Б. И. Кудрин "Электропотребление в электрометаллургии"
Email: P.O.V_06@mail.ru
ЭЛЕКТРОПОТРЕБЛЕНИЕ В ЭЛЕКТРОМЕТАЛЛУРГИИ
Б. И. Кудрин ОАО "Гипромез"
Повышение доли электростали в мировом производстве обусловлено ростом выплавки в дуговых сталеплавильных печах. При общем объеме производства в 2010 г. на уровне 830 млн т/год долю электростали прогнозируют на уровне 40 % (1999 — 33 %). В России она уменьшилась с 16,21 % в 1991 г. до 12,5 % в 2000 г. и составила около 5,5 млн т (снижение почти в 2,3 раза). Применение методов внепечной обработки металла и внедрение новых технологий позволяют использовать ДСП в качестве агрегата для быстрого расплавления шихты при возможности получения широкого сортамента марок стали.
Развитие производства электростали лимитировано стоимостью лома и расходами на электроэнергию. Снижение затрат тем более необходимо, что удельный расход электроэнергии в электросталеплавильном производстве в России в последние годы вырос и составил в 2000 г. на старых печах более 750 кВтч/т стали, что на 15—40 % больше, чем в Японии и Германии [1, 2]. Таким образом, для электросталеплавильного производства России можно ставить вопрос о значительном снижении удельных расходов энергии на 1 т стали (не менее чем на 10—20 %).
Это достижимо при учете результатов: 1) анализа уровней удельных и общих расходов на производство электростали; 2) обработки статистических материалов (суточных графиков по металлургическим предприятиям в целом, по вводам печных подстанций; данных по плавкам) и использования проявлений гауссовой (нормальной) и ценологической составляющих общего и удельного расходов электроэнергии [3]; 3) оптимизации технологических режимов, в том числе по условиям минимизации оплаты электроэнергии.
Совершенствование технологии выплавки стали в мощных ДСП ведет к ужесточению энергетических режимов работы и изменению структуры затрат энергии в печи, интенсификации процесса ввода мощности в печь. Взаимосвязь ряда показателей режима работы ДСП может быть получена регрессионными методами (корреляционно-регрессионный анализ), различными экстраполяционными методами, методами анализа многономенклатурного производства. Важно иметь в виду, что распределение может быть сведено к нормальному (с определяемым средним и прогнозируемой ошибкой) и к гиперболическим Н-моделям, где главными становятся профессионально-логическая оценка, интуитивные представления и поиск аналогов.
Для изыскания способов более экономичного использования энергии необходимо проанализировать природу энергетических потерь и возможность эффективной их рекуперации.
Данные по плавкам обрабатывают обычно методами статистики, которая оценивает результаты "в среднем" (опираясь на математическое ожидание и дисперсию в пределах "трех сигм"), зная лишь изменения параметров и не учитывая, в частности, различные ценологические уклонения [3, 4]. Поэтому необходимо исследовать различные взаимные зависимости времени подачи напряжения, расхода электроэнергии на плавку, массы одной плавки жидкой и годной стали, расхода кислорода на продувку и расхода газа на одну плавку, мощности трансформатора, удельных расходов электроэнергии на 1 т жидкой и годной стали.
Фактический удельный технологический расход электроэнергии (собственно на плавку) и удельный Aуд цеховой расход на 1 т выплавляемой стали снижаются при увеличении емкости ДСП и составляют (плавка/цех, кВтч/т):
для малой емкости 5—12 т............ (700—750)/(718—770)
средней 15—50 т.............. (620—650)/(634—666)
большой 100—200 т............ (500—556)/(512—562)
Анализируя удельные расходы электроэнергии Aуд, следует во всех случаях четко различать, что имеется в виду: 1) конкретная печь, установленная на конкретном заводе и рассматриваемая как некоторая индивидуальность (особь), которая имеет свои конструктивные особенности, проявляет "характер" при осуществлении плавки, загрузки, выпуска, различных свойствах футеровки; 2) все печи одной емкости, одного типоисполнения, питающиеся от трансформаторов равной мощности, одинаковых схем соединения, одного напряжения. Абстрагируясь, эти печи можно рассматривать как печи одного вида, неразличимые по техническим параметрам при конструировании и изготовлении и индивидуализирующиеся лишь при поставке (ДСП одного вида гауссовы по Aуд как при установке на одном заводе, так и на разных [5]); 3) все множество печей одного государства, которое можно рассматривать традиционно, но информативнее — как некоторое сообщество печей (техноценоз [4]), образовавшееся в результате длительной эволюции.
