
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования, планируемые результаты
- 3. Летучая пила
- 3.1 Принцип работы Летучей пилы
- 4. Предложение по модернизации
- Выводы
- Список источников
Введение
Рисунок 1 – Принцип работы гидравлического усилителя с выходным звеном в виде двухштокового гидроцилиндра
Трубы диаметром от 6 до 660 мм производят на непрерывных трубоэлектросварочных агрегатах (ТЭСА). Основные технологические операции при производстве труб электросваркой — формовка трубной заготовки, сварка и калибровка (редуцирование) сваренной трубы. Эти технологические операции объединены в один цикл и проводятся непрерывно.
Существуют различные варианты исполнения труборезных станков трубосварных станов. В одних случаях - трубопрокат подается на режущий инструмент, в других - режущий инструмент подается на трубопрокат для совершения реза. Как режущий инструмент используют дисковые пилы, так как при использовании ножниц или гильотин, после реза концы труб остаются изогнутыми. Правка концов труб затруднена, поэтому в трубоотделке эти концы отрезают, то есть использование пилы, кроме чистого реза, также помогает сократить потери металла и повысить качество изделий.
Непрерывно движущийся труборезный станок называют «летучим», так как он позволяет осуществлять рез без остановки трубопроката. Летучие станки различаются приводом продольного перемещения каретки, на которой установлен режущий инструмент. Привод зачастую состоит из электродвигателя, который может быть связан с кареткой при помощи зубчатого колеса и зубчатой рейки, или посредством винтовой передачи, осуществляя продольное перемещение каретки. Однако данные виды передач обладают рядом недостатков.
1. Актуальность темы
Наряду с угледобычей и черной металлургией, важной отраслью является металлургическое производство, а в частности производство горячекатаных труб. Одной из главных проблем на любом производстве является непрерывность производства, повышение КПД станков, сокращение числа технологических операций и как следствие сокращение издержек при производстве. При производстве горячекатаных труб применяют трубосварные станы со станками для порезки труб на равные участки различной длины. Для обеспечения непрерывности производства труб на трубосварном стане возможна автоматизация труборезного станка. [7]
2. Цель и задачи исследования, планируемые результаты
Целью данной работы является усовершенствование привода отрезного станка трубосварочного стана путем применения объемного гидравлического привода. Так как они обладают рядом преимуществ по сравнению с другими видами передач:
• высоким развиваемым усилием при малых габаритах;
• простотой регулирования скорости и усилия;
• плавным и бесшумным ходом;
• ограничение максимальной нагрузки на привод, обеспечиваемое предохранительными клапанами;
• возможностью регулировки положения штока;
• возможностью выбора максимальной нагрузки поршня;
• простотой монтажа и подключения;
• долговечность.
Задачи работы.:
- Исследование текущих вариантов исполнения труборезных станков трубосварных станов..
- Описание и оценка нового принципа работы.
- Формулирование математической модели.
- Оценка качества нового подхода расчёта, формулирование рекомендаций.
Объект исследования: Объемный гидропривод, как средство, для перемещения отрезного станка.
Предмет исследования: метод автоматизации необходимых расчётов для актуализации работы под текущие возможности и требования.
В рамках магистерской работы планируется получение актуальных знаний по следующим вопросам.
- Получение программного обеспечения для упрощения расчетных мероприятий.
- Определение применимости данного подхода к реальным задачам.
- Возможности модификации текущих систем.
- Возможности точной оценки полученных результатов.
В экспериментальной части магистерской работы планируется использование программных методов расчета рациональных параметров системы гидропривода отрезного станка трубосварного стана.
3. Летучая пила.
Летучая пила - непрерывно движущийся труборезный станок, позволяет осуществлять рез без остановки трубопроката. Летучие станки различаются приводом продольного перемещения каретки, на которой установлен режущий инструмент. Привод зачастую состоит из электродвигателя, который может быть связан с кареткой при помощи зубчатого колеса и зубчатой рейки, или посредством винтовой передачи, осуществляя продольное перемещение каретки. [9]
3.1 Принцип работы Летучей пилы.
