Summary on the theme of master's work
Introduction
The theoretical part
Physical essence of processing
Methods of MPP
The practical part
Conclusion
References
Introduction
The Continuous development of machines production set new, higher requirements to the technologies of mechanical engineering in general and to the methods of manufacturing parts in particular. In mechanical engineering technology development of improvement and creation of new methods of processing is one of the most important object, without successful achievin of which it is impossible to improve the industry in general.According to production efficiency improvement and creation of new methods of treatment in comparison with other areas the industry of development gives the most high economic effect. In particular, it is in 3 - 4 times higher, than the effect of the implementation of the development in the field of automation. By degree of influence on the level of production of new treatment methods and technologies cause the most radical changes, leading to it revolutionary transformations.
One of the perspective areas is the application of new science-intensive technologies based on physico-chemical modification of the surface layers of parts and tools aimed at increasing the firmness and wear resistance.Considerable part of them are methods of treatment with application of the concentrated streams of energy, which currently are not widely distributed (electronic, laser and magnetic hardening). The relevance of research in this area is caused by the complexity and lack of exploration mechanisms and effects accompanying processes of hardening of the surface layers of products with preset properties to the high speeds of the energy effect.
The Magnetic hardening based on the method of magnetic-pulse processing (MPP) has several advantages in comparison with the methods based on the effects of other kinds of energy, in particular: low cost processing, saving the geometry of the parts, lack of consumables and additional aggressive environments, ease of technological equipment and ecological purity. In this regard,there is relevant problem of the establishiny an effective and flexible method of surface hardening on the basis of the existing methods of MPP, as well as the development of its equipment-technological design. The application for this purpose localized pulse magnetic field of high tension in combination with advanced induction heating significantly intensifies the process of strengthening, reducing the processing time, the used capacity and, consequently, the economic costs of its implementation. Undoubted advantages of this method required the elaboration of physico-mathematical models and experimental research, that will allow to reveal the best energetic and technological parameters of treatment to achieve the best physical-mechanical properties of the processed surface layer.
The goal of the study is to increase the durability and longevity of details (bolt) application of magnetic-pulse processing.
Tasks, according to the objective were:
* analysis of the existing methods of surface hardening of tool steels on the basis of MPP, identification of gaps, restricting their application in industry;
* development of mathematical model of the process of combined MPP and the establishment of the technological parameters of processing;
* experimental investigation of the influence of magnetic field intensity on the efficiency of magneticpulse hardening;
* development of technology for combined MPP.
the Solution of the set tasks will allow to create effective method of surface hardening of steels, which will significantly increase the stability of the part (bolt)
The theoretical part
Physical essence of processing
Magnetic-pulse processing (MPP) is a complex influence on the material of magnetostrictive processes and mechanical deformations, thermal and electromagnetic vortex flows, localized in the field concentrations of magnetic flux, and also the system of processes, directed orienting "the spin-characteristics of" the outer electrons of the atoms of metals border zone of contact of grains. The thrust of this theory is the following: when you move items in the cavity of the solenoid due to an inhomogeneous of the crystal structure vortical currents appear in it which cause the magnetic field and localized. They, in turn, heated areas around the crystallite intense blocks and elements of the structure of the metal. The gradient of the heat flow in magnetic-pulse processing is the higher, the less homogeneous microstructure of metal. In the places of the residual or fatigue associated with the production technology of treatment or operation details, heat, induced by magnetic-pulse processing of eddy currents, partially reduces the excess energy of grains and grain of the sample structure especially in the contact zone of intensive sites [1].