Однако жесткое стремление к унификации, характерное для плановой экономики, опирающейся в техническом отношении на систему Госстандарта (отменённую Федеральным законом № 148-ФЗ "О техническом регулировании в РФ", вступившим в силу с 1 июля 2003 г.), не могло отменить действие закона информационного отбора [4], а лишь несколько деформировало параметры гиперболического Н-распределения [3], характеризующего разнообразие (закон распространяется на все стадии создания, эксплуатации и ликвидации технического объекта). Другими словами, во-первых, существует некоторое обязательное разнообразие, неуничтожимое никакими директивными или иными методами; во-вторых, это разнообразие по основным технологическим и электрическим параметрам не может быть охарактеризовано средним (математическим ожиданием), если необходимо принять решение, относящееся к конкретной ДСП (цеху, заводу).
Подтвердив теорию техноценозов параметрами Н-распределения, займемся ценологической стороной обеспечения электроэнергией. Обратимся к удельным расходам на производство электростали за 1970—1990 гг. по предприятиям Минчермета СССР (данные отраслевого информационного банка "Черметэлектро", копирайт — Кудрин Б. И.) и отраслевым данным по России за 1990—2000 гг.
Приведённые данные охватывают 50 заводов отрасли и включают все действующие ДСП, независимо от их технического состояния, применяемой технологии, используемых материалов, получаемой продукции, образующихся выбросов и сбросов. Это фактические отчетные сведения, ретроспективно представляющие "электрический" портрет электросталеплавильного производства страны за 21 год. Элементарное сравнение данных свидетельствует о существенном отличии от среднего, в несколько раз — по отношению max/min. Но если различие в объемах производства понятно (ср. разницу в 100 раз по Днепроспецстали и Тулачермет на обложке), то различие в удельных расходах электроэнергии Aуд требует пояснений.
1. Для широкого класса созданных в XX веке технических систем (к ним относится и электросталеплавильная подотрасль) различие в разы по основным параметрам — неизбежное ценологическое свойство (табл. 4 отражает общность этого для металлургии); 2. Удельные расходы электроэнергии на единицу продукции по отрасли в целом устойчивы и представляют интерес для организаций, подобных Минэкономики, Минэнерго, Госстату, при общегосударственной (отраслевой) оценке и сравнении с мировым уровнем потребности в электроэнергии. Но величина Aуд по отрасли неприменима к конкретному предприятию, а из полного списка нельзя получить результат ни классическими методами, ни вероятностными, в пределе сводящимися к Гауссу (нормальному распределению).
Обратимся к началу создания в стране системы нормирования и лимитирования, когда 16.05.1944 г. Государственный Комитет Обороны образовал Госэнергонадзор и определил, что "методология составления удельных норм должна базироваться только на аналитически-расчетной и экспериментальной основе при всестороннем учете всех факторов, влияющих на электропотребление, и решительно должен быть отвергнут как порочный так называемый "статистический метод". Именно это решение определяло нормирование много десятилетий. Всё ещё сохраняется убеждение, что можно "учесть все факторы", и, опираясь на единичные технологические операции, на единичные электроприемники, всё точно рассчитать. Это и есть первая научная картина мира, на которой основана система образования ХХ века. Именно на это мировоззрение и опиралась поддерживаемая десятилетиями система нормирования и лимитирования, от которой пока так и не отказались полностью.
