Беликов Сергей Геннадьевич Факультет: Механический Специальность: "Металлорежущие станки и инструменты" Тема магистерской работы: "Разработка методики проектирования механизмов автоматизированной замены инструментов". Руководитель работы: доктор технических наук, профессор кафедры "Металлорежущие станки и инструменты" Малышко Иван Александрович.
Актуальностью моей работы является то, что появляется возможность упрощенного выбора оптимальной формы цепного магазина в зависимости от потребностей заказчика, его производственного пространства и удобства.
1.2.Обзор существующих материалов
1.Иванченко Ф.К. Конструкция и расчет подъемно-транспортных машин.-Киев: Вища школа, 1983.-351с. – представленые данные являются необходимой базой для создания новых подъемно-транспортных машин, разработки карт наладок, внедрение прогрессивного металлообрабатывающего оборудования, контрольно-измерительных приборов и т. д., основное внимание обращено на полноту информации, необходимой для разработчиков и проектантов промышленных предприятий и проектно-технологических организаций, вывел основные формулы для расчета подъемно-транспортных машин, в том числе цепных, однако не применил и пересчитал для цепных инструментальных магазинов.
2.Модзелевский А.А., Соловьев А.В., Лонг В.А. Многооперационные станки: Основы проектирования и эксплуатация.-М.: Машиностроение, 1981.-216с. – достаточно широко представлены технические характеристики станков с ЧПУ и многоцелевых станков, которые кроме геометрических параметров обрабатываемых деталей, содержат также и точностные параметры, которые помогут инженеру выбрать необходимое технологическое оборудование для изготовления конкретных деталей, описаны структуры многооперационных станков, однако не указаны и не подтверждены расчетами для какого типа многооперационных станков применяется тот или иной цепной инструментальный магазин.
3.Колка И.А., Кувшинский В.В. Многооперационные станки.-М.: Машиностроение, 1983.-136с. – содержит подробные сведения о технологических процессах, в том числе о процессах с применением инструментов из сверхтвердых материалов и минералокерамики, о технологических методах достижения высокой точности для прецезионных деталей, об особенностях внедрения гибких производственных систем, робототехнических комплексов, станков с ЧПУ и многооперационных станков, станочных приспособлений, вспомогательного инструмента, а также рекомендации по выбору режимов резания и технико-экономической эффективности совершенствования технологии механообрабатывающего производства, дано обоснованное применение инструментальных магазинов, но не указаны расчеты для выбора электродвигателя.
4.Дащенко А.И., Шмелев А.И. Конструкции и наладка агрегатных станков.-М.: "Высш.школа", 1970.-368с. – рассмотрены процессы, влияющие на станок при его эксплуатации и изменении показателей качества станков, даны методы их расчета, исходя из современных взглядов на эту проблему, более подробно приведены динамические расчеты, рассмотрены конструкции и наладка агрегатных станков, но нет взаимосвязи с цепными инструментальными магазинами.
5.Прокопенко В.А., Федотов А.И. Многооперационные станки/Под общ.ред. А.И.Федотова.-Л.: Машиностроение.Ленингр.отделение.1989.-180с. – даны методы силовых и геометрических расчетов механизмов инструментальных магазинов, расчеты на прочность элементов, экономически целесообразную и практическую необходимую точность обработки различных деталей, допуски на изготовление и износ деталей с учетом особенностей технических требований к точности, даны определения основных параметров цепных инструментальных магазинов, однако не рассмотрено применение их к цепным инструментальным магазинам различной конфигурации.
1.3.Перечень решаемых в работе задач
1.Определение длины цепи,которая необходима для размещения на ней необходимого количества инструментов.
2.Определение натяжения цепи на участках.
3.Определение динамических усилий в цепи при пуске.
4.Определение времени пуска цепи магазина.
5.Определение тягового усилия на приводящих звездочках.
6.Определение мощности двигателя.
7.Определение разрушающей нагрузки на цепь.
Научной новизной моей работы является создание упрощенных формул для расчета цепных инструментальных магазинов по сравнению с ранее существовашими громоздкими.
