Реферат по теме выпускной работы
Содержание
Введение
Развитие техники и прогресс в машиностроении и приборостроении связаны с расширением использования изделий из твердых сплавов, керамики, стекла, ферритов с созданием новых труднообрабатываемых материалов, для обработки которых широко применяются шлифовальные круги из природных и синтетических алмазов. Алмазные круги, как и любой режущий инструмент, в процессе эксплуатации подвергаются износ, вследствие чего либо искажается геометрическая форма круга, либо снижаются его режущие свойства. Правка кругов этих видов, в особенности алмазных, представляет определенные трудности. Именно по этой причине алмазные круги изготавливают с такой характеристикой связки, чтобы по возможности обеспечить режим самозатачивания.
1. Актуальность темы
В современном машиностроении известно несколько способов правки алмазных шлифовальных кругов. Но правка кругов этих видов представляет определенные трудности. Сложность процесса правки алмазных кругов заключается в большей твердости алмаза, твердости и вязкости связующего материала.
Магистерская работа посвящена теме исследование влияния скорости алмазного круга на процесс восстановления его режущей способности с помощью свободного абразива. В качестве целевого базиса используются правка алмазного круга с помощью свободного абразива.
2. Цель и задачи исследования, планируемые результаты
Целью исследования является повышение производительности и качества правки за счет выбора рациональных параметров процесса воздействия свободного абразива на рабочею поверхность круга.
Основные задачи исследования:
- Разработка конструкции для правки с положением высокочастотных колебаний на притир.
- Экспериментальные исследования влияния соотношения скорости круга и притира на производительность удаления связки алмазного круга.
- Анализ процесса дробления абразивных зерен свободного абразива при правке.
- Выбор рациональных режимов правки алмазных кругов.
Объект исследования: алмазный круг .
Предмет исследования: процесс правки алмазного круга с помощью свободного абразива.
В рамках магистерской работы планируется получение актуальных научных результатов по следующим направлениям:
- Определение рациональных режимов правки алмазных кругов свободным абразивом.
- Подбор параметров свободного абразива для правки.
- Разработка методики и приспособления для правки шлифовальных кругов свободным абразивом.
Для экспериментальной оценки полученных теоретических результатов и формирования фундамента последующих исследований, в качестве практических результатов планируется
разработка нового типа оборудования для праки шлифовальных кругов:
- Конструкторское обеспечение данного оборудования и приспособления.
- Алмазные круги различных типов и назначения.
- Методы контроля состояния рабочей поверхности кругов.
3. Обзор исследований по теме
На кафедре Мехатронные системы машиностроительного оборудования
ДонНТУ был разработан новый способ правки алмазных шлифовальных кругов – правка со свободным абразивом [3-4]. Главными особенностями такой правки является целенаправленное воздействие абразивных зерен на связку шлифовальных кругов, (также как при правке методами химического и электроэрозионного воздействия) и исправление геометрии кругов (присутствует при механической правке) [5].
В книге В.Ф. Романов , В.В. Авакян в книге изложены результаты экспериментальных работ по правке шлифовальных кругов и разработка прогрессивных видов правящих инструментов. На основе экспериментальных исследований даны практические рекомендации по рациональному выбору и применению новых видов алмазных правящих инструментов при высокопроизводительном и скоростном шлифовании [1].
В справочнике В.С. Самойлова, Э.Ф. Эйхманс, В.А. Фальковский, А.Д. Локтев, Ю.П. Шкурии приведены сведения об основных видах металлообрабатывающего твердосплавного инструмента. Большое внимание удалено инструменту с механическим креплением многогранных неперетачиваемых пластин, прогрессивным конструкциям инструмента, даны рекомендации по их применению [2].
В учебном пособии М.И. Хараева представлены материалы по алмазному инструменту, по его выбору и применению. Рассмотрены шлифовальные материалы, указана область их применения [6].
В международном науково – техническом сборнике представлены статьи, в которых затрагиваются актуальные вопросы в области механической обработки различных современных материалов с применением высокопроизводительных технологий, новых методик, измерительных приборов для контроля качества обрабатываемых поверхностей и высокоэффективных режущих инструментов. Затронуты аспекты оптимизации и математического моделирования на различных этапах технологического процесса [7].
В статьи В.В. Гусева, Л.К. Савченко, А.Л. Медведев произведена оценка режущей способности алмазного шлифовального круга и представлены рекомендации для выбора прочности абразивного бруска при правке свободным абразивом [8].
В статье В.В. Гусев, А.Л. Медведев рассмотрены основные закономерности изменения режущей способности алмазных шлифовальных кругов при правке свободным и полусвязаным абразивом. Скорость восстановления режущей способности определяется интенсивностью линейного износа шлифовального круга при правке, которая зависит от объема подаваемого свободного или полусвязаного абразива и его способа подачи к притиру [5].
В справочнике молодого шлифовщика ссодержатся сведения по абразивному и алмазному инструменту, его конструкции, выбору характеристик, подготовке к работе и эксплуатации; изложены конструктивные особенности, устройство, подготовка, наладка и эксплуатация шлифовальных станков; даны рекомендации по выбору припусков и правки кругов [9].
