Реферат за темою випускної роботи
Зміст
Вступ
Розвиток техніки і прогрес в машинобудуванні та приладобудуванні пов'язані з розширеним використанням виробів з твердих сплавів, кераміки, скла, феритів, а також зі створенням нових важкооброблюваних матеріалів, для обробки яких широко застосовуються шліфувальні круги з природних і синтетичних алмазів. Алмазні круги, як і будь–який ріжучий інструмент, в процесі експлуатації піддаються зносу, внаслідок чого або спотворюється геометрична форма круга, або знижуються його ріжучі властивості. Правка кругів цих видів, особливо алмазних, має певні труднощі. Саме з цієї причини алмазні круги виготовляють з такою характеристикою зв'язки, щоб по можливості забезпечити режим самозагострювання.
1. Актуальність теми
В сучасному машинобудуванні відомо кілька способів правки алмазних шліфувальних кругів. Але правка кругів таких видів представляє певні труднощі.Складність процесу правки алмазних кругів полягає в більшій
твердості алмаза, твердості і в'язкості сполучного матеріалу.
Магістерська робота присвячена темі дослідження впливу швидкості алмазного круга на процес відновлення його ріжучої здатності за допомогою вільного абразиву. В якості цільового базису використовуються правка алмазного круга за допомогою вільного абразиву.
2. Мета і задачі дослідження та заплановані результати
Метою дослідження є підвищення продуктивності і якості правки за рахунок вибору раціональних параметрів процесу впливу вільного абразиву на робочу поверхню круга.
Основні задачі дослідження:
- Розробка конструкції для редагування з положенням високочастотних коливань на притир.
- Експериментальні дослідження впливу співвідношення швидкості круга і притира на продуктивність видалення зв'язки алмазного круга.
- Аналіз процесу дроблення абразивних зерен вільного абразиву при правці.
- Вибір раціональних режимів редагування алмазних кругів.
Об'єкт дослідження: алмазний круг
Предмет дослідження: процес правки алмазного круга за допомогою вільного абразиву.
У рамках магістерської роботи планується отримання актуальних наукових результатів:
- Визначення раціональних режимів правки алмазних кругів за допомогою вільного абразиву.
- Підбір параметрів вільного абразиву для редагування.
- Розробка методики і пристосування для правки шліфувальних кругів вільним абразивом.
3. Огляд досліджень та розробок
На кафедрі Мехатронні системи машинобудівного обладнання
ДонНТУ був розроблений новий спосіб правки алмазних шліфувальних кругів – правка з вільним абразивом [3-4]. Головними особливостями такої правки є цілеспрямований вплив абразивних зерен на зв'язку шліфувальних кругів та виправлення геометрії кіл[5].
У книзі В.Ф. Романов, В.В. Авакян в книзі викладено результати експериментальних робіт по правкі шліфувальних кругів і розробка прогресивних видів правлячих інструментів. На основі експериментальних досліджень дані практичні рекомендації щодо раціонального вибору і застосування нових видів алмазних правлячих інструментів при високопродуктивному і швидкісному шліфуванні [1].
У довіднику В.С. Самойлова, Е.Ф. Ейхманс, В.А. Фальковський, А.Д. Локтєв, Ю.П. Шкури наведено відомості про основні види металообробного твердосплавного інструменту. Велика увага відведено інструменту з механічним кріпленням багатогранних непереточуваних пластин, прогресивним конструкцій інструменту, надано рекомендації щодо їх застосування [2].
У навчальному посібнику М.І. Хараева представлені матеріали по алмазному інструменту, його вибору і застосування. Розглянуто шліфувальні матеріали, вказана область їх застосування [6].
У міжнародному науково – технічному збірнику представлені статті, в яких розглядаються актуальні питання в області механічної обробки різних сучасних матеріалів із застосуванням високопродуктивних технологій, нових методик, вимірювальних приладів для контролю якості оброблюваних поверхонь і високоефективних різальних інструментів. Порушені аспекти оптимізації та математичного моделювання на різних етапах технологічного процесу [7].
В статті В.В. Гусєва, Л.К. Савченко, А.Л. Медведєв зроблена оцінка ріжучої здатності алмазного шліфувального круга і представлені рекомендації для вибору міцності абразивного бруска при правці вільним абразивом [8].
