифікації принтерів, які мають зі свого арсеналу кілька екструдерів, за допомогою яких з'явилася можливість створювати одночасно кілька моделей різного кольору. Даний метод застосовується виключно для виготовлення однієї моделі в масовому виробництві[4].

Рисунок 3 – Робочий стіл принтера
Рисунок 4 – Приклад роботи екструдера FDM
Матеріал друку (філамент) подається в екструдер де відбувається його нагрівання, а в подальшому і плавлення при досягненні певних температурних норм конкретно використовується матеріалу з якого створюється майбутня модель виробу, потім він виходить через сопло на робочий стіл принтера.
Перший розплавлений шар матеріалу видавлюється ниткою і зв'язується з робочою поверхнею столу, після чого фіксується на ньому. Друк відбувається за принципом шарів, починаючи знизу та поступово вгору, в процесі роботи новий шар нагрітого пластику спікається з попереднім і поступово твердне цей процес повторюється шар за шаром до моменту закінчення друку. Для охолодження екструдера та прискорення затвердіння філаменту використовуються кулера (рис1.5), які прикріплюють до екструдера, що дозволяє прискорити процес затвердіння шарів виробу [5].
Малюнок 5 – Кулер охолодження
Переміщення друкуючого модуля екструдера відбувається у напрямках (декартовій) системі координат X, Y, Z, тобто по горизонталі та по вертикалі. Переміщення по осях здійснюються за рахунок крокових двигунів, які задають рух переміщення голівці, що друкує, і робочому столу розташованих на напрямних по заданій траєкторії для створення моделі [6].
Стандартний розмір робочої зони принтера знаходиться в межах 200х200х200 мм, тоді як промисловий має габаритні розміри 1000х1000х1000 мм. Найбільш характерним і відомим дефектом FDM є деформація виробу, особливо при друкуванні ABS-пластиком.
Для створення виробів із виступами необхідно вдаватися до використання підтримки [7].
Також FDM має великий асортимент вибору матеріалів. [8]:
• стандартні пластики - PLA та ABS,
• інженерні - TPU та PETG,
• високоміцні - PEEK.
Розглянемо найважливіші та широко використовувані повсюдно матеріали.
PLA (полілактид) є натуральним продуктом, що виготовляється з молочної кислоти, що видобувається з кукурудзи, цукрових очеретів, картоплі та інших продуктів. Має характерний приємний запах.
Табл. 1.1 - Переваги та недоліки PLA матеріалу
| Переваги | Недоліки |
| Найкращий варіант для швидкісного прототипування; |
Низька точність виготовлення моделі; |
| відсутня усадка після друку; |
Потрібна постобробка; |
| Економічний метод виробництва; |
Неможливість створення навісних конструкцій через відсутність підтримки; |
| Хороша швидкість друку; |
Крихкість; |
| Широкий асортимент матеріалів; |
Низька термостійкість; |
| Добре піддається наступній механічній обробці; |
Не довговічність (термін служби виробу 2 роки); |
| не токсичний; |
Схильний до деформацій під дією сонячного світла; |
ABS (акрилонітрилбутадієнстирол) є синтетичним матеріалом і легко піддається механічній постобробці для створення отворів, шліфування поверхонь, а також хімічній для очищення поверхні від залишкових елементів пластику та згладжування, щоб надати моделі глянсового вигляду.
Маючи дані переваги ABS швидше передбачає використання для друку функціональних та навантажених виробів. Деталь виготовлена з даного філаменту здатна працювати в температурних межах від -40 до +80 градусів, у різних умовах, і має властивість витримувати несприятливі хімічні пари та рідини.
Недоліків у ABS також достатньо, одним з них є те, що це синтетичний матеріал і при плавленні відбувається виділення запаху, що неприємно пахне, не є корисним для користувача принтером.
Щоб уникнути проблем та обминути цю проблему, необхідно вдатися до використання принтера із закритою робочою зоною. При цьому деталь буде остигати набагато повільніше, і значної усадки не буде помітно, але конструкція такого принтера складніша і вартість його вища.