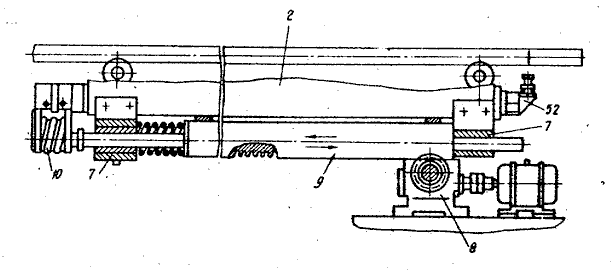
Рисунок 3.1 – Привод продольного перемещения
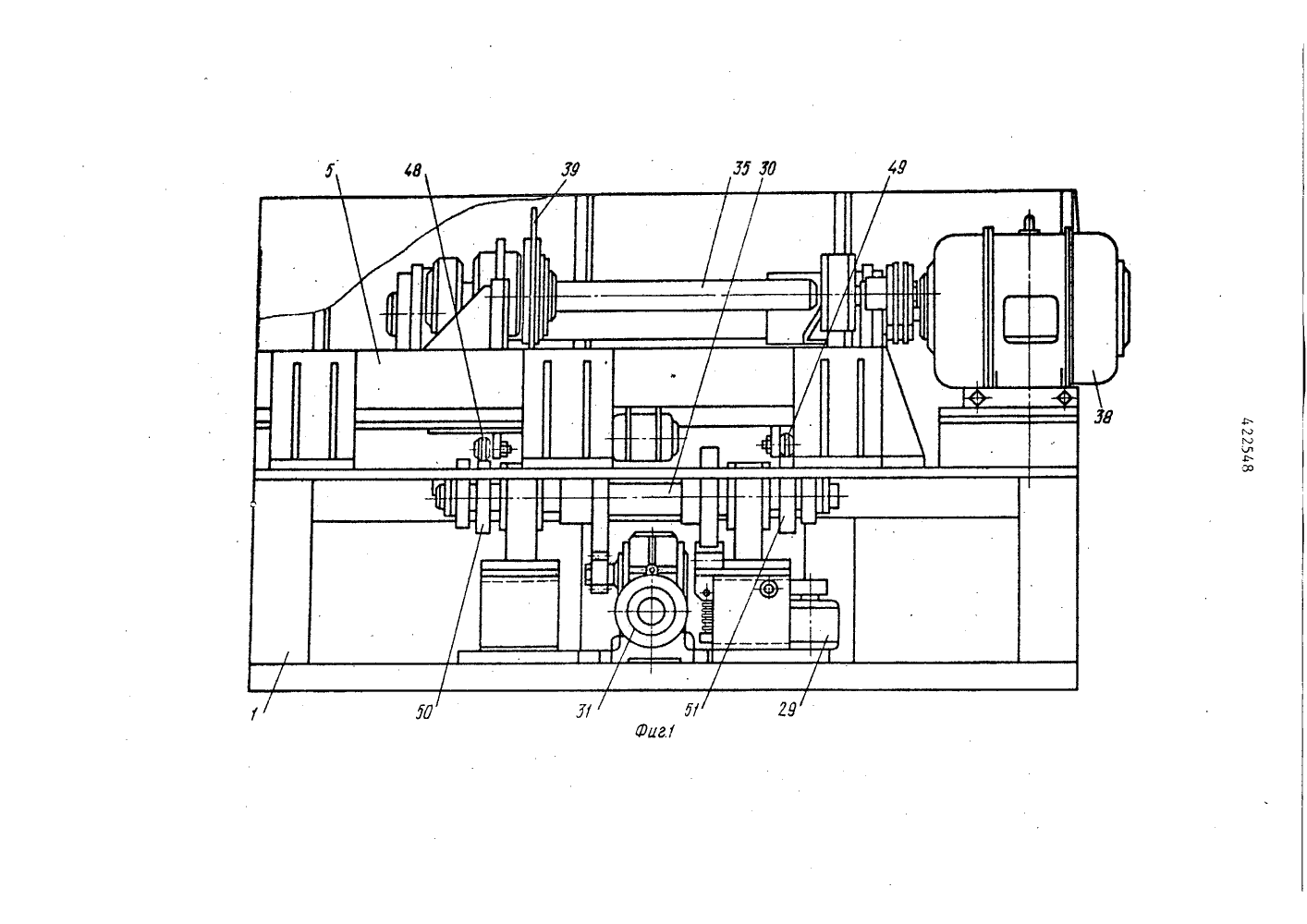
Рисунок 3.2 – Общий вид летучей пилы
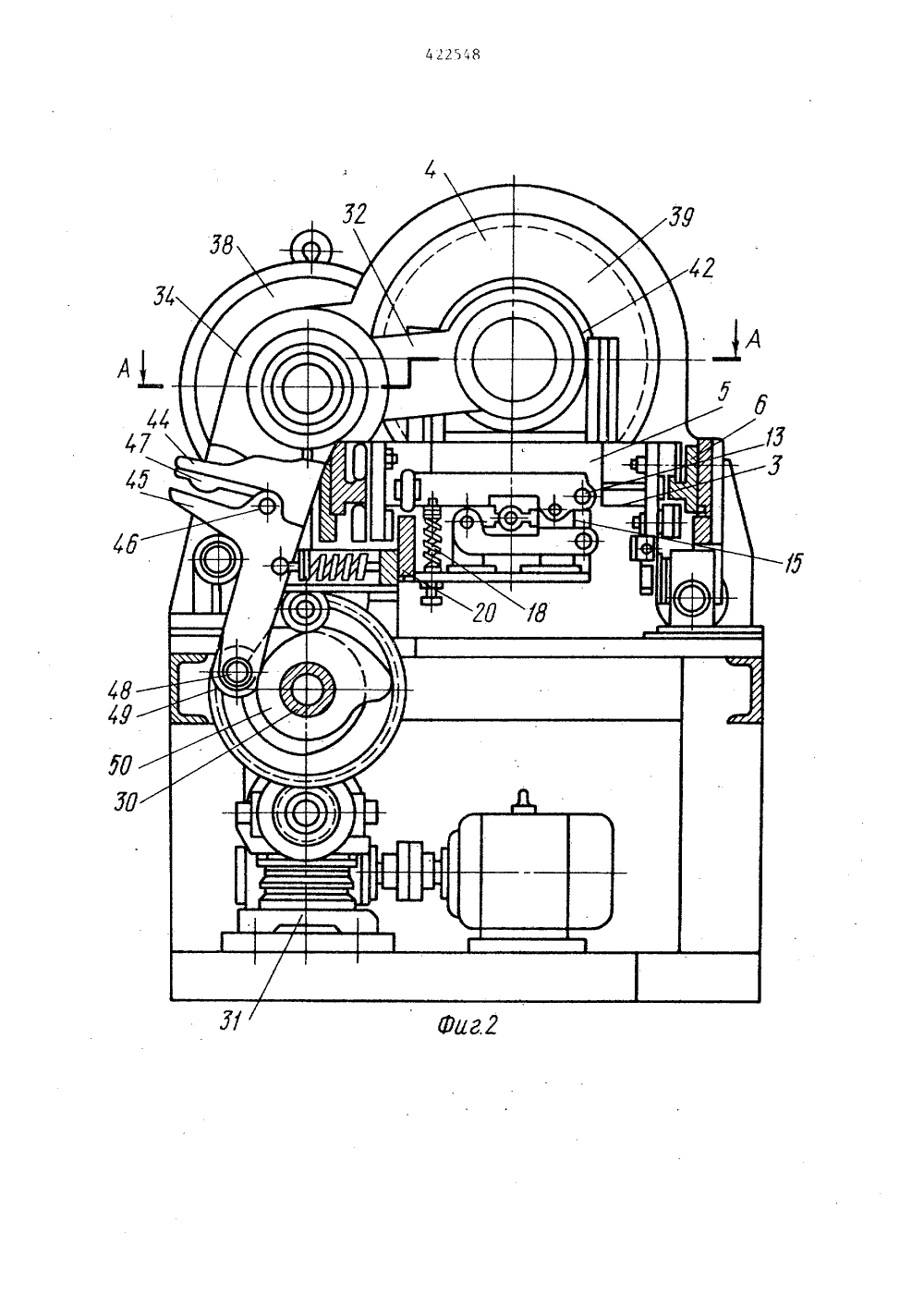
Рисунок 3.3 – Общий вид летучей пилы сбоку
Пила работает следующим образом.
Труба подается в рабочую зону летучей пилы. Фотодатчик 53 фиксирует стык труб и дает команду на включение привода 8 каретки 5. Каретка, перемещаясь с большей скоростью, чем изделие, догоняет стык и при совмещении фрезы и стыка включается пневмопривод 29, который выводит ролик 27 из паза диска 28 и одновременно перемещением тяги 25 отводит рычажный упор 24 из-под направляющей планки 20. В результате этого противовес, опускаясь вниз под действием пружины 18, прижимает профилированные губки 11 и 12 к изделию. За счет силы трения между изделием и губками привод 8 каретки приобретает скорость изделия, а поскольку каретка перемещает в своих направляющих стойках 43 корпус 41 с вращающейся в нем плавающей втулкой 40 с закрепленной на ней отрезной фрезой, то и фреза перемещается по валу 35 со скоростью перемещения изделия.