2.Основная часть
2.1.Общие положения
Магазины цепного типа относятся к многоместным. Цепным магазинам можно придавать различную конфигурацию, что делает их компактными и емкими. Емкость цепных магазинов может быть от 40-60 до 120-160 инструментов. Наиболее целесообразно использовать цепные магазины для больших корпусных деталей, которые имеют значительное количество поверхностей, которые необходимо обработать [1].
Анимированная структура автоматической замены инструмента
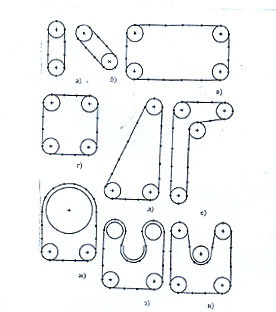
Инструментальные магазины цепного типа с гнездами для инструментов могут быть расположены вертикально (рис. 1, а), горизонтально (рис. 1, б), наклонно (рис. 1, в), прямоугольной формы (рис. 1, г, д), треугольной формы (рис. 1, е), г-образной формы (рис. 1, ж), сложной формы (рис. 1, з, и, к).
Возможность придания цепи свободной конфигурации позволяет обеспечить оптимальное расположение магазина: зоны загрузки магазина - в месте, удобном для оператора или для работы загрузчика инструмента в магазин; зоны перезагрузки инструмента из магазина в шпиндель - в непосредственной близости от шпинделя [9].
Цепные магазины с числом инструментов до 60 могут быть установлены на колонне станка. Но при большом количестве инструментов. Вследствие увеличения массы магазина, их устанавливают на отдельной стойке-ферме. Это требует либо вспомогательных перемещений колонны для замены инструмента и увеличивает время его замены, или требует вспомогательных приспособлений [10].
Рисунок 1-Виды инструментальных цепных магазинов
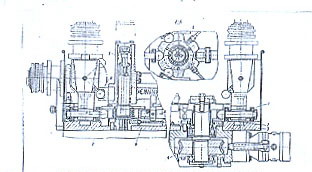
Инструментальный цепной магазин (рис. 2) состоит из цепи 7, ведущей звездочки 1, роликов 4, которые поддерживают цепь червячного редуктора-двигателя, цепи 2, датчика 6 положения цепи. Цепь магазина имеет вид набора чашек-втулок 13, в которых устанавливаются инструментальные оправки. Базирование инструментальных оправок осуществляется по торцу А и выточкам диаметрами Д1 и Д2. Угловое положение оправки в чашке-втулке определяется шпонкой 8. Зацепление ведущей звездочки с чашкой-втулкой происходит по ее внешней поверхности (диаметром Д3). Чашки одна с другой соединены с помощью осей 12, которые установлены на игольчатых подшипниках 14. Подпружиненные защелки 15 предотвращают осевому смещению оправки. Ролик 4 смонтирован на эксцентриковой втулке, поворотом которой осуществляется натяжение цепи. Горизонтальные участки цепи скользят по стальным планкам 5, на которых приклеены фторопластовые пластины [8].
Рисунок 2-Инструментальный цепной магазин
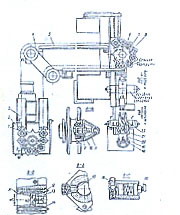
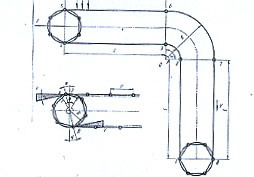
При вертикальном положении инструмента в магазине, ось которого не параллельна оси шпинделя станка в МАЗИ, кроме магазина и автооператора, необходим кантователь. Конструкция цепного инструментального магазина с кантователем показана на рис. 3. Цепь приводится в движение от гидродвигателя через червячную передачу 4. На червячном колесе этой передачи сидит ведущая звездочка. Аналогичная звездочка 5 есть в передней части цепного механизма, где происходит кантование инструмента. В чашках закреплены стержни с шариковыми наконечниками 7, которые входят в паз звездочки.
