|
В начало
Постановка задачи и актуальность
Aктуальность темы. Непрерывно возрастающие требования к качеству выпускаемых машин и приборов связаны с необходимостью повышения их точности, надёжности, долговечности, которые в значительной степени определяются эксплуатационными свойствами деталей и узлов. Эксплуатационные свойства деталей зависят от качества их сопрягающихся поверхностей и поверхностного слоя, которые определяются геометрическими и физико-механическими свойствами, а также взаимным расположением микронеровностей на сопрягаемых поверхностях. Все эти параметры зависят от технологии обработки деталей и сборки машин.
Поверхность обработанной детали не является идеально ровной и геометрически правильной. Она отличается от номинальной (заданной чертежом) микро- и макрогеометрическими отклонениями. Микрогеометрические отклонения определяют шероховатость поверхности, макрогеометрические - характеризуют волнистость и отклонения формы. Волнистость представляет собой совокупность периодических, регулярно повторяющихся, близких по размерам выступов и впадин, расстояние между которыми значительно больше, чем у неровностей, образующих шероховатость поверхности, и превышает базовую длину L. используемую для оценки шероховатости. Под шероховатостью поверхности понимают совокупность микронеровностей с относительно малым шагом, образующий рельеф поверхности, рассматриваемых в пределах участка, длина которого равна некоторой длине L. Кроме того, навыступах, образующих шероховатость, имеются ещё более мелкие неровности - субмикрошероховатость.[8]
Шероховатость поверхностей регламентируется ГОСТ 2789-73 и соответствующими рекомендациями.[1]
Шероховатость поверхностей в значительной степени определяет основные эксплуатационные свойства деталей и узлов: износостойкость, сопротивление усталости, надежность посадок, контактную жесткость и теплопроводность стыков сопряженных деталей, коррозионную стойкость, сопротивляемость эрозии при систематическом воздействии струи газов, герметичность соединений, отражающую и поглощающую способность поверхностей и др. Характеристики шероховатости поверхности строго нормируются и подвергаются постоянному анализу в технологических исследованиях и контролю в процессе производства. Поэтому актуальным является совершенствование средств и методов их контроля.[1]
Постановка задачи исследований: автоматизация контроля качества металлических изделий на основе применения щуповых профилографов-профилометров, аналого-цифрового преобразователя, микропроцессорной системы и устройства отображения
Цель магистерской работы: на основе анализа средств, используемых для измерения шероховатости, создать оптимальную структуру прибора дла измерения класса чистоты обрабатываемой поверхности, создать программное обеспечение для вычисления шероховатости с максимальной точностью и быстродействием.
|
В начало
Анализ известных средств для измерения шероховатости
Повышение требований к качеству выпускаемой продукции влечет за собой необходимость совершенствования средств и методов контроля.
Основными приборами для оценки микронеровностей по стандарту являются профилометры, профилографы и оптические приборы (двойной микроскоп и микроинтерферометр).
Профилометр представляет собой электродинамический прибор, определяющий величину среднего квадратического отклонения (Нск). Профилометры (конструкции Киселева и Аббота) пригодны для измерения микронеровностей с Нск не более 6 мк. Профилографы Левина и Аммона измеряют неровности высотой до 90 мк, двойной микроскоп Линника — от 1 до 60 мк, микроинтерферометр Линника—от 0,1 до 5 мк.В этом приборе индукционная катушка, жестко соединенная с ощупывающей иглой, перемещается в поле постоянного магнита; возбуждаемый в катушке ток усиливается усилителем, стрелка гальванометра указывает значение среднего квадратического отклонения.[4]
Анимация состоит из 13 фрагментов, время отображения каждого фрагмента - 5мс. Размер анимации - 100 кБ.
На анимации изображен процесс измерения шероховатости щуповым методом, реализуемый в профилографах или профилометрах. На этом рисунке алмазная игла, ощупывая неровности поверхности, приводит в колебательное движение коромысло датчика. Далее (это в анимации не отображается), это движение преобразуется в электрический сигнал, усиливается электронным блоком, на выходе которого подключены записывающий или показывающий приборы.
