| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |
In the given activity the items of information on high-performance technoh«ii systems of continuous operating are resulted. It is offered on the basis ofthi technological systems to decide problems of an integrated automation of pm ductions. In activity the concrete layout versions of technological systems^ continuous operating are adduced. Dans the basic concepts also are subntin expressions determining spatial compactness of technological systems.
Многовековая история развития техники показывает, что человек всегда стремился к совершенствованию технологий и TONHUIIOI ИЧЛ машин. Это обусловлено его жаждой совершенствования своего духовного мира, необходимостью повышения всеобщего благосостояния и эстетического развития и желанием сокращения существующих проблем.
Современная эпоха научно-технического прогресса сделала еще более актуальной проблему непрерывного развития техники, создания качественно новых технологий и технологических систем. Вектор развития техносферы охватывает все более новые и перспективные направления. увеличивает мощность и интенсивность научно-технического прогресса. Это ведет к необходимости создания качественно новой совокупности свойств и меры полезности технологий и производимых ими изделий.
В настоящее время разработано большое количество различных технологий и технологических систем, с помощью которых выполняется автоматизация производственных процессов. Однако наиболее перспективными, с точки зрения решения вопросов комплексной автоматизации производственных процессов и повышения производительности, являются по точно-пространственные технологические системы (ППТС) непрерывного действия [1, 2, 3]. На базе этих технологических систем выполняется существенное повышение технико-экономических показателей изготовления изделий и решение вопросов комплексной автоматизации производственных процессов.
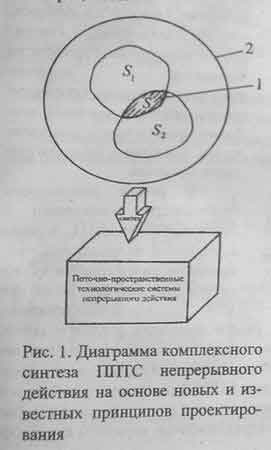
ППТС непрерывного действия относятся к сложным технологическим системам, основные принципы, создания которых основываются на базе новых подходов и решений. При этом, для проектирования таких высокоэффективных ГГПТС в работе разработана специальная общая методология их создания. Она базируется на следующих двух основных положениях (рис. 1):
- на определении системы новых принципов 5 создания высокоэффективных ППТС непрерывногодействия (позиция 1);
- на системе проектированиякачественно новых технологических систем (позиция 2), которая обеспечивает возможность работы с особо сложными многоуровневыми иерархическими обьектами.
Выбор и реализация новых принципов создания ППТС непрерывног действия в зоне s базируется на использовании методов схемного, функционального структурного и параметрического анализа и синтеза, которые могут выполняться в рамках процессийно-событийного синтеза и анализа новых нетрадиционных вариантов. При этом весь процесс создания технологий непрерывного действия выполняется в оболочке объектно-ориентированного проектирования с учетом решения вопросов оптимизации технологий, их экологической чистоты, маркетинга, конъюктуры рынка и других вопросов.
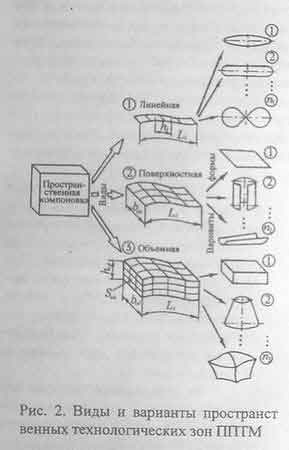
На рис. 2 показаны виды компоновок и некоторые варианта геометрических форм компоновок пространственных технологических зон поточно-пространственных технологических систем непрерывного действия. Каждый вид из трех предлагаемых имеет открытое множество вариантов геометрических форм компоновок, что дает возможность генерировать значительное множество вариантов поточно-пространственных технологических систем и выявлять наиболее приемлемые - для реализации заданного технологического процесса.