Табл. 1.2 - Переваги та недоліки ABS матеріалу
| Переваги | Недоліки |
| Міцність; |
токсичний; |
| Довговічність; |
Усадка матеріалу; |
| термостійкість; |
Низька стійкість до сонячного світла; |
| Удароміцність; |
|
| Не схильний до хімічного впливу; |
|
| Низька собівартість; |
|
Нейлон – поліамід є одним із найміцніших матеріалів, а й відповідно найдорожчий.
Цей матеріал найкраще підходить для деталей машинобудівного виробництва, таких як: шестерні, шарніри, втулки і т.д.
Особливістю нейлону є висока термостійкість, удароміцність, відмінна гнучкість, також частково відновлює свою форму після зняття навантаження та деформації.
У нейлону є також ряд недоліків, він активно вбирає рідину та вологу з повітря. Потрібно сушіння матеріалу перед кожною печаткою, тому цей матеріал є складним у роботі. Є низка вимог для зберігання.
PET-G (поліетилентерефталат з гліколем) один із найновіших пластиків у сфері 3D друку. Має гладку глянсову поверхню, на відміну від PLA та HIPS. Досить щільний, міцний матеріал, що не вбирає вологу, тому є можливість виготовляти деталі, що працюють у сирих місцях. Не має впливу до ультрафіолету, дуже довговічний, не схильний до розкладання. Простий у пресі.
Табл. 1.3 - Переваги та недоліки PET-G матеріалу
| Переваги | Недоліки |
| Еластичний; |
Деформується під час навантажень; |
| Добре витримує вигин та кручення; |
Потрібне детальне налаштування температури під час друку; |
| Висока зносостійкість; |
Низька стійкість до сонячного світла; |
| Добре працює при поєднанні поверхонь; |
Складне видалення підтримки; |
| Не схильний до хімічного впливу; |
Не піддається різанню через в'язкість; |
| не токсичний; |
|
| Довговічність виробу; |
|
TPU також називається як FLEX - це гнучкий, розтяжний, гумоподібний, дуже еластичний матеріал. Відрізняється своєю величезною міцністю, високою стійкістю до зносу, хімічною та термічною стійкістю та відсутністю токсичності, а також відмінною спекаемістю шарів; Використовується у техніці, машинобудуванні, медицині тощо. TPU має ряд недоліків, практично неможливо пофарбувати, лакувати, також точність друку не краща.
PEEK - органічний полімер поліефірефіркетон. Має чудові механічні властивості, має хімічну стійкість, що не втрачає свої якості при високих температурах.
Даний полімер передбачалося використовувати в основному як стійкий до підвищених температур і міцний ізоляційний матеріал для кабелів, але з часом він показав свої найкращі поєднання, це простоту обробки і стабільність механічних властивостей при досягненні високих температурних порогів.
На сьогоднішній день PEEK замінює метали на виробництві, і його використовують для вирішення різноманітних складних інженерних завдань. У системах зубчастих передач використання шестерень із PEEK знижує знос деталей редуктора, дозволяє працювати з меншою кількістю мастила.
До недоліків можна віднести високу вартість порівняно з іншими матеріалами, запропонованими FDM технологією, а також має особливі вимоги до принтера, такі як високі температури екструдера, платформа для друку, необхідність друку в закритій камері. [9].
SLA – стереолітографія. Принтери даного виду конструкції мають вагому відмінність від пошарового наплавлення. Ця технологія працює зі світлочутливим фотополімером, що змінює свої фізичні властивості під впливом світла. У стереолітографії застосовується лазер за допомогою якого відбувається затвердіння та схоплювання рідкої смоли (рис.1.5). Цей процес названий фотополімеризації. У процесі друку цією технологією можна побачити більш високу роздільну здатність виробів. Крім SLA існує ще кілька видів технології фотополімеризації у ванні – це DLP та LCD 3D – друку смолою. Єдиною відмінністю лише використання різного джерела світла [10].