Оптико-механические профилографы основаны па фотозаписи луча света, очерчивающего в увеличенном виде профиль неровностей при ощупывании их алмазной иглой. Профиль может быть увеличен по вертикали до 15 000 раз и по горизонтали — до 500 раз.[1]
Двойной микроскоп основан на методе «светового сечения». Свет через узкую щель падает на поверхностные неровности под углом в 45° или 60° и очерчивает контуры неровностей, которые рассматриваются и измеряются с помощью микроскопа с окуляр-микрометром или могут фотографироваться при употреблении фотонасадки. Прибор увеличивает неровности от 50 до 600 раз.[1]
Микроинтерферометр основан на явлении интерференции света. В поле зрения прибора возникают темные и светлые полосы, позволяющие оценивать высоту микронеровностей.[3]
|
В начало
Анализ известных решений в измерени шероховатости
Исследование шероховатости поверхностей велось и ведется в следующих основных направлениях:[5]
Исследование и стандартизация параметров и критериев шероховатости.
Метрологическое направление.
Технологическое обеспечение, определение шероховатости расчетным способом.
Шероховатость, ее связь с эксплуатационными свойствами поверхностей.
В области создания полноценных приборов для измерения шероховатости первенство принадлежит советским ученым. Советские оптико-механические профилографы К.Л.Аммона и системы Б. М.Левина позволили производительно вести точный контроль самых тонких поверхностей в заводских условиях. Их производство было налажено промышленностью.
[5]
Микроинтерферометр В.П.Линника, созданный в 1933 году, впервые в мире сделал доступными измерение (в пределах 9-14-го классов чистоты) поверхности, обработанные методами механической доводки и притирки. В.П.Линник внёс большой вклад в развитие приборостроения. Двойной микроскоп (1930 г.), микроинтерферометр (1933 г.), механический профилограф (1936т.), пневматический профилометр (1937 г.). микропрофилометр (1944 г.) и ряд других замечательных приборов носят имя академика В.П.Линника и находят широкое применение и по сей день.
[5]
Развитие проектирования приборов для определения шероховатости поверхности связано и с именами ряда других советских ученых и конструкторов: Г.А.Прейса (1937 г., оптиметр о ощупывающей иглой), С.А.Поликарпова (1930 г., передвижной прибор на базе оптиметра), И.А.Мишина (1940 г., электродинамический профилометр), П.И.Буловского и А.А.Тудоровского (1947 г., пьезоэлектрический профилометр), В.М.Киселева (1948 г., электродинамический профилометр), М.Л.Бржезинокого (1948 г., пневматический профилометр -профилограф), В.С.Чамана (индукционный профилометр), В.А.Трутень (1954 г., оптико-механический профилограф) и др.
[5]
Из предложенных в последнее время конструкций приборов заслуживают внимания микроинтерферометр Ю.В.Коломийцева, пьезоэлектрический профилометр И.В.Дунина-Барковского и профилометры-профилографы высокой точности завода "Калибр", разработанные А.И.Бояровым, Ю.В.Клейменовым и Г.И.Овчаренко.
Наука XXI века шагнула далеко вперед. С развитием цифровых технологий стал возможен контроль шероховатости по фотоснимку поверхности изделия, производимый цифровой фотокамерой с последующей обработкой в среде MathLab. Этому посвящены исследования российского ученого Яковлева А.В. (Владимирский государственный университет), Филлипенко А. и Невлюдова И. (Харьковский Национальный университет радиоэлектроники).