В статьи рассматривается прогрессивный способ правки абразивного инструмента. Это правка шлифовального круга свободным абразивом. Во время правки применятся специальная структура [10].
В данной статьи рассмотрены основные возможностями шлифования, особенностями подготовки инструмента и повышения его эффективности во время работы [11].
4. Основная часть
Правка – это процесс воздействия на рабочую поверхность шлифовальных кругов с целью восстановления его режущих способностей и требуемой геометрии режущих поверхностей.
Правка кругов производится при рабочей скорости. Перед началом обточки следует дать кругу 1–2 мин. свободно вращаться для прогрева приводного механизма, так как биение холодных и прогретых подшипников разное.
Во время правки стачивается небольшой слой с периферии абразивного круга.
С помощью правки, во–первых, устраняется возможное смещение круга относительно шпинделя, круг центруется, балансируется и принимает идеальную форму применительно к приводу, на котором он установлен. Можно сказать, что инструмент притирается
к станку. Поэтому не рекомендуется переставлять рабочий круг на другой станок, так как это потребует дополнительной правки. Обычно круг остается на своем месте до полного износа.
Во–вторых, с помощью обточки придают кругу необходимую форму (профилирование) для шлифования профильных изделий.
В–третьих, добиваются начальной шероховатости рабочей стороны круга в соответствии с требуемой чистотой шлифования.
Качество обработки абразивного круга задается глубиной врезки и скоростью траверса правящего инструмента (движения поперечного радиусу круга).
Сложность процесса правки алмазных кругов в отличие от абразивных заключаются в большой твердости алмаза, твердости и вязкости связующего материала.
Необходимость правки алмазных кругов возникает в следующих случаях: для устранения биения рабочей поверхности нового круга при установке его на станок; при геометрической формы рабочей поверхности круга в процессе эксплуатации; при потере режущих свойств в процессе эксплуатации.
Правильный выбор характеристики алмазного круга, режимов обработки и других технологических факторов при шлифовании на проход прямолинейных поверхностей должен по возможности исключить необходимость правки круга или свести число операций правки к минимуму. Однако на практике такая необходимость в процессе эксплуатации инструмента все же возникает.
Учитывая трудность обработки алмазных кругов, для их правки применяют такие способы обработки, как шлифование абразивным кругом, электрохимический, электроэрозионный и электроконтактный способы. Трудность обработки заключается в большой номенклатуре алмазных кругов и в широком разнообразии связок.
Методы правки алмазных кругов с применением в качестве правящего инструмента абразивных кругов обладают рядом преимуществ по сравнению с другими методами. Они являются наиболее универсальными, так им можно использовать при правки алмазных кругов на любых связках. Эти методы достаточно производительны и не требуют для их осуществления создания сложных приспособлений или модернизации оборудования.
Простота конструкции приспособлений для правки алмазных кругов методами шлифования и обкатывания абразивными кругами позволяет осуществлять правку непосредственно на рабочем месте без изменения скорости вращения алмазного круга.
При правке алмазных кругов на круглошлифовальных станках часто используются наладки. На станке для наружного шлифования абразивный круг с оправкой устанавливается в центрах станка вместо обрабатываемой детали и получает вращение от привода детали (рис 1,а). Все перемещения правящего абразивного круга, необходимые для выполнения процесса правки, обеспечиваются кинематикой круглошлифовального станка.
Наладка внутришлифовального станка для правки алмазного круга методом шлифования абразивным кругом наказана на рис. 1,б. В этом случае абразивный круг закрепляется вместо детали в патрон станка, и оправка производится путем шлифования алмазных кругов отверстия в абразивном круге [10].