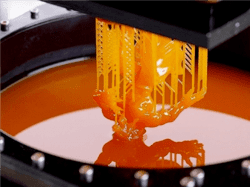
Рисунок 6 – Процес створення виробу у технології SLA
Табл. 1.4 - Переваги та недоліки SLA технології
| Переваги | Недоліки |
| Висока точність; |
Крихкість виробу; |
| Гладка поверхня виробу; |
Мала область друку; |
| Простота керування; |
Низька стійкість до сонячного світла; |
| Висока швидкість друку; |
Потрібна постобробка після застосування підтримок; |
| Великий асортимент матеріалів для друку; |
Не піддається різанню через в'язкість; |
Матеріали, що використовуються для створення виробів[11]:
1. Стандартна смола (має гладку поверхню, але деталь виробляється досить крихкою)
2. Прозора смола (прозорий матеріал, але потрібна постобробка)
3. Литєва смола (застосовується для виготовлення шаблонів прес-форм)
4. Високотемпературна (термостійкість, застосовується для виготовлення ливарних форм під тиском, має високу вартість)
Розмір робочої області друку 145х145х175 мм – для настільних принтерів та 1500х750х500 мм – для промислових, загальна товщина шару 25-100 мкм, підтримки – потрібні завжди [12].
Області застосування:
• Ювелірні вироби,
• охорона здоров'я,
• інженерія,
• стоматологія
• виготовлення моделей для лиття під тиском
SLS – (selective laser sintering) – селективне лазерне спікання. Принтер з даною технологією має резервуар (камеру) на якому встановлений валик, що переміщається горизонтально, вирівнює тонким шаром частинки порошку на поверхні. Створюється виріб пошарово в процесі спікання нижнього готового шару виробу з новим. Платформа переміщається вниз, з кожним кроком побудови нового шару виробу. У кінцевому рахунку виріб виймається з резервуара (рис.1.7) з незадіяним порошком і очищається щіткою від частинок, що залишилися не спеклися, які в подальшому після переробки можна використовувати для подальшого друку [13].
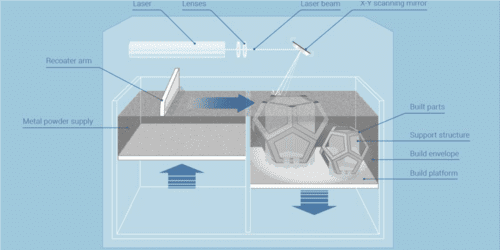
Рисунок 7 – Процес створення виробу на SLS принтері
До переваг можна віднести [14]:
• Можливість виготовлення готових складальних рухомих елементів;
• Виробництво виробів без опорних структур (підтримок). Порошок у якому відбувається створення моделі служить тією самою підтримкою.
• висока точність;
• безвідходність;
• висока міцність;
• чудові механічні властивості;
• Простий в експлуатації;
• Ідеальна деталізація;
• відмінна якість.
SLS застосовується лише у виробничих та промислових сферах діяльності, т.к. мають значно високу собівартість, мають чималі габаритні розміри, а також потребує навченого фахівця для роботи з SLS-принтером.
Головні етапи створення виробів за допомогою адитивних технологій [15]:
• Створення цифрової моделі відбувається у 3D-редакторі (Fusion 360, Kompas, SolidWorks тощо);
• Експорт 3D моделі у формат STL (більшість фотополімерних 3D принтерів працюють із форматом файлів STL);
• Передача STL файлу на принтер (коригування розмірів, положення та орієнтації виробу;
• Підготовка 3D принтера до роботи (відбувається калібрування столу, вибирається товщина шару, налаштовується час друку);
• Друк 3D об'єкта (процес відбувається автоматично).
• Фінішна обробка виробу (деякі деталі можуть вимагати додаткову постобробку);
1.3 Види конструкцій пристроїв реалізації адитивних технологій
Конструкція принтерів виконаних за технологією FDM поділяється на [3]:
• Картезіанські;
• дельта-принтери;
• Полярні 3Д-принтери;
• Роботизовані маніпулятори;
• П'ятиосьові принтери;
Існують такі варіації конструкцій картезіанських 3D принтерів [16]:
1. Платформа (робочий стіл) переміщається по одній горизонтальній осі X або Y, Екструдер рухається другою горизонтальною осі, а також по вертикальній осі Z.
2. Платформа рухається по двох осях, горизонтальній та вертикальній осі Z, екструдер по іншій горизонтальній осі.
3. Платформа не має руху, а екструдер, у свою чергу, переміщається по всіх трьох осях.