Небольшой и, в общем-то, недорогой прибор, весом около двухсот граммов, разработали московские ученые - сотрудники Института высоких температур РАН. Он позволяет определять шероховатость поверхностей в заводских условиях на значительных расстояниях от контролируемых изделий непосредственно в процессе их изготовления.[см.ссылки №10]
За рубежом проблемами контроля шероховатости занимаются ученые W. T. Welford, "Noncontacting Measurement of Surface Roughness", McCool, J. I. "Assessment of the Effect of Stylus Tip Radius and Flight on Surface Topography Measurements" и множество других. Скоростная оптическая система измерения шероховатости предложена немецкой компанией EMG и Mitutoyo.
|
В начало
Анализ известных методов измерения шероховатости
Непосредственная оценка
Непосредственная оценка с применением лупы и микроскопа является наиболее простой исходной формой контроля, при котором отсутствуют какие-либо измерения. Метод пригоден для общего просмотра поверхности. Метод субъективный и оценки различных лиц могут расходиться.[6]
Сравнительная оценка
Метод сравнительной оценки, осуществленный в компараторах, практически весьма ценный по быстроте его применения, дает возможность уже более точно определять качество обработки. Применяемые в этом случае эталоны должны быть проверены точными методами, основанными на измерении. Область применения компараторов ограничивается величиной неровностей с высотой гребешков не ниже 0,75 микрона.
Метод рефлексометрический основан на оценке отражательной способности поверхностей, различно обработанных. Эта оценка осуществляется сравнением обследуемой поверхности с поверхностью эталона. Область применения рефлексометрического метода распространяется на поверхности более тонко обработанные, чем поверхности, обследуемые при помощи компаратора.[6]
Количественная оценка
Методы количественной оценки построены на оценке профиля. При этом оценка профиля может быть осуществлена без прикосновения прибора к обследуемой поверхности (оптические методы) или методами прощупывания при помощи специального щупа — иглы.
Оптические методы оценки по профилю охватывают метод поперечных и косых срезов, метод сечения поверхности световой щелью и метод интерференции
Метод поперечных и косых срезов достаточно точен, однако практически трудоемок и может применяться лишь в лабораторных работах.
Метод сечения световой щелью, интересный по идее, в опытной проверке оказывается не совсем точным.
Точным методом является метод интерференции, позволяющий оценивать поверхность в десятых и даже в сотых долях микрона. Однако область применения ограничивается чрезвычайной чувствительностью приборов к внешним сотрясениям. Метод применим в лабораторных условиях.
Методы, построенные на принципе прощупывания поверхности иглой, нашли наиболее широкое применение.
Такие методы дают или некоторую интегральную величину или профилограмму. Эти методы подразделяются на электромеханические и оптико-механические.[6]
Электромеханический и оптико-механический методы
Метод электромеханический с интегральной оценкой поверхности воплощен, как мы знаем, в профилометрах. Этот метод является чрезвычайно ценным, так как он дает возможность быстро оценивать поверхность по показаниям измеряющего прибора. Метод достаточно точен.
Оптико-механический метод воплощен в профилографах. Получаемая на приборе профилограмма дает возможность выразить в абсолютных величинах основные элементы, профиля.
Сопоставляя оба метода, мы должны сказать, что электромеханический метод более сложен, связан с рядом затруднений и для своего применения требует определенных условий. Несмотря на сложность указанного метода и на трудности, связанные с его применением, он остается весьма ценным и в то же время единственным, когда речь идет о приборах, даю¬щих интегральную оценку обработанных поверхностей.
Оптико-механический метод более прост в своем применении и не создает дополнительных затруднений.[6]
|
В начало
Научная новизна
Произведена сравнительная характерисика всех методов и средств, используемых для измерения шероховатотси поверхности.
Выявлены недостатки и потенциальные возможности контактно-щупового метода контроля шероховатости, позволяющие повысить его точность и быстродействие.
Описан процесс выделения полезного информативного сигнала из суммарного сигнала, снятого с профилографа и содержащего паразитные составляющие, что существенно повышает метрологические характеристики измерения.