(made in gif animator, the number of frames 6, number of repetitions 5)
In addition, a vortex magnetic field causes a uniform its cooling. At the same time with thermal processes at the expense of pulse magnetic field in the metal occurs polar orientation of electron spins of atoms, located in the contact area of the crystallites of grains and alloys, resulting in improved mechanical properties of the material. In this condition item in a magnetic field undergoes to "screw compression". Appearing electrodynamic forces partially seal crystallites metal, resulting in reduced stress concentration. In the steel decreases excess energy, reduces stress concentration, resulting in improved mechanical properties. For example, the interaction of the rubbing surfaces in the surface layer of reduced tensile stress, increase retaining lubricant voltage increases dispersion of mosaic blocks the surface layer of the metal, increased consolidation in the boundary layer of alloying elements. At the same time increases thermal conductivity of the material, increases the rate of removal of heat fluxes in the liquid cooling, increasing polarization of the organic components of the lubricant, increases adhesion of lubricant on the metal surface and accelerates of the heat from the friction units.
The main feature of the ferromagnetic state is the existence of the domain structure. Stability of the domain structure under other equal conditions is determined by the interaction cross-domain structures with dislocations, which is caused by the interference of the elastic fields of deployment, and magnetostrictive deformations. Dimensions and the number of domains depend on the density of dislocation. Increase in density of the defects, leads to the emergence of new domains of the smaller sizes. The presence of inclusions, for example, carbides, also contributes to reduce the size of the domain. With a high concentration of domains of small size forms developed grid cross-domain boundaries, where there is concentrated the elastic energy of magnetostriction. This structure is typical for high-speed steel after heat treatment.
After magnetic treatment there is a shift of cross-domain boundaries, change magnetostrictive voltage due to the disorientation of the magnetization (spin magnetic moments) in the cross-domain boundaries. As a result there is pessibility of movement of dislocations in the field of magnetoelastic stresses appearing in the domain boundaries. The possibility of these processes is determined by a number of factors, first of all levels of stress, the degree and the nature of the moving parts of the disposition, mutual orientation of the domain boundaries and dislocations. At the same time the domain boundaries increases at the expense of smaller domains and dislocation, the number of which significantly less after the removal of the magnetic field [2].
Methods of MPP
the Item before treatment (or tool) is placed in the cavity of the solenoid by, for example, northern polarity so that the centre of gravity of the details had been removed from the equilibrium position. When the installation part of F1 "drawn" by the magnetic field in a cavity of a solenoid with some acceleration and commits inside the cavity oscillatory movements. The MPP due to the inertia detail (and its centre of gravity is shifted in the opposite direction and it will experience involvement in the solenoid from the south pole. From the other pole of the solenoid on the part of a force F2, which forced it back inside the solenoid. Thus detail repeatedly crossing the magnetic flux, is in the cavity of the solenoid free movement, which with the passage of time are reduced due to friction forces details on the walls of the inductor and which will fade away. When fluctuations will cease, the item will take the position of equilibrium, and the power of F2 is equal to zero. When this item is located in the center of the solenoid. The number of vibration and the amplitude of them depend on the capacity of a field of W0, the mass of details m and electromagnetic properties of the material.
By such movements details due to an inhomogeneous of the crystal structure in it there are eddy currents. Eddy currents produce magnetic field and there the eddies of local, which, in turn, heated areas around the crystallite intense blocks and elements of the structure of the metal. Microstructure of alloy improve within 0.01 to 1.0.
The laboratory experiments with samples of steel 40, У12, ЗОХГСА, 65Г, 70 and others have shown, that for improvement of their mechanical and technological characteristics it is enough to create a pulsed magnetic field strength of not more than 2000 Ka/m. However, for the completion of the internal processes associated with the scattering of electromagnetic energy in the material details need time t, which varies from 5 to 24 hours.
For tools made of high speed steels, as well as for the parts made of structural and alloyed steels duration of one cycle of magnetic treatment of not more than 1.0 to 5.0. At the same time in a magnetic field of high intensity for the period pulse of 0.5-1 sec. cylindrical tool (or part) is "screw compression". Scheme of electrodynamic forces operating in the cavity of the body parts is shown in fig. 1. In the solenoid неодновременное magnetisation of the tool. Therefore, for the completion of the structural transformations of the II kind, aimed at reduction of the free energy, time is necessary [6,7].