При повороте на 1/2 оборота приводного вала 30 от приводных кулачков 50 и 51 происходит рабочая подача фрезы для резки изделия, а при дальнейшем повороте кулачков фреза входит в исходное положение.
Разъединение каретки с изделием осуществляется кулачком 23, а возврат в исходное положение – роликом 27, который одновременно удерживает направляющую планку 20 в положении, обеспечивающем разжатое состояние зажимов каретки.
При увеличении скорости изделия по отношению к скорости перемещения каретки приводом 8 подпружиненная зубчатая рейка 9, перемещаясь в направляющих 7, входит в катушку 10 индуктивности, изменяя тем самым через цепь усилителей (не показана) напряжение в обмотках возбуждения электропривода до выравнивания скоростей изделия и рейки.
При использовании летучей пилы для резки изделий на мерные длины, размер которых повторяется непрерывно, датчик 52 отключается, а датчик 53 выносится на нужную длину отрезаемых изделий и при прохождении торца изделия включает приводы 8, 29 и 31, обеспечивающие процесс резания изделия и возврат системы в исходное положение.
При использовании пилы для резки изделий по непрерывно изменяющимся размерам привод 29 включается в цепь следящего датчика в функции пути, взаимодействующего с сигналом программного устройства, работающего по способу сравнения сигналов.
4. Предложение по модернизации
С целью повышения надежности и безопасности, осуществления необходимой грузоподъемности и устойчивости к перегрузкам, а также осуществления более плавного, быстрого и точного перемещения каретки, предлагается в качестве привода продольного движения каретки, на которой установлен режущий инструмент, использовать гидравлический цилиндр.
Пила работает следующим образом. Труба 1 подается в рабочую зону летучей пилы. Управляющий сигнал подается на пропорциональный гидрораспределитель, который управляет гидроцилиндром продольного перемещения каретки 2. Рабочая жидкость поступает в поршневую полость гидроцилиндра. Шток толкает каретку 3, которая перемещается на роликах 4 по направляющим 5 вдоль линии движения проката. Каретка, перемещаясь с большей скоростью, чем изделие, догоняет предполагаемое место реза и при совмещении скорости пилы и скорости трубы срабатывают зажимные гидроцилиндры 9. За счет силы трения между изделием