Рисунок 3-Цепной магазин с кантователем
С помощью стержней проводится в движение цепь от ведущей звездочки. Фиксация звездочки при остановке цепи в момент кантования и смены инструмента происходит с помощью фиксатора 6. Для кантования втулки 3 с инструментом используются стержни 8 с шариковым наконечником. Поворот втулки 3 происходит с помощью гидроцилиндра. Поворот автооператора происходит с помощью двух гидроцилиндров и реечных передач. Поступательное движение автооператора происходит от гидродвигателя[10].
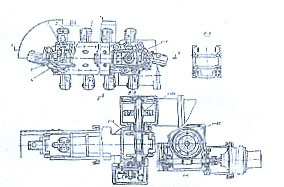
Цепные инструментальные магазины для станков токарного типа отличаются от магазинов для станков сверлильно-расточной группы, что связано со способом крепления инструмента как на станке, так и в магазине.
Инструментальный магазин цепного типа для токарного металлорежущего станка показан на рис. 4. Магазин емкостью на 16 блоков является составной частью МАЗИ станка ТМЦ-200. Цепной магазин получает движение цепи от электродвигателя через червячную передачу и две звездочки Z=60. Каждая чашка цепи имеет ролики 5, которые перемещаются в пазах корпуса. Инструментальный блок 1 устанавливается автооператором так, чтобы Т-образный паз блока одевался на Т-образный выступ. Палец 2 фиксирует блок, на котором есть соответствующие выемки для пальца. Освобождение от фиксирующего пальца осуществляется с помощью гидроцилиндра 4[9].
Рисунок 4-Цепной магазин БВ ТМС-200
Инструментальные гнезда магазина бывают двух типов (в зависимости от способа кодирования гнезда или инструмента). При кодировании гнезда поиск инструмента происходит кратчайшим путем, когда используется датчик, который состоит из четырех индуктивных концевых переключателей. При кодировании инструмента его установка осуществляется в свободное гнездо и происходит перекодирование инструмента[3].
Существуют нормализованные модификации цепных инструментальных магазинов (табл. 1), которые разработаны ЭНИМС[8].
Таблица 1. - Модификации цепных магазинов
Конус
t,мм
S,мм
dнmax,мм
Dнmax,мм
L,мм
m,кг
N40
38,1
76
75
225
400
15
N40
44,45
88
85
250
400
15
N40
38,1
114
110
250
400
15
N40
44,45
133
130
250
400
15
N40
38,1
152
150
250
400
15
N50
50,8
101
100
300
500
30
N50
44,45
133
130
300
500
30
N50
50,8
152
150
300
500
30
N50
44,45
177
170
300
500
30
N50
50,8
203
200
300
500
30
Обозначение: S - шаг гнезд магазина; dи max - максимальный диаметр инструмента, который располагается в магазине, когда соседние гнезда заполнены; Dи max - тоже самое при пустых соседних местах; L - общая длина инструмента с оправкой и хвостовиком; m - масса инструмента.
Использование нормализованных инструментальных магазинов не всегда удовлетворяет проектировщика, так как их вместимость не всегда отвечает критерию оптимальности стоимости станка. В таких случаях прибегают к корректировке технологического процесса обработки деталей с целью уменьшения необходимого количества инструментов, необходимых для его реализации.
Определение основных параметров цепного инструментального магазина построено на основных принципах работы цепных конвейеров [7].
2.2.Методика расчета цепных магазинов
Основным параметром цепного магазина является длина цепи, которая определяется количеством инструментов, и их размеры определяются на стадии разработки технологии обработки деталей на технологическом оборудовании, для которого разрабатывается инструментальный магазин.[1]
Длина цепи, необходимая для размещения на нем необходимого количества инструментов nі определяется:
L=(di+δ),
где dі - диаметр инструмента;
δ - зазор между двумя соседними инструментами, необходимый для манипулирования захватом.
Для уменьшения ошибок позиционирования инструмента, который подлежит замене в цепи, необходимо обеспечить соответствующий зазор .
Инструментальные магазины со сложной формой на каждом участке имеют разную величину натяжения цепи.[2] Величина наименьшего натяжения цепи должна быть не менее Smin=1,3 кН.
Принцип определения натяжения цепи на разных участках рассмотрим на схеме (рис. 5)[3].