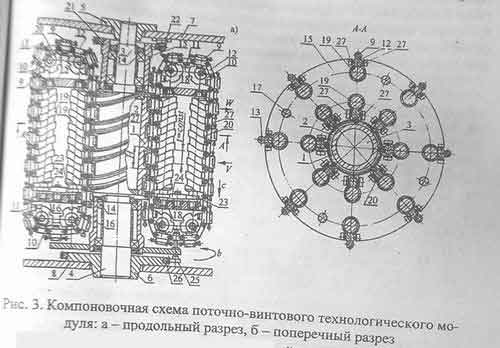
В работе рассмотрены особенности компоновки и проектирования 1111 ГС, а также предложено на последнем этапе схемного рассмотрения технологической системы использовать принципиально-структурные модели [2]. Поэтому в работе выполнен анализ и синге.| принципиально-структурных моделей и разработана общая модель но- г строения ППТС. Для создания конкретных технологических систем прм-1 ложен алгоритм общей методики синтеза ППТС непрерывного действия, разработана методика оптимизационного синтеза их конструкций; выполненная работа позволила создать нетрадиционные варианты высокоэффективных технологических систем непрерывнго действия для широкого класса изделий и сложных технологических процессов. Разработанные методы проектирования дают возможность конструировать, технологические системы нормальной, высокой и сверхвысокой производительности (рис. 3)
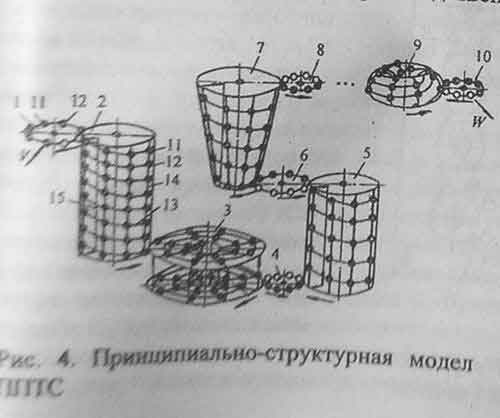
ППТС непрерывного действия особенно эффективно мя комплексной автоматизации производственных процессов. В этом случае технологические 9 модули составляются в цепочки в соответствии со структурой технологического процесса (рис. 4). На рис. 4 представлена принципиально-структурная модель ППТС. Здесь показано 1-транспортный ротор, 2 – поточно-винтовой технологический модуль, 3 – поточно-спиральный технологический модуль, 4 транспортный ротор, 5 - поточно-винтовой техно;!'. скпй модуль , 6- транспортный ротор, 7- поточно-пространственный технологический модуль, 8- транспортный ротор, 9 поточно-глобоидный технологический модуль, 10 транспортный ротор, 11 -блок технологического воздействия, 12 - предмет обработки (ПО), 13 - пространственная траектория движения блоков технологического воздействия, 14 - осевой поток блоков технологического воздействия, 15 - замкнутая рекуррентная траектория движения блоков технологического воздействия. Поступают ПО в ППТС по входному потоку v, а выгружаются по выходному потоку w. Стрелками обозначено направление врщательного движения подсистем технологических модулей.
В качестве примера н рис. 5 представлена ППТС. вы полненная на базе вертикаль ных поточно-винтовых техно логических модулей [3]. В это; компоновочной схеме, поточно-винтовые технологические модули представляют собой й в термические колодцы для pea лизации физико-химическоп воздействия среды на ПО.