4. Платформа переміщається осі Z, вгору і вниз, екструдер переміщається осями X і Y, вперед-назад, вліво-вправо.
5. Платформа переміщається по двох горизонтальних осях X і Y, екструдер рухається лише по осі Z.
Дельта 3D – принтер (рис.1.8). Має значну відмінність від картезіанських виконаних у декартовій звичній для більшості користувачів системі, де є три виміри та три робочі осі. У принтері дельта всі 3 осі одночасно працюють і відповідають за положення друкуючого пристрою в просторі.
Стіл у принтера дещо відрізняється від картезіанського тим, що абсолютно нерухомий, практично завжди виконаний у круглій формі.
Друкувальна головка має бути максимально легкою, мати незначні габаритні розміри та масу, т.к. від цього залежатиме швидкість побудови моделі та точність.
Швидкість роботи дельти перевищує показники всіх відомих на даний час принтерів FDM.

Малюнок 8 – Дельта 3D принтер
Переваги [9]:
• Найвища швидкість друку моделей;
• Хороша якість залежить в основному від жорсткості самої конструкції;
Недоліки:
• Важко відрегулювати та налаштувати нульове положення;
• Складна конструкція;
• На бюджетних пристроях якість друку знижується від центру до країв
Полярні 3D – принтери (рис.1.9). Відмінність від декартових у тому, що стіл не переміщається у різних напрямках, а обертається навколо своєї осі. Якість друку від центру столу до країв виробу знижується.
Цей принтер призначений більше для деталей типу тіл обертання, різних циліндричних, сферичних поверхонь;
Другий варіант конструкції полярного принтера. Принтер встановлений в центр кола, де в свою чергу відбувається друк об'єкта за допомогою обертання руки екструдера навколо своєї осі. Даний тип конструкції 3D принтера використовується в основному у будівельній промисловості [16].

Рисунок 9 – Зовнішній вигляд 3D принтер з полярною системою
Роботи маніпулятори – промислові пристрої, основне завдання яких є здійснення заміни дії людської ручної роботи (рис.1.10). У промисловості ці принтери-маніпулятори досить багатофункціональні, мають широкий спектр робіт і досягають відмінної точності друку.
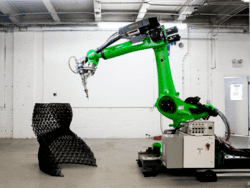
Рисунок 10 – Зовнішній вигляд роботизованого маніпулятора
Дані маніпулятори поділяються на[17]:
1) Мобільні (мають можливість переміщення по виробничому цеху та виконувати роботу в будь-якій точці).
2) Стаціонарні (використовуються переважно для вантажопідйомних робіт, мають досить широкий радіус дії).
3) Горизонтальні (застосовуються обслуговування кількох ділянок одноразово).
П'ятиосьові принтери (рис.1.11). Завдяки новим додатковим осям, з'явилася можливість переміщати модель в процесі друку, що служить великою перевагою в інженерній промисловості.
Даний принтер має можливість друкувати елементи збоку деталі, методом поворотів та нахилів, що дозволяє відмовитися від величезної кількості підтримуючих структур. [18].
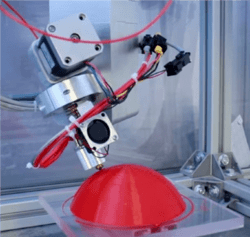
Рисунок 11 – Зовнішній вигляд п'ятиосьового принтера
На відміну від FDM технології, фотополімерні SLA принтери використовують у роботі УФ-випромінювання. Працюють завжди в закритому середовищі, із захисним кожухом із затіненого скла, що не дає проходити УФ-випромінювання назовні.
Процес друку за технологією SLA [12]:
1) У ємність із рідким фотополімером поміщається платформа, на рівні висоти від поверхні матеріалу.
2) УФ-лазер за встановленою програмою заперечує необхідні ділянки фотополімеру. Формування виробу відбувається за допомогою лазерного променя, який за допомогою набору дзеркал.
3) Після створення шару, платформа переміщається на безпечну відстань, де відбувається перемішування смоли всередині ванни за допомогою лапки-перемішувача. Цей процес триває доти, доки не буде отримано готовий виріб.