Тогда в т. 1 S1 = Smin=1,3 кН.
В т. 2 натяжение цепи:
S2=S1+W1-2=S1+p1·L1·ω,
где р1= Q/d (кН/м) - удельная нагрузка инструмента и цепи на 1 метр его длины;
W1-2 - натяжение цепи на участке 1-2;
ω = 0,06-0,13 - для цепей на катках с подшипниками скольжения;ω= 0,02-0,05 - для цепей на катках с шариковыми подшипниками.
L1=L/4·cosα,
р1=Q/d,
где Q - масса одного инструмента.
На участке 2-3 цепь двигается по радиусу R, что вызывает дополнительное сопротивление.
Натяжение в т. 3 определяется:
S3=S2·e^α·ω,
гдеα - угол, который охватывает участок цепи 2-3.
Натяжение в т. 4 определяется:
S4=S3+W3-4=S3+p1·L1·ω,
Соответственно в т. 5:
S5=S4·k,
где k=1,05...1,1 - коэффициент сопротивления движению цепи на звездочках.
Натяжение в т. 6 определяется:
S4=S5+p1·L1·ω,
Натяжение в т. 7 определяется:
S7=S6·e^α·ω,
Натяжение в т. 8 определяется:
S8=S7+p1·L1·ω,
Работа цепных магазинов характеризуется пульсивными движениями цепи, даже при постоянной скорости движения приводящей звездочки.[4]
Кроме того, при пуске также возникает динамические нагрузки.
Динамические усилия в цепи при пуске:
Sду=mм(D/2)·(Ε/Uр),
гдеΕ - угловое ускорение привода;
D - диаметр звездочки;
Uр - передаточное число редуктора;
mм - масса движущихся элементов магазина.
Угловое ускорение двигателя:
Ε=(Mп.ср-Mс)/Iпр,
где Мп. ср - средний пусковой момент двигателя;
Мс - статический момент, который приведен к двигателю.
Время пуска цепи магазина:
tп=ω/Ε,
При постоянной скорости вращения звездочки скорость зуба на начальной окружности V0=const, а скорость цепи будет изменяться по закону:
V0=V·cosφ=ω·R·cosφ,
гдеφ =ωt - угловое перемещение шарнира цепи;
ω - угловая скорость;
R - радиус звездочки на начальной окружности;
t - время.
Ускорение цепи:
a=dV/dt=(d/dt)·ω·R·cosφ=-ω·R·sinφdφ/dt,
Т.к.dφ/dt=ω ,тоa=-ω^2·R·sinφ.
Ускорение изменяется по синусоидальному закону. Максимальная его величина будет при φ=0...α в точках 1 и 3, нулевая при φ=α/2 в т. 2.
amax=±ω²Rsinα/2,
Т.к.sinα/2=P/2R,то amax=±ω²P/2.
Ускорение изменяется от -amax до +amax во время, когда зуб контактирует со следующим шарниром цепи.
Угловая скорость звездочки:
ω=2Πp/60=2ΠV/z0p,
где zo - количество зубьев звездочки;
p - шаг цепи.
Подставим в формулу:
amax=±2Π²V²/z0²p=±2Π²V²/z0(z0p),
Из формулы видно, что ускорение, а соответственно и динамические нагрузки в цепи пропорциональны квадрату скорости и обратно пропорциональны числу зубьев и диаметру звездочки. Т.к. сила к цепи прикладывается моментально, то возникает удар, тогда динамическая нагрузка в цепи будет равна 4amax.[5]
Если учесть инерционную силу, которая направлена в сторону движения в тот момент, когда цепь двигается замедленно , тогда расчетная динамическая нагрузка на цепь составляет:
Sy=4mпр·amax-mпр·amax=3mпр·amax.
Подставим в формулу Sy значение amax, получим выражение для динамических нагрузок:
Sy=6(ΠV/z0)²L·mпр/p.
Динамические нагрузки распространяются вдоль цепи со скоростью звука:
V=(Eц/ρц)¹½,
где Ец - модуль продольной упругости;
ρц - плотность материала цепи.