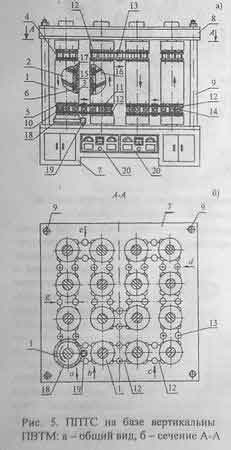
Технологическая система (рис. 5) содержит поточно-винтовые технологические модули 1 выполненные с винтовыми спиральными шнеками и барабанами 3 (колодцами) имеющими торцевые окна для загрузки 4 и выгрузки 5 инструментальных блоков 6 или ПО. Технологические модули смонтированны на основании посредством закрепления на нем нижних хвостовиков винтовых шнеков 2. При этом верхние хвостовики винтовых шнеков закрепляются на плите 8 установленной при помощи колонок 9, смонтированных на основании 7. Участок выгрузки 9 каждого поточно-винтового технологического модуля последовательно связан с участком загрузки 11 последующего поточно-винтового технологического модуля посредством цепных конвейеров 12. В шарнирах цепных конвейеров 12 располагаются блокодержатели 13 или захваты для них, которые передают блоки технологического воздействия 6 от модуля к модулю. При необходимости, для дополнительной установки заготовок в блоки технологического воздействия 6 для сборки или совместного их технологического воздействия, в блокодержа-телях 13 выполнены отверстия 14. Винтовая спираль 15 шнека 16 выполняется противоположно винтовой спирали 17 шнека 2 предыдущего модуля 1, а их продольные оси расположены параллельно друг другу- Причем технологические модули 1 соединены цепными конвейерами 12 таким образом, что образуют пространственную замкнутую траекторию перемещения блоки технологического воздействия б, состоящую из винтовых и прямых линий. На барабане 3 одного из технологических модулей I выполнен зубчатый венец 18 зацепляющийся с шестерней 19 привода вращения технологической системы. На боковой стороне основания 7 установлена панель управления 20 ППТС.
ППТС работает следующим образом.
Крутящий момент от привода вращения через шестерню 19 и зубчатый венец 18 передается к барабану 3 поточно-винтового технологического модуля 1, шнек 2 которого закреплен на основании 7 и плите 8, смонтированной на колонках 9. При этом за счет кинематической связи поточно-винтовых технологических модулей, осуществляемой цепными конвейерами 12, реализуется вращение всех барабанов 3 в одном направлении. Блоки технологического воздействия 6, размещенные в модуле I, перемещаются по спирали 17 шнека 2 от торцевых окон загрузки 4 к торцевым окнам выгрузки 5. В этот период за счет переменных геометрических параметров винтовой спирали 17 шнека 2 осуществляется рабочее движение ползунов БТВ 6 (при необходимости). Далее, блоки технологического воздействия 6 поступают в блокодержатели 13 цепного конвейера 12 и передаются от участка выгрузки 10 модуля 1 к участку загрузки 11 следующего технологического модуля. При этом БТВ 6 загружаются и выгружаются из технологических модулей в блокодержатели 13 при помощи ползунов стакана. В блокодержателях 13 выполнены окна 14, через которые производится установка и снятие по е блоков технологического воздействия 6. Противоположное направление спирали 15 шнека 16 поточно-винтового технологического модуля и спирали J 7 шнека 2 смежного поточно-винтового технологического модуля 1 обеспечивает необходимое пространственное движение блоков технологического воздействия 6 u 1111 ГС.
На базе ПГГГС [3] могут широко решаться вопросы комплексной автоматизации производственных процессов изготовления различных изделий и выполнения прогрессивных технологических процессов. Однако в связи с современным развитием научно-технического процесса появляются новые тенденции композиции и принципы создания техники и технологических систем. При этом создаваемые технические системы постоянно совершенствуются и создаются с качественно новыми свойствами и возможностями.
В настоящее время в технике особенно широко применяется принцип пространственной компактности технических систем. Этот принцип особенно актуален для создания технологических систем и, в частности, для проектирования автоматических ППТС. Пространственно компактные ППТС имеют более высокие технико-экономические показатели производства и отвечают современным тенденциям развития техники, конъюнктуры рынка и решению вопросов комплексной автоматизации производственных процессов. Рассмотрим более подробно некоторые вопросы пространственной компактности ППТС.