и зажимами привод каретки приобретает скорость изделия. Гидроцилиндр перемещения дисковой пилы 6 перемещает электродвигатель 7 с дисковой пилой 8 для осуществления реза. После осуществления реза дисковая пила возвращается в исходное положение, происходит разжим изделия и гидроцилиндр продольного перемещения каретки возвращает каретку в исходное положение. Цикл повторяется..
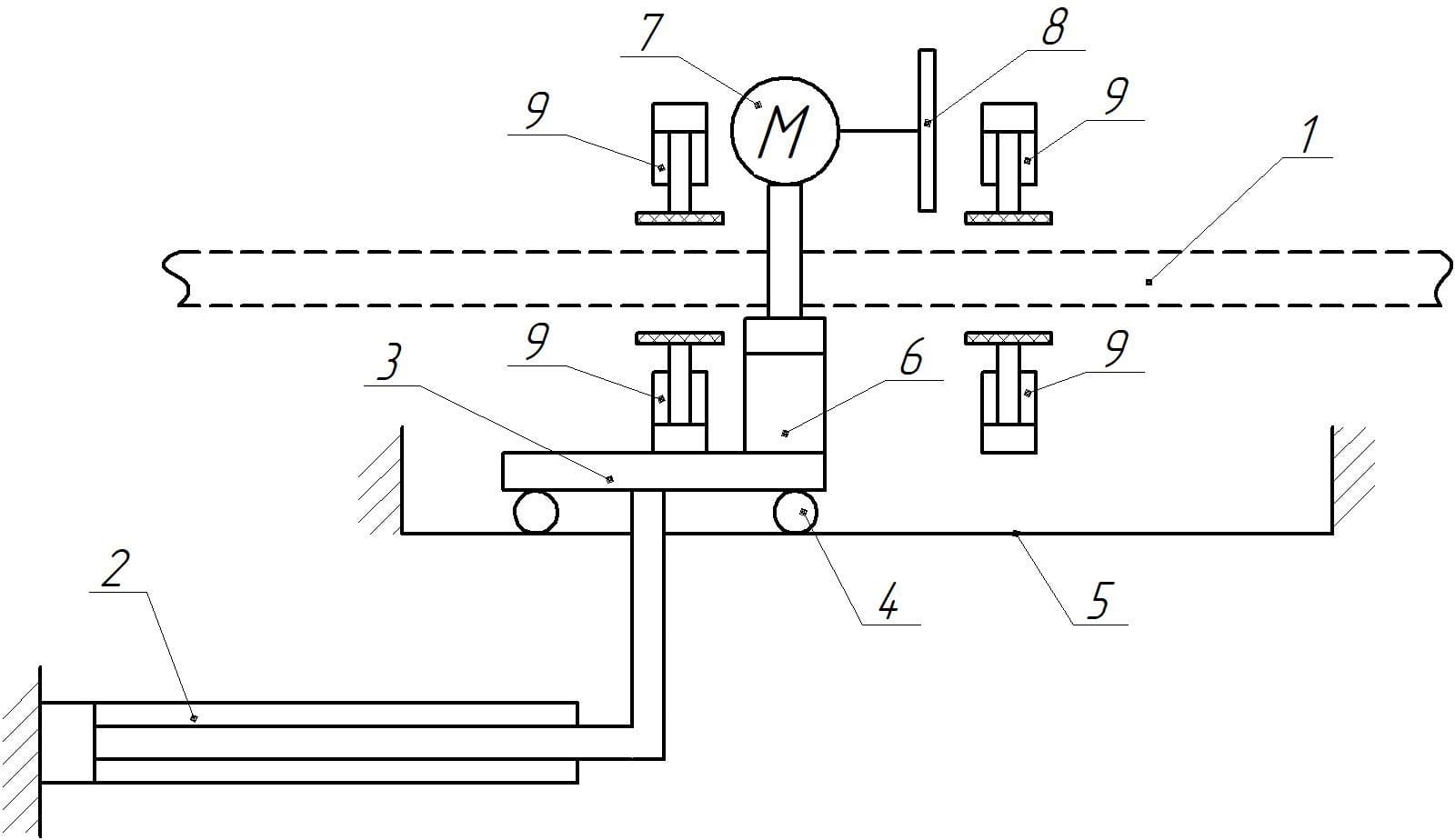
Рисунок 3.1 – Привод продольного перемещения
Выводы
Данная работа направлена на решение научно-технической задачи по модернизации системы привода отрезного станка трубосварного стана и определения рациональных параметров его работы.
Использование предложенного метода приведет к увеличению срока эксплуатации, повышению КПД станка и более рациональному использованию экономических ресурсов.
Основные выводы, научные и практические результаты работы:
- Оценка возможностей гидропривода.
- Определение применимости данного подхода к реальным задачам.
- Возможность модификации текущих трубосварных станов.
При написании данного реферата магистерская работа еще не завершена. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя.
Список источников
- А.В. Стоянов. Патент SU 422548, 1986.
- В.И. Голубев. Силовой регулируемый гидропривод в энергомашиностроении. Учебное пособие по курсу «Объемный гидропривод». Москва, 1989 г., - 107 с.
- Свешников В. К. Станочные гидроприводы: Справочник – 6-е изд. перераб. и доп. – СПб.: Политехника, 2015. – 627 с.
- В.К. Свешников, А.А. Усов. Станочные гидроприводы: Справочник. – М.: Машиностроение, 1982. – 464 с.
- Гейер В.Г., Дулин В.С., Заря А.Н. Гидравлика и гидропривод: Учебник для вузов. — 3-е изд., перераб и доп. — М.: Недра, 1991. — 331 с.
- В. М. Яковлев, В. А. Мельников. Методические указания к выполнению курсовой работы по дисциплине «Гидравлический привод и средства автоматики». – Донецк: ДОННТУ, 2018. – 68 с.
- International Metallurgical Research Group - Аналитическое исследование
- Оборудование доменных цехов [Текст]: учеб. пособие / П.Ф. Гахов, А.А. Харитоненко. – Липецк: изд-во Липецкого государственного технического университета. 2014. – 132 с.
- Гидроимпульсные устройства. В.С. Коломиец, Н.С. Сургай, М.П. Сорокопуд, А.Л. Зуйков, В.Е. Лагода / Патент на полезную модель №21305. Украина, 2007г.