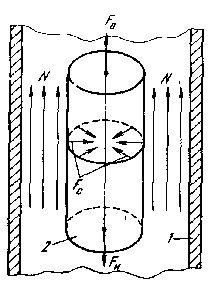
Fig. 1 — Scheme of electrodynamic forces acting on the body parts in a pulsed magnetic field:
F1 — force of inertia details;
F2 — strength of the magnetic field on the sample;
F3 — strength, compressive body parts;
N — power lines of a magnetic field:
1 — solenoid;
2 — part.
The thermal energy W2 after MPP is used in the samples on the processes, connected with phase transformations of 1-st and 2-nd kind. In most of these processes contribute to the elimination of defects heat treatment of details.
The practical part
In my work will be considered problematic part of the assembly of the compressor, namely screw M5, which serves for fastening the internal elements of the compressor. This part must confront the alternating load, as well as vibration resistance over a long period of time, during the lifetime of the compressor. For the treatment of bolts is used at the plant heat treatment: treatment with subsequent release. It is proposed to replace the heat treatment of the magnetic-pulse. A preliminary comparison of these two methods of treatment.
Heat treatment:
* Time — 90 minutes.;
* Gas 1.5 m^3/h;
* Changes in metal:
— reduces or removes residual stresses;
— increases the viscosity;
— reduces hardness;
— reduces fragility of steel
increase strength, ductility.
Magnetic-pulse processing:
* Time of 2 min.;
* Day 2 Kw/h 2 min.;
* Changes in metal:
— increased corrosion resistance;
— decreases the stress concentration;
— increases endurance limit;
— increases durability;
— hardening occurs.
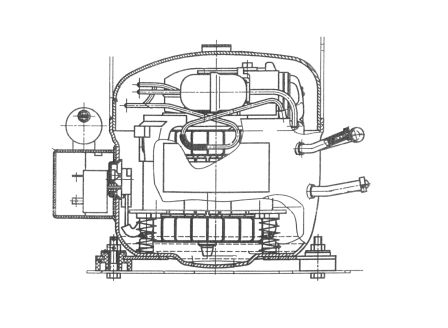
Fig.2 — Labor compressor
After the analysis of existing results of experiments magnetic-pulse processing, you can make the selection of the most significant results achieved by this method of treatment:
* hardening butt of multiple riveting — 280%;
* reduction of stress concentrations of welded seams on 80%;
* increase of corrosion resistance of welded constructions of pipelines by 140%;
* increase the limit endurance of welded structures of a crane on 130%;
* the increase of durability of ropes D less than 30 mm to 200%.
For magnetic-pulse processing bolt need to withstand such modes:
* voltage field;
* pulse time;
* the number of cycles;
* polarity.
the expected results are:
* increase of corrosion resistance at 110%;
* hardening by 120%;
* the increase of durability by 150%.
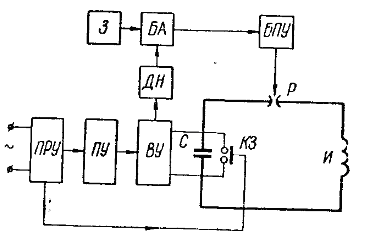
Fig. 3 — Functional diagram MPS
As the equipment for carrying out of magnetic-pulse processing is the magnetic-pulse plants. Magnetic-impulse installation regardless of the adopted scheme and destinations can be considered as a complex, consisting of technological and power equipment.
The power equipment consists of capacitive drive С; charger, which includes raising the device (high-voltage transformer) ПУ and rectifying device ВУ; switching device Р; inductor И; ballast device ПРУ; equipment and automation, consisting of block поджигающего device БПУ; the automation of БА and point З; protective device consisting of короткозамыкателя brieflyenclosure КЗ, locks and other components, measuring equipment, containing voltage divider ДН.