Создана оптимальная структурная схема прибора для контроля качества обрабатываемых поверхностей.
|
В начало
Основной материал работы
Традиционно для оценки микрогеометрии поверхности пользуются её профилем, представляющим собой сечение поверхности плоскостью, перпендикулярной к этой поверхности и ориентированной в каком-то заданном направлении. Характеристики профиля, отсчитывают по отклонению к средней линии m-m (которая проводится так, чтобы сумма квадратов отклонений от неё точек профиля расположенных выше и ниже средней линии, была минимальной).
Через величину наиболее высокой неровности и дно наиболее низко расположенной впадины проводят линии выступов и впадин, параллельные средней линии m-m , рис. 5.1 [8]
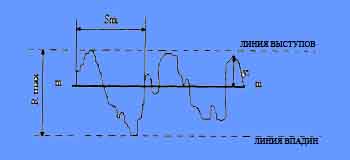
Рис. 5.1 – Шероховатость профиля и его характеристики.
Ra-средне арифметическое отклонение профиля:
Rq-среднеквадратическое отклонение профиля (корень квадратный из суммы квадратов расстояний точек профиля от средней линии):
Rz-высота неровностей (среднее арифметическое абсолютных отклонений, находящихся в пределах базовой длины пяти наибольших минимумов и пяти наибольших максимумов):

Rp - высоты сглаживания (расстояние от линии выступов до средней линии в пределах базовой длины).
Rmax - наибольшая высота неровностей профиля (расстояние между линией выступов и линией впадин).
Одним из появившихся первых и давно применяемых при контроле микрогеометрии поверхностей является контактно-щуповой метод с использованием «игольчатого» датчика-преобразователя (Д-П), контактное движение которого по шероховатой поверхности дает информативный сигнал о ее характеристиках (о форме и величине шероховатости). Обработка этого информативного сигнала с целью определения количественных характеристик шероховатости поверхности может проводиться различными способами с различной точностью и трудоемкостью.[7]
«Игольчатый» контактный метод в различных его модификациях имеет целый ряд недостатков, ограничивающих его применение в приборостроении и машиностроении.
Во-первых, значительная трудоемкость, обусловленная тем, что приходится обрабатывать массивы полученных данных с целью количественного определения частных нормированных ГОСТом формализованных параметров шероховатости.
Во-вторых, «игольчатый» метод и его существующие технические средства не позволяют контролировать сложные по форме поверхности.
В-третьих, отсутствуют методики и технические средства, позволяющие автоматизировать процесс контроля и выявления различных регламентированных ГОСТ 2789-73, ISO 4287, DIN 4768 частных параметров исследуемой шероховатой поверхности.
В-четвертых, отсутствует возможность выделения полезного информативного сигнала из суммарного сигнала, содержащего паразитные составляющие от всяческих дестабилизирующих факторов и помех.
В-пятых, относительная неточность существующих измерителей шероховатости, которая образуется в результате воздействия различных причин.
В-шестых, отсутствие оптимизированных методик калибровок и мето-дик применения приборов, работающих по игольчато-щуповому методу.
В-седьмых, отсутствует возможность проведения экспресс-контроля параметров шероховатости функциональных поверхностей (ФП).
В-восьмых, известные и применяемые средства контроля шероховатости не позволяют получать информацию для целевого управления технологическим процессом обработки ФП с тем, чтобы получить оптимизированное по функциональному назначению качество последней.
Указанное объясняется тем, что отсутствует аналитическая взаимосвязь между измеренными параметрами шероховатости и параметрами, формирующими микронеровности данным технологическим процессом обработки поверхности.[7]
Настоящая работа направлена на устранение оговоренных выше недостатков метода контроля шероховатости ФП и автоматизацию этого метода
На практике необходимо проводить как суммарную, так и раздельную оценку характеристик поверхности, а разделение волнистости и шероховатости с помощью механической и электрической фильтрации, не очень удобно. Поскольку неизвестно какие из отклонений исключать, то использование ЭВМ позволяет устранить это недостаток.