У статті В.В. Гусєв, А.Л. Медведєв розглянуто основні закономірності зміни ріжучої здатності алмазних шліфувальних кругів при правці вільним і полусвязаним абразивом. Швидкість відновлення ріжучої здатності визначається інтенсивністю лінійного зносу шліфувального круга при правці, яка залежить від обсягу подаваного вільного або полусвязаного абразиву і його способу подачі до притиру [5].
У довіднику молодого шліфувальника представлені відомості по абразивному і алмазному інструменту, його конструкції, вибору характеристик, підготовці до роботи та експлуатації; викладені конструктивні особливості, пристрій, підготовка, наладка та експлуатація шліфувальних верстатів; дані рекомендації з вибору припусків і правки кругів [9].
У статті розглядається прогресивний спосіб редагування абразивного інструменту. Це правка шліфувального круга вільним абразивом. Під час правки застосуються спеціальна структура [10].
У даній статті розглянуті основні можливостями шліфування, особливості підготовки інструмента і підвищення його ефективності під час роботи [11].
4. Основна частина
Правка – це процес впливу на робочу поверхню шліфувальних кругів з метою відновлення його ріжучих здібностей і необхідної геометрії ріжучих поверхонь.
Правка кругів проводиться на робочій швидкості. Перед початком обточування слід дати кругу 1 – 2 хв. вільно обертатися для прогріву приводного механізму, тому що биття холодних і прогрітих підшипників різне.
Під час редагування сточується невеликий шар з периферії абразивного круга.
За допомогою правки, по – перше, усувається можливий зсув круга щодо шпинделя, коло центрів, балансується і приймає ідеальну форму стосовно приводу, на якому він встановлений. Можна сказати, що інструмент притирається
до верстата. Тому не рекомендується переставляти робочий круг на інший верстат, так як це зажадає додаткової правці. Зазвичай круг залишається на своєму місці до повного зносу.
По–друге, за допомогою обточування надають колі необхідну форму (профілювання) для шліфування профільних виробів.
По–третє, домагаються початкової шорсткості робочої боку кола відповідно до необхідної чистотою шліфування.
Якість обробки абразивного круга задається глибиною врізання і швидкістю траверса правлячого інструменту (руху поперечного радіусу кола).
Складність процесу правки алмазних кругів, на відміну від абразивних, полягають у великій твердості алмаза, твердості і в'язкості сполучного матеріалу.
Необхідність правки алмазних кругів виникає в наступних випадках: для усунення биття робочої поверхні нового кола при установці його на верстат; при геометричної форми робочої поверхні круга в процесі експлуатації; при втраті ріжучих властивостей в процесі експлуатації.
Правильний вибір характеристики алмазного круга, режимів обробки та інших технологічних факторів при шліфуванні на прохід прямолінійних поверхонь повинен, по можливості, виключити необхідність редагування круга або звести число операцій правки до мінімуму. Однак на практиці така необхідність в процесі експлуатації інструменту все ж виникає.
Враховуючи труднощі обробки алмазних кругів, для їх редагування застосовують такі способи обробки, як шліфування абразивним кругом, електрохімічний, електроерозійні і електроконтактні способи. Труднощі обробки полягає у великій номенклатурі алмазних кругів і в широкому розмаїтті зв'язок.
Методи правки алмазних кругів із застосуванням, як правлячого інструменту абразивних кругів мають ряд переваг в порівнянні з іншими методами. Вони є найбільш універсальними, так їм можна використовувати при правки алмазних кругів на будь–яких зв'язках. Ці методи досить продуктивні і не вимагають для їх здійснення створення складних пристроїв або модернізації устаткування.
Простота конструкції пристроїв для правки алмазних кругів методами шліфування і обкатування абразивними кругами дозволяє здійснювати правку безпосередньо на робочому місці без зміни швидкості обертання алмазного круга.
При правці алмазних кругів на круглошліфувальних верстатах часто використовуються наладки. На верстаті для зовнішнього шліфування абразивний круг з оправленням встановлюється в центрах верстата замість оброблюваної деталі і отримує обертання від привода деталі (рис 1, а). Всі переміщення правлячого абразивного круга, необхідні для виконання процесу правки, забезпечуються кінематикою круглошліфовального верстата.