Depending on the performance, energy consumption, conditions of work and destination MPP are determined circuit and design solutions individual components and installation as a whole [7,8].
Magnetic-pulse processing is performed under the following schemes:
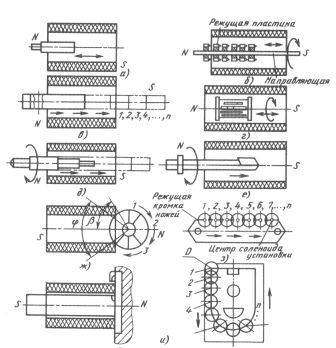
Fig.4 — Scheme of magnetic processing tool portable solenoids
plant "Impulse-Wagon" and УМОИ-70:
a — drills, taps, cutters, tools, elements of a stamp and other solid tool;
б — cutting instrument with inserts (plates) from hard alloys ВК, ТК, ТТК;
в — drive, band saws and other tools of great length;
г — small tool in mass 0,5 ...50 g. in MPP in containers with the free movement inside the solenoid (20 ... 100 units);
д — large massive combined tool for drilling;
е — rifle and gun drills for deep drilling of alloyed steels;
ж — disk saws and milling cutters of the big diameter in a series of the field of the cutting unit; a — corner solenoid; 0 — angle serial moving the disk tool (1, 2, 3, ... , n);
з — guillotine knives or flat parallel shears in MPP the cutting part of the tool in one direction;
и — the cutting part of the national and composite stamps (cross-section and plan view) in m&E on the closed ("loop") trajectories of (1, 2, 3,..., n — displacement of the center of solenoid)
Conclusion
So the MPP is a complex influence on the material of magnetostrictive processes and mechanical deformations, thermal and electromagnetic vortex flows, localized in the field concentrations of magnetic flux, as well as the system of processes, directed orienting "the spin-characteristics" of the outer electrons of the atoms of metals border zone of contact of grains (congested area crystallite). In general MPP provides a combination of electromagnetic and thermodynamic methods of control (in a ratio of about 1:1) non-equilibrium structure of the substance. And the more physical "imperfections" and technological "irregularities", connected with the process of manufacturing parts (the tool), the higher is the effectiveness of MPP.
Remark! When I wrote this abstract, master's work is not yet completed. The definitive variant will be ready by December, 2011. Full text of work and materials on the subject can be obtained from the author or his adviser after that date.
References
- Аскинази Б.М. Упрочнение и восстановление деталей электромеханической обработкой. Л.: Машиностроение, 1977. — 229 с.
- Степанов В.Г., Шавров И.А. Высокоэнергетические импульсные методы обработки металлов. Л., Машиностроение, 1975. — 278 с.
- Белый И.В., Фертик С.М., Хименко Л.Т. Справочник по магнитно-импульсной обработке металлов. Харьков: Вища школа, 1977. — 320 с.
- Гаркунов Д.Н., Суранов Г.И., Коптяева Г.Б. О природе повышения износостойкости деталей и инструмента магнитной обработкой // Трение и износ, 1982. — № 2.
- Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. Т. 1 — 2, М.: Машиностроение. Т.1, 1985. — 992 с.; Т.2, 1985. — 495 с.
- Есин А.П., Пашкович В.И. Магнито-импульсная обработка металлов. — НИИМАШ. Вып. 14 (108)
- Малыгин Б.В. Магнитное упрочнение инструмента и деталей машин / 112 с. Машиностроение 1989.
- Воробьева Г.А., Иводитов А.Н., Сизов А.М. О структурных превращениях в металлах и сплавах под воздействием импульсной обработки // АН СССР. Металлы. — 1991.
- Дураченко А.М., Малиночка Е.Я. Влияние импульсной обработки на релаксационные спектры аморфных сплавов на основе железа и никеля // АН СССР. Металлы. — 1985. — № 6.
Up page
|