4) Потім після закінчення процесу створення виробу, необхідна додаткова постобробка УФ лампою, т.к. деталь не досягла потрібного затвердіння. У цьому процесі деталь у результаті набуває високих механічних і термічних якостей.
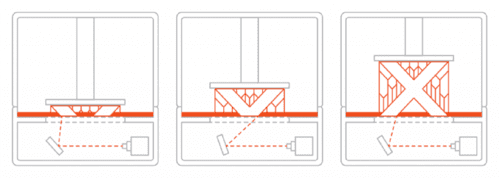
Рисунок 12 – Процес SLA друку
Елементи конструкції принтера представлені на рис.1.13
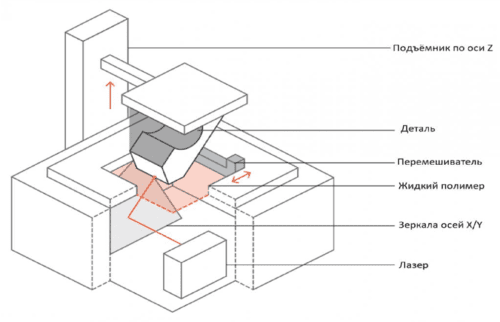
Рисунок 13 – Елементи конструкції принтера
Висота шару друку SLA має діапазон від 25 до 100 мкм.
Для більшості виробів висота шару 100 мкм є прийнятною.
Важливим параметром також є розмір платформи. В основному залежить від типу принтера [12].
За конструкцією SLA принтери поділяються на два типи:
• орієнтація зверху донизу;
• орієнтація знизу нагору;
Орієнтація зверху вниз є те, що резервуар зі смолою розташований нижче платформи, а робоча платформа розташовується над ним (рис.1.14)
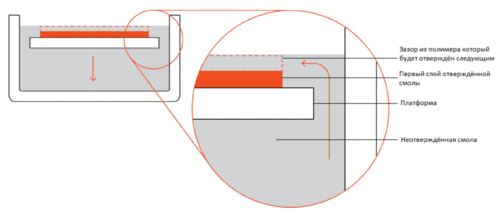
Рисунок 14 – Схема SLA принтера з орієнтацією зверху донизу
Переваги:
• нижча вартість
• Широка доступність на ринку
Недоліки:
• Мінімальний розмір платформи
• Менший асортимент матеріалів
• Вимагає додаткової постобробки через широке використання підтримки
Схема з розташуванням знизу нагору, має вигляд коли резервуар зі смолою розміщується над джерелом світла, деталь будується нагору ногами (рис.1.15) [12].
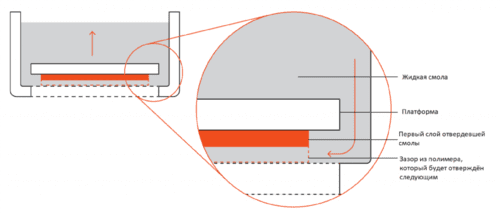
Рисунок 15 – Схема SLA принтера з орієнтацією знизу нагору
Переваги:
1) Швидший час друку
2) Дуже великий розмір платформи
Недоліки:
1) Зміна матеріалу передбачає випорожнення всього бака
2) Потрібен кваліфікований спеціаліст-оператор
3) Висока вартість
Виготовлення виробів методом SLS є процесом, який виглядає наступним чином (рис.1.16):
1) Камера в якій розташовується порошок, нагрівається разом з усією областю друку і досягає температурних норм нижче за плавлення полімеру. Потім лезо або валик тонким шаром розподіляє порошок по всій робочій площі платформи.
2) Лазер виконує функцію сканування контуру наступного шару, після чого вибірково здійснює спікання частинок порошку.
3) По завершенню спікання шарів, робоча платформа переміщається вниз, а лезо своєю чергою повторює процес покриття поверхні порошком. Весь цей процес відбувається знову, доки виріб не буде виконано.
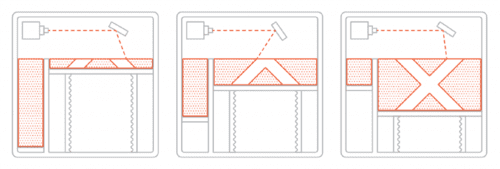
Рисунок 16 – Процес виготовлення виробів методом SLS
По закінченні друку виріб розташовується в не порушеному (не спеченому) порошку, тому потрібно дати йому охолонути, перш ніж діставати з камери. [19].