Налагодження внутрішньошліфувального верстата для правки алмазного круга методом шліфування абразивним кругом покарана на рис. 1, б. В цьому випадку абразивний круг закріплюється замість деталі в патрон верстата і правка проводиться шляхом шліфування алмазних кругів отвору в абразивному крузі [1].
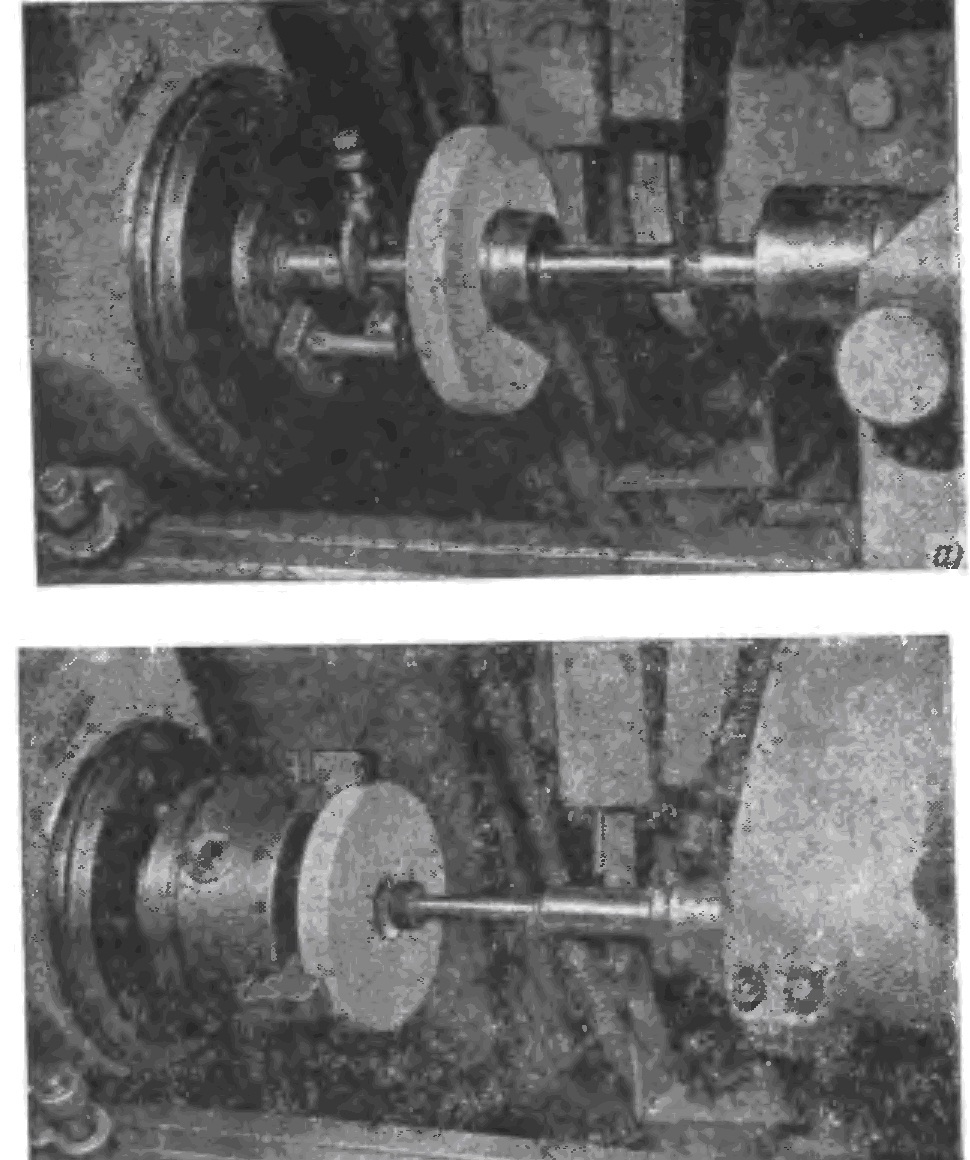
Рисунок 1 – Налагодження круглошлифовального (а) і внутрішньошліфувального (б) верстатів для редагування алмазного круга методом шліфування абразивним кругом
Правка алмазних кругів методом шліфування абразивним кругом.Пристосування для правки встановлюють і закріплюють на столі шліфувального верстата. Привід абразивного круга здійснюється від електродвигуна потужністю 0,2 – 0,4 кВт; він повинен забезпечити обертання круга зі швидкістю 20 – 25 м/с. Напрямок обертання здійснюються назустріч абразивного і алмазного круга.