Обеспечение пространственной компактности технологической системы (подсистемы) основывается на использовании совокуинос1и специальных принципов проектирования, при которых обеспечиваются высокая плотность расположения подсистем (элементов) технологической системы в заданном объеме пространства, пространственная ориентация (пространственное расположение) подсистем (элементов) относительно предмета обработки (рис. б) чесмчо воздействия 6 u 1111 ГС.
Па базе ПГГГС [3] могут широко решаться вопросы комплексной автоматизации производственных процессов изготовления различных изди-лий и выполнения профессивных технологических процессов. Однако в связи с современным развитием научно-технического процесса появляются новые тенденции композиции и принципы создания техники и технологических систем. При этом создаваемые технические системы постоянно совершенствуются и создаются с качественно новыми свойствами и возможностями.
В настоящее время в технике особенно широко применяется принцип пространственной компактности технических систем. Этот принцип особенно актуален для создания технологических систем и, в частности, для проектирования автоматических ППТС. Пространственно компактные ППТС имеют более высокие технико-экономические показатели производства и отвечают современным тенденциям развития техники, конъюнктуры рынка и решению вопросов комплексной автоматизации производственных процессов. Рассмотрим более подробно некоторые вопросы пространственной компактности ППТС.
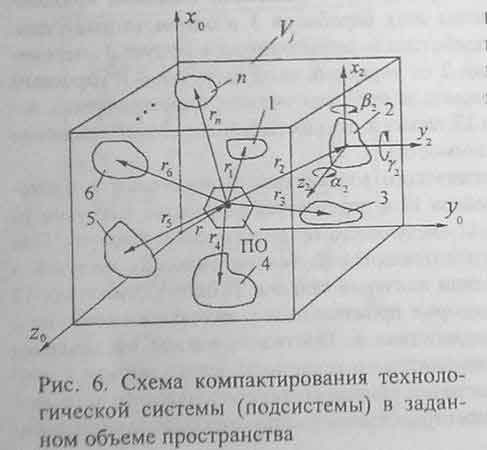
Обеспечение пространственной компактности технологической системы (подсистемы) основывается на использовании совокуинос1и специальных принципов проектирования, при которых обеспечиваются высокая плотность расположения подсистем (элементов) технологической системы в заданном объеме пространства, пространственная ориентация (пространственное расположение) подсистем (элементов) относительно предмета обработки (рис. б) и минимизация объемов и габаритных размеров подсистем (элементов).В этом случае, проектирование организовывается в соответствии с функциональным назначением технологической системы, законами пространственной композиции в технике, эргономики, дизайна, автоматизации производственных процессов и мощности подсистем (элементов). То есть на проектирование пространственных компактных технологических систем накладываются некоторые ограничения, связанные с особенностями пространственного расположения подсистем (-y,v ментов) в технологической системе и их функциональным назначением.
Можно отметить, что плотность подсистем (элементов) в заданном объеме пространства определяется как количество подсистем (элементов технологической системы в единице объема пространства). При этом в процессе создания пространственно компактных технологических систем необходимо проектировать подсистемы (элементы) с минимальными размерами и объемами в соответствии с требованиями надежности и эксплуатации.
На рис. 6 показана схема компактирования технологической системы (подсистемы) в заданном объеме пространства Vh Здесь показано: 1,2,...,i,...,п - подсистемы (элементы) технологической системы; ПО -предмет обработки; г - радиус-вектор ПО; т{ - радиус-вектор i -ой подсистемы (элемента); аi,Bi, уi - три угла Эйлера i-ой подсистемы (элемента). Можно отметить, что ориентация г -ой подсистемы (элемента) относительно ПО задается шестью матрицами преобразования аффинного пространства в соответствии с функциональным назначением технологической системы, законами пространственной композиции в технике, эргономики, дизайна и автоматизации производственных процессов. Произведем арифметическое суммирование размеров радиус-векторов для п подсистем (элементов) технологической системы, получим выражение:
где R - алгебраическая сумма размеров радиус-векторов для п подсистем (элементов) технологической системы.