Елементи конструкції принтера представлені на (рис.1.17)
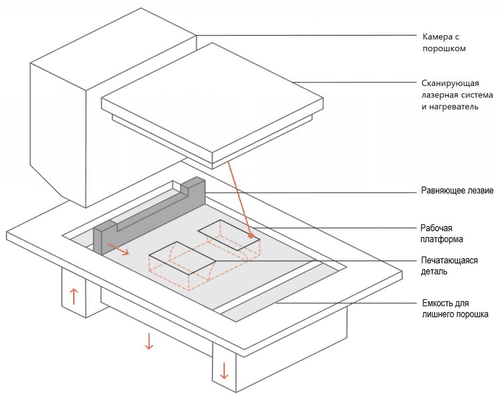
Рисунок 17 – Елементи конструкції SLS принтера
Висота шару сягає 100-120 мкм. Є також варіанти принтерів, які дозволяють виробляти вироби товщиною шару в межах від 50 до 150 мкм.
Найважливішим і мабуть найголовнішим перевагою даної технології і те, що виготовлення деталі не потрібно наявність підтримок, т.к. вона знаходиться в резервуарі наповненого порошком, який у свою чергу і служить тією самою підтримкою. Це дозволяє друкувати деталі будь-якої геометричної форми.
При використанні технології SLS характеристики міцності спікання шарів досягають чудових показників [20].
Табл. 1.5 - Підсумкове порівняння технологій 3D друку
| Пошарове наплавлення (FDM) | Стереолітографія (SLA) | Селективне лазерне спікання (SLS) | |
| Переваги |
Висока швидкість, дешеві вироби та матеріали |
Відмінна ціна, Висока точність, Гладка поверхня виробу |
Міцні функціональні деталі, Вільний дизайн, Не потрібна наявність підтримуючих структур |
| Недоліки |
Низькі показники точності, Невисока деталізація, Дизайнерські обмеження |
Обмежений простір моделювання, Чутливість до тривалої УФ-дії |
Дороге обладнання, Груба поверхня, Обмежений вибором матеріалу |
| Використання |
Недороге, швидке прототипування |
Функціональне прототипування, Стоматологічні застосування, Прототипування та формування прикрас |
Функціональне прототипування Короткострокове, проміжне, замовлення виробництва |
| Вартість |
Настільні принтери середнього класу – від $2000, промислові системи – від $20 000 |
Професійні настільні принтери – від $2000, великомасштабні промислові системи – від $80 000 |
Промислові принтери – від $100000 |
1.4 Цілі та завдання дослідження
Метою магістерської дисертації є підвищення точності 3D друку Дельта-принтера FDM методом дослідження параметрів та синтезу конструкції. Для вирішення поставленої мети передбачається вирішення наступних завдань:
• Кінематична структура конструкції 3D принтера
• Види та особливості кінематичних структур 3D принтера
• Класифікація паралельних структур конструкції 3D принтерів
• Вибір та опис структурної схеми паралельного механізму 3-PUU
• Вирішення прямої задачі кінематики для структури 3-PUU
• Вибір робочого органу 3D принтера
• Дослідження видів та класифікація робочих органів 3D принтерів
• Розробка схеми конструкції робочого органу
• Проектування рухомої платформи принтера
• Розрахунок на точність та міцність вузлів робочого органу
• Технологічна підготовка виробництва принтера для 3D друку
• Вихідні дані для розробки технології виготовлення об'єкта виробництва
• Вибір типової деталі
• Розробка маршруту виготовлення деталі
• Проектування операційного технологічного процесу виготовлення деталі у САПР ТП
Висновки
Вивчаючи питання адитивних технологій можна дійти висновку, що, 3Д друк стрімко набирає зростання і дані технології хоч і володіючи величезною кількістю переваг, мають також ряд недоліків, які вимагають детального вивчення та аналізу для їх вирішення. Що стосується FDM, то в даній технології здебільшого необхідно вдосконалити якість друку та досягти показників, що дозволяють використовувати цю технологію в машинобудівному виробництві.