Для правки абразивних кругів на металевих зв'язках рекомендуються круги з карбіду кремнію зеленого зернистістю 25 – 40, твердістю СМ2 – С2 на керамічній зв'язці. Для правки алмазних кругів на органічних зв'язках можуть застосовуватися також круги з електрокорунду білого зернистістю 25 – 40, твердістю СМ2 – С2 на керамічній зв'язці.
Рекомендуються наступні режими редагування: поздовжня подача, тобто швидкість переміщення абразивного круга вздовж твірної алмазного круга, 1,5 – 2 м / хв; поперечна подача 0,03 – 0,04 мм/дв.ход.
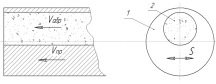
Рисунок 2 – Схематичне зображення притира і абразивного бруска:
1 – притир; 2 – абразивний брусок
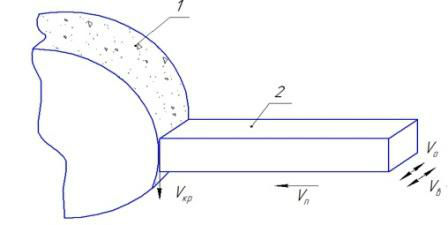
Рисунок 3 – Схема правки вільним абразивом шліфовального круга 1 за допомогою притира 2 Vкр – лінійна шліфовального круга; Vо – скорость возвратно–поступательного движения притира вдоль образующей шлифовального круга; Vв – скорость движения притира при его высокочастотных колебаниях"
Правка алмазних кругів методом обкатування абразивним кругом. Абразивний круг в процесі правки приводиться в обертання за рахунок контакту з алмазним кругом.
В якості правлячого інструменту рекомендується застосовувати круги з електрокорунду білого або карбіду кремнію зеленого зернистістю 25 – 40, твердістю М3 і СМ1 на керамічній зв'язці. Поздовжня подача абразивного круга повинна бути в межах 0,8 – 1,2 м / хв, а поперечна подача до 0,02 мм на 6 – 8 дв. хід.
При установці на пристій абразивного круга, його слід, в свою чергу, піддати правці з метою усунення радіального биття. Абразивний круг в процесі правки повинен постійно знаходиться в контакті з алмазним кругом.
Електроерозійний метод правки алмазних кругів. Для здійснення процесу правки алмазних кругів електроерозійним методом застосовуються схеми, принципова відмінність між якими полягає у використанні електродів–інструментів: дискового або дротяного. Правку алмазних кіл доцільно проводити не на спеціальних електроерозійних верстатах, які, як правило, призначені для обробки некруглих деталей, а на звичайних шліфувальних або заточувальних модернізованих верстатах.
Альтернативою електроерозійному способу правки виступають численні механічні способи правки. Механічні способи правки визначаються різноманіттям операцій механічного впливу на абразивний інструмент. Всі ці способи спрямовані на виправлення геометрії інструменту, який піддається виправленню, і створення необхідного мікропрофілю робочої поверхні круга (РПК).
Продуктивність правки вільним абразивом в 2 – 3 рази вище, ніж при правці абразивними кругами, а витрата абразиву в 6 разів нижче [12].
На кафедрі Мехатронні системи машинобудівного обладнання
ДонНТУ був розроблений новий спосіб правки алмазних ШК – правка з вільним абразивом [13]. Головними особливостями такої правки є цілеспрямований вплив абразивних зерен на зв'язку ШК, (також як при виправленні методами хімічного та електроерозійного впливу) та виправлення геометрії кругів.
На кафедрі Мехатронні системи машинобудівного обладнання
ДонНТУ розроблено новий спосіб редагування вільним абразивом рис. 3 [3]. На відміну від відомого способу правки [4] шліфувального круга 1, що має лінійну швидкість Vкр, при якому притир 2 безперебійно подається в напрямку робочої поверхні круга зі швидкістю Vп і здійснює зворотно-поступальний рух уздовж твірної круга зі швидкістю Vо. У новому способі притир додатково виконує високочастотні коливання зі швидкістю Vв, які спрямовані вздовж твірної шліфувального круга, причому частота коливань повинна дорівнювати:


")