Но инженерная практика сразу столкнулась с отклонениями от классических вычислений. Считаясь с возможностью разброса параметров, начали вводить различные коэффициенты "запаса". Инженерные решения опирались на вычислимое математическое ожидание и конечную дисперсию (стали говорить о 10 %-ной ошибке как инженерно допустимой и вполне возможной). Так в 50—60-е годы начал осуществляться оставшийся массово незамеченным переход ко второй [4, 7], вероятно-статистической картине мира. Действительно, какая инженеру разница, если идеальные условия всё равно недостижимы, а вероятностные расчеты не приводят к непредвиденному.
Таким образом, со времени первых исследований удельных расходов электроэнергии ДСП в 30-е годы считается, что технологическая норма расхода рассчитываема. Для отдельной плавки учитывали энергозатраты на основные и вспомогательные технологические процессы, на потери механические, тепловые, электрические. Но для планирования и оценки электроэффективности необходим был переход от технологической нормы (отдельная плавка) к общецеховой, которая включает все расходы электрической энергии как на основные и вспомогательные процессы, так и на обеспечение работы цеха в целом как административной, технически и территориально выделенной единицы (крановое хозяйство и транспорт, отопление, освещение, обслуживание и текущий ремонт, хозбытовые, сантехника) с учетом потерь во внутрицеховых установках, сетях и трансформаторах.
В черной металлургии страны в конце 70-х были приняты нормы расхода электроэнергии на производство электростали в дуговых печах, опирающиеся на статистический метод. Де-факто статистический метод получил права гражданства. В 60-е экспертно выбирали технологические и энергетические факторы, наиболее существенно влияющие на расход электроэнергии.
Но здесь есть одна теоретическая тонкость, имеющая определяющее значение для практики и заключающаяся в том, что это нельзя использовать на перспективу хотя бы 2—3 лет, не говоря уже о сроках, скажем, в 10 лет. Словом, здесь другая вероятность, отличная от величины полураспада радиоактивного вещества или допуска по величине легирующих для данной плавки [8]. Неприменимость уравнений не говорит об ошибочности вероятно-статистической методологии. Она действительна, если, во-первых, выявляет тенденции, абстрактное представление которых предлагает критерии оптимизации; во-вторых, дает количественные результаты, адекватные четко оговоренным условиям; в-третьих, осуществляет согласование динамики изменения факторов и условий, предлагая своеобразный технический анализ [9]. В этом случае создается система, охватывающая все производства и все уровни иерархии.
Вероятностные представления, начавшие теснить классические в 50-е годы, основывались на убеждении, что обязательно действуют закон больших чисел (по Е. Вентцель: при очень большом числе случайных явлений средний их результат практически перестает быть случайным и может быть предсказан с большой степенью определенности) и центральная предельная теорема, указывающая условия сходимости к нормальному распределению (где ошибка, характеризуемая дисперсией, стремится к нулю при увеличении числа наблюдений случайных величин). Но даже и эти положения (а ведь это только ещё вторая научная картина мира) действующая в России идеология энергоаудита и энергосбережения, по существу, отвергает, доходя до абсурда и требуя, например, выделения ГДж/руб в отчислениях на амортизацию.
Следовательно, созданная и всё ещё действующая система нормирования в электросталеплавильном производстве основана на идеологии 30—80-х гг., которую сейчас следует признать ошибочной.
Мощность электрической дуги Рд и активная мощность печной установки Ра различны. Так как кривая Ра имеет максимум, то одно и то же значение мощности, выделяющейся внутри печи, может быть достигнуто при двух различных значениях силы тока. Мощность, соответствующая наименьшему расходу энергии, и мощность, отвечающая за наибольшую производительность, различны. Поскольку стоимость электростали в значительной степени определяется расходом электроэнергии, требуется точное количественное её определение при решении вопросов развития электросталеплавильного производства на данном заводе. Существует и добавочное требование, заключающееся в выравнивании графика нагрузки.
Покажем существование некоторых общих ценологических закономерностей, мало известных широкому кругу практиков [3, 4, 8]. Закономерности образуют композицию с законом больших чисел и центральной предельной теоремой, указывающей условия сходимости к нормальному распределению. В качестве общего вывода можно утверждать, что отклонения от среднего, по Гауссу, велики и объясняются наличием техноценологической составляющей. Для её оценки необходимо использование новых инструментальных средств — ценологических ранговых моделей.
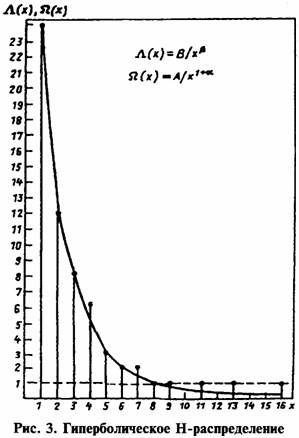
Использование ранговых распределений для электросталеплавильного производства предполагает в качестве первого шага ранжирование данных (рис. 3) или представление графически выражения (1). Расставим в порядке убывания (если строго, то — невозрастания) по годам объемы производства и удельный расход электроэнергии [3]. Обозначим номер предприятия по оси x числом r = 1, 2, 3, ... Правило ранжирования имеет математическую запись в виде неравенства N(r) > N(r + 1), где r — это ранг. Тогда ищут линию регрессии в виде

где r — ранг или номер по порядку; r = [x], Λ = f(r); B = B1 — значение первой точки (наибольшее значение параметра для r = 1),β > 0 — константы рангового распределения. Это означает, что ряды эмпирических данных в несколько десятков позиций сжимаются до двух параметров (B, β), и неформализованного остатка в виде линейной или квадратичной разности.
Ценологический аппарат применяют, когда среднее не может быть использовано из-за большой ошибки (достаточно обратиться к таблице на обложке и убедиться, что оперирование средним может к такой ошибке привести). На практике техноценологический подход за последнее время получил широкое распространение. В развитых странах в различных науках он известен как теория самоорганизации, фрактальности, бесконечно делимых распределений (интерпретируемых нами как гиперболические Н-распределения [3]), распределений Парето, Ципфа, Мандельброта, Бредфорда, Лотки и др. [4]. В технических системах это научное направление, применяемое для оптимизации состава цеха по установленному оборудованию, выплавляемым маркам стали, стоимостным и штатным показателям, расходу материальных и энергетических ресурсов, мы представляем как действие законов техноэволюции, где на цех (производство в целом) накладываются количественные ограничения гиперболического Н-распределения, определяемые законом информационного отбора. Принципиально, что эти распределения теоретически не имеют математического ожидания (среднего), а дисперсия у них — бесконечна (ошибка в точке, где принимается решение, опирающееся на среднее, может быть сколь угодно большой).
Эти положения отражают реальность окружающего техногенного мира и являются теоретической основой третьей ценологической научной картины мира [4]. Поясним подход, обратившись к статистике по плавкам ДСП Белорусского металлургического завода и Кузнецкого металлургического комбината. Тем самым продемонстрируем общность ценологического подхода, переходя от отрасли к удельным расходам электроэнергии по ЭСПЦ, а затем к плавкам отдельной ДСП.
Итак, если ход каждой плавки обычный (штатный), то и Aуд достаточно точно определимо нормальным распределением. Но жизнь преподносит ценологические сюрпризы: поломка электрода, прогар футеровки, перерыв электроснабжения, легковес шихты, плох экспресс-анализ, "ушел" металл , психо-физические отклонения персонала [10]. Так всякого рода простои агрегатов с водоохлаждением по ходу плавки вызывают потери энергии, которые необходимо восполнять после включения. Например, каждый час простоя печи ДСП-100-И6 эквивалентен дополнительному расходу электроэнергии до 150 кВтч/т по сравнению с 30—50 кВтч/т на 100-тонных печах с традиционной огнеупорной футеровкой. Очевидны различия в Aуд при работе с пакетированной стружкой и "тяжеловесом". Рельсовая обрезь легче обеспечивает химсостав, заметно снижая Aуд. Тогда для каждого выделенного по счетчикам объекта суточные (сменные, по плавкам, операциям) измерения за год (квартал, месяц) образуют гауссово распределение с некоторым средним (среднее Aуд = 550 кВтч/т) и областью определенного разброса (I — область технологически нормальной работы). На рис. 4 дан пример для 1000 плавок по ДСП-100). Слева это распределение ограничено количеством энергии, необходимой для производства данного вида продукции (340 кВтч). В целом же кривая асимметрична, имеет растянутый вправо "хвост" (II — область неудовлетворительной работы). Задача электриков — измерять параметры плавок в областях I или II, а технологов — анализировать причины (особенности) отклонений от среднего тех плавок, у которых превышены пределы, определяемые нормальным распределением. Например, фактический разброс значений max и min Aуд для ДСП1 — 816 и 424 кВтч/т, ДСП2 — 910 и 453, ДСП3 — 810 и 414 кВтч/т или времени подачи тока (от 104 до 59 мин). Это и есть проявление ценологических свойств. Воздействие на ценологическую составляющую проверяемо с точки зрения энергосбережения: при воздействии на область II начнет уменьшаться среднее, причем его уменьшение имеет предел, характеризующий возможности энергосбережения при данной технологии.
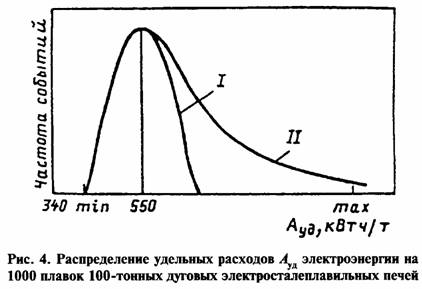
Введение ценологической оценки позволяет формализовать критерии оценки данных: нормальную область (рис. 4) ограничивает, например, величина 3σ; ценологическую — теоретическая площадь [4]. Что касается указанного [11] снижения среднего удельного расхода электроэнергии на выплавку стали в электропечах (на ломе и чугуне) за период 1990—2001 гг. с 688 до 545 кВтч/т, то это типичная ценологическая величина (как средняя температура по больнице), которую "не приставить" ни к одному конкретному заводу, ни к одной конкретной ДСП.
Уточним подход к управлению энергопотреблением, установив вероятно-статистические и оценив ценологические зависимости расхода электроэнергии W, кВтч, от объема и конструкции печи, от максимальной мощности, подаваемой печи в период расплава S, кВА, от объема единичной плавки по жидкой и годной стали Mж, Mг, т, от времени подачи тока t, мин, расхода кислорода Vк, м3, и природного газа Vг, м3. Целью обработки статистических материалов по отдельной печи является нахождение величины удельных расходов электроэнергии, так как другие электрические характеристики (расход электроэнергии, время подачи напряжения, мощность трансформатора, напряжение и время работы на той или иной ступени печного трансформатора) хотя и являются важными, но их труднее связать с технологическим результатом. Здесь Aуд является наиболее представительным показателем.
Ключевым теоретическим вопросом, определяющим практические выводы, является вопрос о предельной функции распределения исследуемых величин: имеется ли какая-нибудь предсказуемая величина Aуд, или характер воздействий на режим плавки настолько многообразен и случаен, что его нельзя считать стохастическим. Другими словами: имеется ли устойчивое среднее и конечная предсказуемая ошибка в величине Aуд?
Удельные расходы сильно зависят от времени подачи тока, веса стали (жидкой и годной) с тенденцией увеличения Aуд при увеличении t и уменьшения при увеличении М. При этом наблюдается большой (в среднем 15 %) разброс Aуд для конкретных значений t, М. Формулы регрессии для удельных расходов электроэнергии Aуд.ж = а ln t – b; Aуд.ж = b – aMж; Aуд.г = b – aMг. Хотя печи одинаковы, зависимости Aуд = f(M), Aуд = f(t) индивидуальны. Удельный расход практически одинаков при номинальной загрузке печи (100 т), при неноминальной — разброс значений Aуд увеличивается.
Неподчинение нормальному закону требует учета технологических параметров при разработке норм (индивидуальных для каждой печи), а точнее — для каждой плавки. Зависимости удельных расходов от технологических параметров могут служить первой оценкой удельных норм при данной загрузке печи и др. Если параметры плавок проранжировать (расположить в порядке убывания) и определить ранговый коэффициент β, характеризующий степень крутизны кривой распределения, по (3), разница в величине βi по печам — 5—21 %. Если, в свою очередь, βi проранжировать и определить вторичный ранговый коэффициент β (предложено Лагуткиным О. Е.), разница в величине β около 5 % (значение 1,06—1,12 для β характерно для печей данного типа). Принимая за расчетное значение β = 1,09 и решая обратную задачу, можно получить удельные расходы, практически совпадающие с определенными методом регрессионного анализа. Таким образом, метод рангового анализа может служить математической основой разработки "скользящих" норм.
Наблюдаемая ошибка регрессии должна объясняться влиянием на Aуд других технологических параметров (Vг, Vк и др.). Если рассматривать коэффициенты корреляции между удельными расходами Aуд.ж и Aуд.г, они однозначны (достоверны), но далеки от 1,00: для ДСП1 — 0,86, ДСП2 — 0,78, ДСП3 — 0,82. При этом расход электроэнергии более тесно связан с объемом жидкой стали, чем годной. Соответственно для ДСП1 эти коэффициенты равны 0,87 и 0,75; для ДСП2 — 0,76 и 0,64; для ДСП3 — 0,86 и 0,76. Следовательно, на уровне цеха для сталеваров, работающих на одной печи (непосредственно осуществляющих плавку), нормирование Aуд желательно производить по жидкой стали. При нормировании по годному присутствует больше факторов, на которые сталеплавильщик влияния оказать не может. В целом же по цеху (и особенно по заводу) нормировать следует по годному. Для всех печей существует отрицательный коэффициент корреляции между весом плавки (жидкого и годного) и Aуд. Это означает, что увеличение веса плавки снижает Aуд. Но величина коэффициента мала, поэтому соответствующие уравнения регрессии следует рассматривать как оценочные. Значимой и положительной является зависимость Aуд = f(t) (чем больше время, тем больше Aуд), для ДСП1 коэффициент составил соответственно 0,73 и 0,71. Следовательно, сокращение времени плавки — это важнейший путь уменьшения Aуд.
Было проверено ценологическое положение теории о возможности устанавливать индивидуальную норму Aуд для сталевара, т. е. о статистической достоверности различий. На каждой из трех печей ДСП-100 работают бригады сталеваров. Оказалось, что у всех Aуд на плавку подчиняются нормальному закону распределения (ценологическими свойствами обладает печь в целом). Сумма нормальных законов распределения показателей электропотребления по сталеварам не дает нормального закона распределения этих показателей по печи (ещё одно из следствий действия закономерностей третьей научной картины мира). Из этого следует, что наиболее обоснованные нормы можно получить лишь для конкретного сталевара индивидуально.
Выводы
1. Электросталеплавильное производство в значительной степени определяет региональное развитие электроэнергетики, порождая проблемы электрообеспечения и энергосбережения, необходимость определения расходов электроэнергии.
2. Постиндустриальное общество свело на нет область прямых расчетов удельных расходов электроэнергии (нормирования) в соответствии с классической научной картиной мира и ограничило область вероятно-статистических расчетов (вторая картина) в ценозе: отдельная плавка (режимы работы отдельной ДСП) — общецеховые (заводские) расходы — расходы электроэнергии цехов (заводов) электросталеплавильной подотрасли.
3. Представление сообществом (ценозом) множества (больше 100) плавок одной ДСП, посуточного электропотребления ЭСПЦ (завода) за год (квартал), предприятий электросталеплавильной подотрасли России в целом дает возможность прогноза развития по всей цепочке, включая состав оборудования, объем ресурсов, точного определения удельных расходов электроэнергии для нормирования и электросбережения.