Список джерел
- Ринок технологій 3D-друку в Росії та світі: перспективи впровадження адитивних технологій у виробництво [Электронный ресурс]. - Режим доступу:https://additiv-tech.ru/publications/rynok-tehnologiy-3d-pechati-v-rossii-i-mire-perspektivy-vnedreniya-additivnyh
- FDM друк (метод пошарового напилення) FDM принтер: технологія 3d друку [Электронный ресурс]. — Режим доступу: https://vektorus.ru/blog/obzory/tehnologii-3d-pechati-fdm.html
- Конструкція FDM-принтерів [Электронный ресурс]. — Режим доступу: https://www.ixbt.com/printer/3d/3d_fdm.shtml
- Подвійний екструдер Creality Ender 3 - всі ваші найкращі варіанти (& Pro/V2) - 3D Industry [Электронный ресурс]. - Режим доступу:https://3dindustry.ru/3d-printery/dvojnoj-ekstruder-creality-ender-3-vse-vashi-luchshie-varianty-pro-v2.html
- Екструдер пластику для 3D принтера, принцип роботи, пристрій, різновиди - 3Dradar [Электронный ресурс]. — Режим доступу: https://3dradar.ru/post/48016/
- Влаштування 3D принтерів, типи кінематики. Відмінність дельта 3D принтера від декартового - 3Dradar [Электронный ресурс]. — Режим доступу: https://3dradar.ru/post/47812/
- Оптимальний розмір друку [Электронный ресурс]. - Режим доступу:https://3dtoday.ru/questions/optimalnyy-razmer-oblasti-pechati
- FDM технології. Як це працює [Электронный ресурс]. - Режим доступу: https://3dtool.ru/stati/fdm-tekhnologiya-kak-eto-rabotaet/
- Оглядовий путівник за матеріалами для друку FDM 3D [Электронный ресурс].— Режим доступу: https://cvetmir3d.ru/blog/3d-obzory/3d-svyazuyushchaya-nit-obzornyy-putevoditel-po-materialam-dlya-fdm-3d-pechati/
- 3D-друк DLP LCD SLA фотополімерний — посібник зі стереолітографії [Электронный ресурс]. — Режим доступу: https://3dpt.ru/blogs/support/sla
- Види смол для фотополімерного 3D принтера, характеристики, застосування [Электронный ресурс]. — Режим доступу:https://cvetmir3d.ru/blog/3d-obzory/obzor-fotopolimernykh-smol-2021/
- Технологія SLA. Як працює 3D друк SLA [Электронный ресурс]. — Режим доступу: https://3dtool.ru/stati/sla-tekhnologiya-kak-rabotaet-3d-pechat-sla/
- SLS друк поліамідом Селективне спікання лазера - технологія SLS принтера [Электронный ресурс]. — Режим доступу: https://vektorus.ru/blog/tehnologija-sls.html
- Особливості та переваги SLS-технології [Электронный ресурс]. — Режим доступу: https://blog.iqb.ru/sls-technology/
- Адитивна технологія: що і застосовується | РБК Тренди [Электронный ресурс]. - Режим доступу: https://trends.rbc.ru/trends/futurology/6284222d9a79472c8b9a67bc
- Кінематика 3d принтера: найкращі види, типи механіки corexy [Электронный ресурс]. — Режим доступу: https://top3dshop.ru/blog/types-of-fdm-3d-printer.html
- 3D-принтери Delta: плюси та мінуси дельта-ботів у 3D-друку [Электронный ресурс]. — Режим доступу: https://top3dshop.ru/blog/delta-3d-printery-plusy-i-minusy.html
- Технологія друку на 5D принтері [Электронный ресурс]. — Режим доступу: https://rec3d.ru/rec-wiki/5d-printery-opisanie-vozmozhnosti-vidy/
- SLS технологія 3d друку: селективне лазерне спікання [Электронный ресурс]. — Режим доступу: https://top3dshop.ru/blog/sls-3d-printing.html
- Технології 3D друку: FDM, SLA, DLP(LCD), SLS, DMLS, SLM принцип роботи 3D принтерів - 3DRadar [Электронный ресурс]. — Режим доступу: https://3dradar.ru/post/45940/