Прямые и обратные преобразования Фурье профилей дают возможность наиболее полно и точно анализировать и оценивать все виды отклонении реальной поверхности как качественно, так и количественно.[8]
Профиль сигнала в ЭВМ вводят с помощью преобразования Фурье, получая амплитудный спектр. По нему можно точно определить частоту и амплитуду любой гармоники и оценить, к каком виду отклонений она относится, исключив из рассмотрения не нужные.
Преобразование Фурье функции x(t) можно записать в следующем виде (что справедливо в следствии линейности преобразования Фурье):
Где
 . .
Путём обратного преобразования Фурье, преобразовав амплитудный спектр, получаем профиль, в котором исключены несущественные характеристики. Этот профиль обрабатывается любым способом для получения необходимых нам характеристик микрогеометрии поверхности. Таким образом, из суммарного сигнала, снятого с профилографа и содержащего паразитные составляющие с помощью преобразований Фурье производится выделения полезного информативного сигнала, по которому и будут определяться параметры шероховатости и класс чистоты обрабатываемых поверхностей.[9]
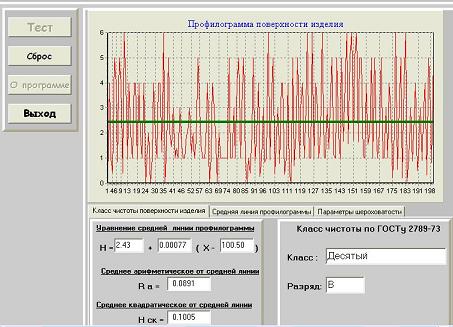
Предложенная структура прибора, реализующего контактно-щуповой метод измерения шероховатости поверхности, должна содержать профилограф, аналого-цифровой преобразователь для оцифровки сигнала профилографа, блок фильтров, которые удаляют паразитные составляющие, микропроцессор и устройство отображения информации.
Вывод конечных результатов выглядит так: [10]
|
В начало
Выводы
Объяснено, как с помощью преобразований Фурье может быть осуществлена частотная фильтрация основных составляющих паразитной части суммарного сигнала от информативного.
Разработана структура прибора, реализующего контактно-щуповой метод измерения шероховатости поверхности.
Разработано программное обеспечение, позволяющее в автоматическом режиме определять численные значения параметров шероховатости, регламентированных ГОСТ 2789-73.
|
В начало
Литература
- Дьяченко П.Е.- Количественная оценка неровностей обрабатываемой поверхности. М., 1963. - 140с.
- Шероховатость поверхности. ГОСТ 2789-73.
- Bharat Bhushan, James C. Wyant, and Chris Koliopoulos - Measurement of surface topography of magnetic tapes by Mirau interferometry.Appl. Opt.Hi.2705 (1976).
- Давыдов Б.С.- Основы щупового метода измерения шероховатости поверхности. М., 1965. - 256с.
- Голубев Ю.М. - Шероховатость поверхности и методы ее оценки. Новосибирский электротехнический институт. 112с.1977г
- Аммон К.П. - Оценка и исследование чистоты обрабатываемой поверхности. М., 1950. - 214с
- Васильков Д.В., Платонов А.В. - Программная реализация комплекса контактно-щупового контроля микрогеометрии функциональных поверхностей. Инструмент и технологии, №23, 2006.с58-71.
- Валетов В.А., Третьяков С.Д. - Оптимизация микрогеометрии поверхностей деталей.Учебно-методическое пособие. СПб., ГУИТМО.,2005.,28с.
- Садыков С.С., Яковлев А.В. - Математическая модель шероховатости поверхности. Формирование и исследование.Статья. Муромский государственный институт. 2001г.,
- Чичикало Н.И., Железниченко В.В., Железниченко Н.В., "Способ определения класса чистоты шероховатых поверхностей", ДонНТУ-2006г., Наукові праці Донецького Національного Технічного університету. Серія: "Обчислювальна техніка та автоматизація". Випуск 107.с153-160.
Внимание!!! Данная работа находится в стадии разработки. Окончательные результаты будут в декабре 2007г.
|
В начало
|