| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |
In the present paper the specification statement of a construction of the gadget for a shaving is offered, With its help the implementation of update of a profile of a dent is supposed with the purpose of removal of mounting cocking of wheel axes and cone.
Как показано автором в предыдущей работе [3], погрешность зубчатого зацепления складывается из погрешности межосевого расстояния А. а также погрешностей скрещивания осей Y перекоса ф осей.
В [1] приводится анализ стандартов допусков на зубчатые передачи где, указанные выше погрешности рассматриваются с конструкторской точки зрения и состоят из монтажной погрешности отдельно взятого колеса и монтажной погрешности неподвижного звена.
Монтажная погрешность отдельно взятого зубчатого колеса в сво очередь складывается из монтажного перекоса зубчатого венца колеса fmr монтажного радиального биения зубчатого венца колеса Fmr, которые яв1 ляются следствием несовпадения базовой и рабочей осей колеса. Указан ные погрешности влияют в первую очередь на наибольшую кинематиче скую погрешность, которая складывается из допуска на накопленную по грешность шага Fp и допуска на погрешность профиля:
Fi=Fp+ff
Монтажная поверхность неподвижного звена характеризуется покзателями, определяющими точность взаимного расположения рабочих осей шестерни и колеса: отклонение межосевого расстояния fqr, перекс осей fyr, непараллельность осей fxr. Указанная погрешность влияет на на кинематическую погрешность, а также величину бокового зазора. суммарного пятна контакта.
Значения показателей точности зубчатой передачи, шестерни, колеса неподвижного звена увязаны между собой, т.е. значения показателей для зубчатого венца колеса и шестерни учитывают погрешности изготовления отдельно взятых шестерни и колеса и погрешности их монтажа на опорах. вращения в неподвижном звене. Тем самым ожесточаются допуски на составляющие звенья передачи.
Уменьшение погрешностей отдельного колеса достигается за счет ужесточения допусков формы и расположения базовых поверхностей. Уменьшение погрешностей неподвижного звена сводится к регулированию бокового зазора до той величины, при которой плавность работы и пятно контакта получаются оптимальными.
Для устранения погрешностей, возникающих при нарезании зубьев, применяется шевингование, которое дает возможность повысить точность по основным элементам: профилю, направлению зубьев, шагу и биению зубчатого венца с 8-9-й степени до 5-6-й степени (по ГОСТ 1643-81), а шероховатость - до Ra 032 (по ГОСТ 2789-73). Для кардинального устранения остальных погрешностей существует только один способ – прикатка, который не является в достаточной мере производительным.
В настоящей работе рассматривается вариант возможности объединения шевингования с пространственной модификацией профиля зубьев, возникающей при прикатке, что позволяет также решать вопрос уменьшения погрешности зацепления без ужесточения допусков составляющих звеньев.
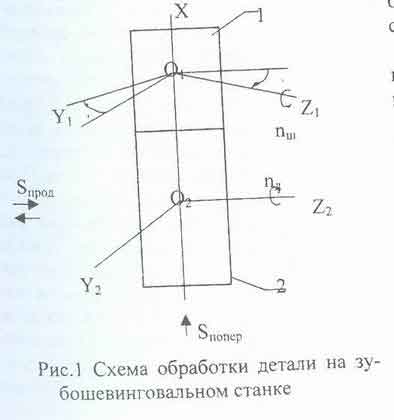
Схема обработки деталей на зубошевинговальном станке показана на рис.1.
Шеверу 1 сообщается вращение пш вокруг оси O1Z1 которая может поворачиваться при настройке станка вокруг оси X на угол скрещивания у в пределах 3...20 . Через шевер вращение передается детали 2 вокруг оси O2Z2 – n. Детали сообщается вместе со столом станка продольная Sпрод и поперечная Sпопе подачи. При этом деталь (колесо) закреплена на технологической оправке [4].
Недостатком этого метода обработки детали является невозможность поворота шевера вокруг оси O1Y1, на угол перекоса осей ф, что необходимо для пространственной модификации профиля зубьев колеса. Кроме того для устранения монтажных погрешностей колесо следует крепить не на технологической оправке, а на рабочем валу. В большинстве случаев на шевинговальном станке это сделать невозможно вследствие больших габаритов узла.
Предлагаемая схема обработки показана на рис.2.
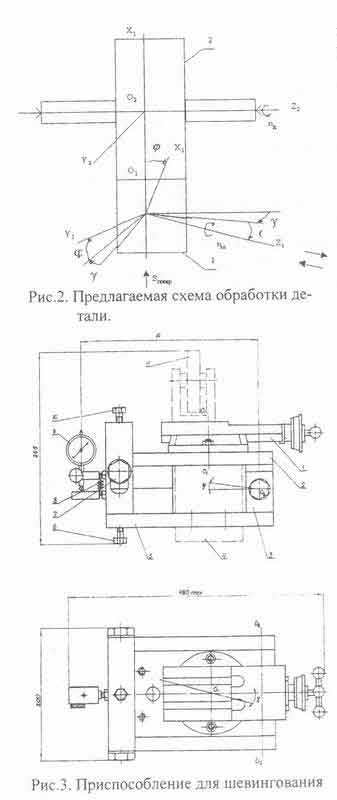
Общий вид приспособления показан на рис.3. Приспособление с помощью кронштейна 4 устанавливается на поперечный суппорт токарно-винторезного станка вместо снятого резцедержателя. Шевер 11 крепится на кронштейне, установленном на суппорте 1. Обрабатываемое колесо вместе с рабочим валом устанавливается в центрах токарно-винторезного станка. Вращение передается от колеса шеверу, продольная подача Sпрод осуществляется вручную, частота вращения регулируется коробкой скоростей станка, поперечная подача Sпопер осуществляется поперечным суппортом станка. Измерив делительные значения fxr и fуr в зубчатом механизме, определяем углы у и 0. Угол у настраивается поворотом суппорта 1, размещенного на верхней тите 2, вокруг оси O1O1. При этом следует учитывать оптимальные режимы резания. Верхняя плита 2 поворачивается на шарнире 3 относительно нижнеи плиты 5 на угол tp вокруг оси О2О2. Настройка угла ф осуществляется с помощью индикатора 9, регулировочных винтов 6 и 10 при известном размере «А». Винты 7 служат для фиксирования приспособления 1 заданном положении.
Предлагаемая конструкция приспособления для шевингования позволяет решить вопрос уменьшения погрешности основных параметров передачи: Fior, fzzor, fior а также шестерни и колеса Fbr1 и Fbr2 без ужесточения допусков составляющих звеньев: Fp1, Fp2,ff1,ff2,fy,fx.
Список литературы: 1. Куцоконь В.А. Точность кинематических цепей приборов.- Л.: Машиностроение, 1980.-220 с. 2. Калашников С.Н., Калашников А.С. Изготовление зубчатых колес – М.: Высшая школа, 1980.- 330 с. 3. Обоснование необходимости совершенствования технологического обеспечения отделочных операций для пространственных зубчатых механизмов/ Г.В.Горецкий. – Прогрессивные технологии и системы машиностроения: Международный сборник научных трудов.- Донецк: ДонГТУ, 1999, Вып.8, с. 63-66. 4. Лоскутов В.В., Ничков А.Г. Зубообраба-тывающие станки. – М.: Машиностроение, 1978.
| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |