|
To the beginning
Raising of task and actuality
Actuality of theme.The continuously increasing requirements to quality of ma¬chins and devices are related with need of increasing of their accuracy, reliability, longevity.
The surface of the detail is not ideally equel and geometrically correct. It differs from nominal (set by the plot) by mikro- and macrogeometrical deviations. Mikrogeometric deviations determine the roughness of surface, macrogeometrical are characterize a waviness and deviations of form. Macro deviations of form have single, not regularly repetitive deviations of the real surface from nominal one. A waviness is the number of periodic, regularly repetitive near on sizes ledges and cavities, distance between which considerably more than at deviations form the roughness of surface, and exceeds the based length L. Based length L used for estimation of roughness. Surface roughness are a number of mikrodeviations with a relatively small step, considered within the limits of based length L.[8]
The roughness of surfaces largely determines basic operating properties of details and knots: wearproof, resistance of fatigue, contact inflexibility and heat conductivity of joints of the attended details, corrosive firmness, reflecting power of surfaces and oters. Descriptions of surface roughness are strictly rationed for Gost 2789-73 and exposed to the permanent analysis in technological researches and control in the process of production. Therefore perfection of devises and methods of their control is actual.
Raising of researches task: automation control of hardwares quality on the basis of application of stylus profilograf-profilometer, analog-digital transformer, microprocessor system and data display device.
Purpose of master's degree work: to create the optimum structure of device for processed surfaces’ purity class determination on the basis of insteruments used for measuring of roughness, to create software for the calculation of roughness with maximal exactness and fast-acting.
|
To the beginning
Analysis of the known instruments for measuring the surface roughness
The increasing of requirements to quality of the products entails the necessity devises and methods of control perfection.
Basic devices for estimation of mikrodeviations by a standard are profilometrs, profilografs and scopes (double microscope and mikrointerferometr).
Profilometr is an electrodynamic device for the determination of the size of standard deviation (Hck). Profilometrs (the Kiselev and Abbot constructions) are suitable for measuring of mikrodeviations with Hck no more than 6 mk. Levin’ and Ammon’ profilografs measures mikrodeviations no more then 90 mk, the double microscope Linnika — from 1 to 60 mk, the Linnik’ mikrointerferometr – from 0,1 to 5 mk.. [4]
Optical-mechanical profilografs are founded on the fotorecord of light which is outlining the type of mikrodeviations when they are feeling by the stylus tip in a megascopic kind. A type can be megascopic on a vertical line to 15 000 times and on a horizontal line — to 500 times.[1]
A double microscopeis based on the method of «light section». Light through a narrow crack falls on surface mikrodeviations under a corner of 45° or 60° and outlines the contours of mikrodeviations which are considered and measured by a microscope with an eyepiece-micrometre or can be taken pictures at the use of digital camera. A device multiplies mikrodeviations from 50 to 600 times.[1]
A mikrointerferometris based on the phenomenon of light interference. In sight of the device there are dark and light bars allowing to estimate the height of mikrodeviations.
|
To the beginning
Analysis of the known decisions in the roughnes measurements
Research of roughness of surfaces has been conducted in the following basic directions:[5]
Research and standardization of the roughness parameters.
Metrological direction.
Technological providing, determination of roughness by a accounting method.
Roughness, its communication with operating properties of surfaces.
In area of creation of valuable devices for measuring roughness championship belongs to the soviet scientists. Soviet optical-mechanical profilografs of K.L.Ammon and systems of M.Levina allowed to conduct productively the exact control of the thinnest surfaces in factory terms. Their production was put right by industry. [5]
The V.P.Linnik mikrointerferometr created in 1933 did accessible first in a world measuring (within the limits of 9-14th classes of cleanness) of surface , treated by the methods of the mechanical lapping and grinding. V.P.Linnik brought a large contribution to development of instrument production. Double microscope (1930), mikrointerferometr (1933), mechanical profilograf (1936т.), pneumatic profilometr (1937). mikroprofilometr (1944) and a lot of other remarkable devices carry the name of the academic V.P.Linnik and find wide spread today. [5]
From lately offered constructions of devices deserve attention the Y.V.Kolomiytsev mikrointerferometr, piezoelectric profilometr of I.V.Dunin-Barkovskii and high exactness profilometr-profilografs of the factory "Calibr", developed by A.I.Boyarov, Yu.V.Kleymenov and G.I.Ovcharenko.
Science of XXI age stepped far ahead. With development of digital technologies the control of roughness was possible by the snapshot of surface, produced by a digital photocamera with subsequent treatment in the MathLab environment. Researches of Russian scientists Yakovlev A.V. (Vladimirskiy state university), Fillipenko A and Nevlyudov I (The Kharkov National university of radio electronics) are devoted to this area.
At the problems of roughness measurement abroad the scientists W. T. Welford, "Noncontacting Measurement of Surface Roughness", McCool, J. I. "Assessment of the Effect of Stylus Tip Radius and Flight on Surface Topography Measurements" are engaged and great number of other. The speed optical system of roughness measurement is offered by the German company EMG and Mitutoyo.
|
To the beginning
Analysis of the known methods of roughness measurement
Direct estimation
Direct estimation with the use of magnifying glass and microscope is the most simple initial form of control where some measurements are absent. A method is suitable for the general viewing of surface. A method subjective and estimations of different persons can disagree.[6]
Comparative estimation
The methods of comparative estimation carried out in komparators, are practically very valuable on the quickness of its application, enables to determine quality of treatment more exactly. Applied in this case etalons must be tested by the exact methods based on measuring. The application of komparators is limited by the size of mikrodeviations with the height not below 0,75 microns.
The feflektometric method is based on estimation of reflecting power of surfaces. This estimation is carried out by comparison of the tested surface with the reference surface. The application of feflektometric method spreads on a surface more thinly treated, than the surfaces inspected through komparator.[6]
Quantitative estimation
The method of quantitative estimation are built on estimation of profile. Estimation of profile can be carried out without the touch of device to the inspected surface (optical methods) or methods of feeling through the special tip — needles.
The optical methods of profile estimation engulf the method of transversal and slanting cuts, method of section of surface by a light crack and the method of the interference.
The method of transversal and slanting cuts is enough exact, however practically labour intensive and can be used in laboratory works only.
The method of section by a light crack is interesting on an idea but in experimental verification it turns out not quite exact.
The methods built on principle of feeling of surface by a needle found the most wide application. Such methods give some integral mark or profilogramma. These methods subdivide on electromechanics and optical-mechanical.[6]
Electromechanic and optical-mechanical methods
The electromechanics methods with integral estimation of surface is incarnate, as we know, in profilometr. This method is extraordinarily valuable, because it enables to estimate quickly a surface on the testimonies of measuring device. A method is enough exact.
The optical-mechanical method is incarnate in profilograf. Profilogramma on the device got enable to express basic elements of profile in absolute values.[6]
|
To the beginning
Scientific novelty
The comparative characterization of all methods and devices used for surface roughness measuring is produced.
Failing and potential possibilities of the stylus method of the roughness control are exposed which allow to increase it exactness and fast-acting [7]
The process of selection a useful informing signal from the total signal taken off with profilograf and containing strange component is described that substantially increases metrological descriptions of measuring.
The optimum structure of the device for the control processed surfaces’ purity class determenation is created.
|
To the beginning
Basic work material
Traditionally for the mikrodeviations estimation of surface use the its profile, being the plane of surface section perpendicular to this surface and oriented in some set direction. Descriptions of type, count off on rejection to the middle base line m-m (which is conducted so that sum of squares of deviations from its points located higher and below than middle line, was minimum).
Through the size of the most high mikrodeviation and bottom of the most low located cavity draw lines of ledges and cavities, parallel to the middle line of m-m, the fig. 5.1 [8]
Fig. 5.1 – Roughness of profile and its description.
Ra-the average arithmetic of a profile deviation absolute values within the limits of base length:
Rq- root-mean-square value of a deviation function (root square from the sum of squares points distances from a middle line):
Rz- the height of profile roughnes (arithmetical mean absolute rejections found within the limits of base length of five most minimums and five most maximums):

Rp - heights of smoothing out (distance from the line of ledges to the middle line within the limits of base length).
Rmax - most height of mikrodeviations (distance between the line of ledges and line of cavities).
In practice it is necessary to conduct both total and separate estimation of descriptions of surface, but division of waviness and roughness by mechanical and electric filtration, it is not very comfortably. As it is unknown what rejections have to eliminate, that’s why computer allows to remove this failing.
Direct and reverse transformations of the Fure enable to analyze and estimate all kinds of the rejection of the real surface.[8]
Transformation of the Fure function of x(t) can be written down in the following kind:
Where
 . .
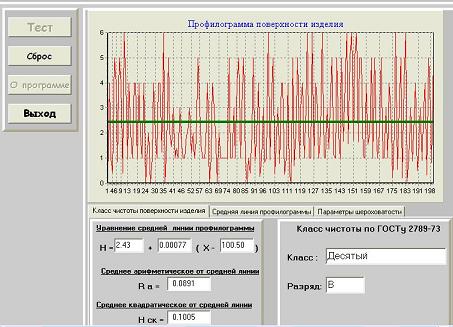
By the reverse Fure transformation ( to transform a peak spectrum) we get a profile in which unimportant descriptions are eliminated. This profile is processed for giving us the necessary surface descriptions. Thus, from the total signal, taken off with profilograf and containing strange components is produced excretions of useful informing signal by the Fure transformations on which the parameters of roughness and class of purity of the processed surfaces will be determined.[9]
The offered structure of device realizing the stylus method for measuring the surface roughness, must contain profilograf, analog-digital transformer to digit a signal from profilograf, block of filters, which delete strange components, microprocessor and data display device.
Conclusion of final results looks so: [10]
|
To the beginning
Conclusions
It is explained, how by the Fure transformations can be carried out a frequency filtration of basic constituents of parasite part of total signal from informing.
The structure of device realizing the stylus method for for measuring the surface roughness is developed.
Software, allowing in automatic mode to determine the numeric values of the parameters of roughness, regulated GOST 2789-73., is developed.
|
To the beginning
|