Пространственно компактная технологическая система может быть создана на основании решения следующей системы уравнений:
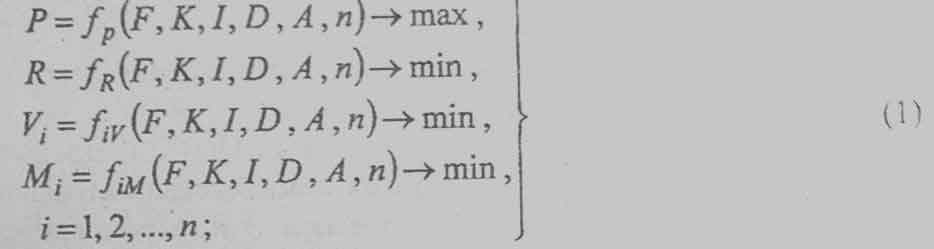
P - плотность подсистем (элементов) технологической системы, организованная в соответствии с зависимостью fP решения вопросов функционального назначения подсистемы (элемента) F, пространственной композиции в технике K, эргономики I, дизайна D, автоматизации производственпмх процессов А и мощности n подсистем (элементов);
R - алгебраическая сумма размеров радиус-векторов, органична! ная за счет пространственной ориентации подсистем (элементов) it/лк,.,' гической системы в соответствии с зависимостью /к решения вопросе функционального назначения подсистемы (элемента) F, пространствен ной композиции в технике А', эргономики /, дизайна D, авгоматизац^;-производственных процессов Л и мощности и подсистем (элементов);
Vi - объем пространства ;-й подсистемы (элемента) технологической системы, организованный в соответствии с зависимостью /1У решения вопросов функционального назначения подсистемы (элемента) F, пространственной композиции в технике К, эргономики /, дизайна О, автоматизации производственных процессов А и мощности п подсистем (элементов);
Мi - множество, описывающее габариты /-и подсистемы (элемента) технологической системы, которая спроектирована в соответствии с зависимостью flM решения вопросов функционального назначения подсистемы (элемента) F, пространственной композиции в технике К, эргономики /.дизайна D, автоматизации производственных процессов А и мощности п подсистем (элементов).
На основе выражения (1) выполняется проектирование пространственно компактных технологических систем, в том числе, и ППТС непрерывного действия. Это дает возможность создавать ППТС нового технического уровня.
Можно отметить, что разработанные технологические системы [1.2. 3] особенно эффективны для комплексной автоматизации производственных процессов в следующих отраслях народного хозяйства:
- машиностроении и приборостроении,
- химической промышленности,
- пищевой промышленности,
- фармацевтической промышленности,
- радиотехнической и электронной промышленности,
- других отраслях народного хозяйства.
Таким образом, на базе разработанных ППТС непрерывного действия может обеспечиваться дальнейшая комплексная автоматизация и интенсификация производственных процессов. Эти технологические системы позволяют существенно повысить технико-экономических показателей изготовления изделий и представляют собой системы с качественно новом совокупностью свойств и мерой полезности.
Список литературы: 1. Михайлов А.Н. Разработка методов проектирования высокоэффективных поточно-пространственных технологических систем непрерывного действа,: Дис. ... д-ра техн. нау, _ Харьков; ХПИ, 1991. - 498 с. 2. Михаилов А.Н. Основы теории поточно-пространственных технологических систем непрерывного действия // Вестник машиностроения, 1991, № 4. С. 58 - 60. 3. Михайлов А.Н. Основы синтеза поточно-пространственных технологических систем непрерывного действия. - Донецк: ДонНТУ, 2003. - 379 с.
| Биография | Автореферат | Библиотека | Ссылки | Отчет | Индивидуальное задание |