ρц=mц/Aц,
где mц - масса 1 м цепи;
Ац - средняя плотность ее сечения.
Подставим значение ρц в формулу V, получим:
V=(C0/mц)¹½,
где C0=EцAц - продольная жесткость цепи.
Для того, чтобы избежать резонансных режимов скорости цепи его скорость не должна быть близкой к величине
V=k1(P/L)(A/g)¹½,
где k1=3000-4000 - коэффициент;
Р/L - отношение шага цепи к длине цепи;
А - площадь сечения пластины цепи.
Тяговое усилие на приводящих звездочках:
F=S8-S1+(k-1)(S1+S8).
Мощность двигателя определим по формуле:
N=k2FV/10³η,
где k2=1,15-1,2 - коэффициент запаса;
η - кпд двигателя.
Разрушающая нагрузка на цепь:
Sp=Smax·ny/kн,
где kн=1 - коэффициент неравномерности нагрузки;
nу=6-7 - запас прочности цепи.
2.3.Примеры расчета цепных магазинов
Произведем расчет цепного магазина г=образного типа (рис. 5), содержащего 60 инструментов, диаметр оправки инструмента di=130 мм и зазор между двумя соседними инструментами δі=10 мм.
Определим длину цепи:
L=(di+δ)=(130+10)60=8400мм=8,4м,
В т. 1 S1 = Smin=1,3 кН.
В т. 2 натяжение цепи:
S2=S1+W1-2=S1+p1·L1·ω,
где р1= Q/d=0,15/0,13=1,15кН/м - удельная нагрузка инструмента i;
Рисунок 5-Цепной магазин г-образного типа
Q=150H=0,15kH;
ω = 0,06-0,13 - для цепей на катках с подшипниками скольжения;ω= 0,02-0,05 - для цепей на катках с шариковыми подшипниками.
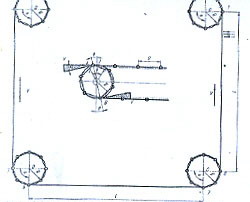
Произведем расчет цепного магазина квадратного типа (рис. 6), содержащего 60 инструментов, диаметр оправки инструмента di=130 мм и зазор между двумя соседними инструментами δі=10 мм.
Определим длину цепи:
L=(di+δ)=(130+10)60=8400мм=8,4м,
В т. 1 S1 = Smin=1,3 кН.
В т. 2 натяжение цепи:
S2=S1+W1-2=S1+p1·L1·ω,
где р1= Q/d=0,15/0,13=1,15кН/м - удельная нагрузка инструмента i;
Рисунок 6-Цепной магазин квадратного типа
Q=150H=0,15kH;
ω = 0,05 - для цепей на катках с подшипниками скольжения.
1.Длина цепи,которая необходима для размещения на ней необходимого количества инструментов L=8,4м
2.Натяжения цепи на разных участках S1=1,3kH, S2=1,47kH, S3=3,06kH, S4=3,23kH, S5=3,55kH, S6=3,72kH, S7=3,88kH, S8=4,05kH.
3.Динамические усилия в цепи при пуске Sду=18,75Нм/с².
4.Время пуска цепи магазина tп=5с.
5.Тяговое усилие на приводящих звездочках F=37,36kH.
6.Мощность двигателя N=0,28кВт.
7.Разрушающая нагрузка на цепь Sр=20,85кН.
3.2.Перспективы дальнейших исследований
Перспективой дальнейших исследований является возможность более точного подбора электродвигателей для привода цепных магазинов,сокращение габаритов привода самого цепного магазина,а таким образом и сокращение затрат на приобретение и дальнейшую их эксплуатацию.
3.3.Литература
1.Иванченко Ф.К. Конструкция и расчет подъемно-транспортных машин.-Киев: Вища школа, 1983.-351с.
2.Модзелевский А.А., Соловьев А.В., Лонг В.А. Многооперационные станки: Основы проектирования и эксплуатация.-М.: Машиностроение, 1981.-216с.



 1.Вводная часть
1.Вводная часть
![[9]](../library/linia.jpeg){kind=link}