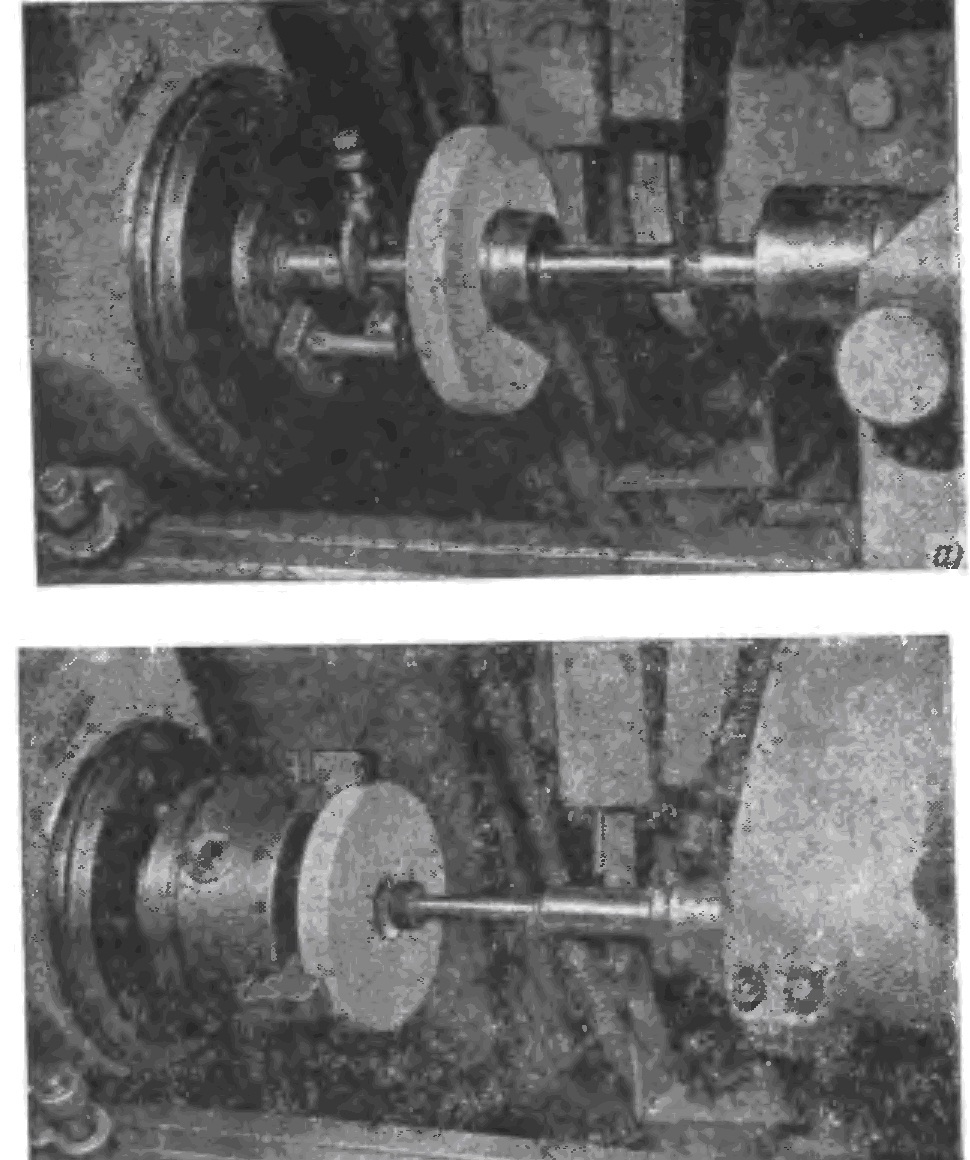
Рисунок 1 – Наладка круглошлифовального (а) и внутришлифовального (б) станков для правки алмазного круга методом шлифования абразивным кругом
Правка алмазных кругов методом шлифования абразивным кругом. Приспособление для правки устанавливают и закрепляют на столе шлифовального станка. Привод абразивного круга осуществляется от электродвигателя мощностью 0,2 – 0,4 кВт; он должен обеспечить вращение круга со скоростью 20 – 25 м/с. Направление вращения абразивного и алмазного кругов встречное.
Для правки абразивных кругов на металлических связках рекомендуются круги из карбида кремния зеленого зернистостью 25 – 40, твердостью СМ2 – С2 на керамической связке. Для правки алмазных кругов на органических связках могут применятся также круги из электрокорунда белого зернистостью 25 – 40, твердостью СМ2 – С2 на керамической связке.
Рекомендуются следующие режимы правки: продольная подача, т.е. скорость перемещения абразивного круга вдоль образующей алмазного круга, 1,5 – 2 м/мин; поперечная подача 0,03 – 0,04 мм/дв.ход.
Правка алмазных кругов методом обкатывания абразивным кругом. Абразивный круг в процессе правки при этом методе приводится во вращение за счет контакта с алмазным кругом.
В качестве правящего инструмента рекомендуется применять круги из электрокорунда белого или карбида кремния зеленого зернистостью 25 – 40, твердостью М3 и СМ1 на керамической связке. Продольная подача абразивного круга должна быть в пределах 0,8 – 1,2 м/мин, а поперечная подача до 0,02 мм на 6 – 8 дв. ход.
При установке на приспособление абразивного круга, его следует, в свою очередь, подвергнуть правке в целях устранения радиального биения. Абразивный круг в процессе правки должен постоянно находится в контакте с алмазным кругом.
Электроэрозионный метод правки алмазных кругов. Для осуществления процесса правки алмазных кругов электроэрозионным методом применяются схемы, принципиальное различие между которыми заключается в использовании электродов–инструментов: дискового или проволочного. Правку алмазных кругов целесообразно производить не на специальных электроэрозионных станках, которые, как правило, предназначены для обработки некруглых деталей, а на обычных шлифовальных или заточных модернизированных станках.
Альтернативой электроэрозионному способу правки выступают многочисленные механические способы правки. Механические способы правки определяются многообразием операций механического воздействия на абразивный инструмент. Все эти способы направлены на исправление геометрии инструмента, который подвергается правке, и создание необходимого микропрофиля рабочей поверхности круга (РПК).
Производительность правки свободным абразивом в 2 – 3 раза выше, чем при правке абразивными кругами, а затрата абразива в 6 раз ниже [12].
На кафедре Мехатронные системы машиностроительного оборудования
ДонНТУ был разработан новый способ правки алмазных ШК – правка со свободным абразивом [13]. Главными особенностями такой правки является целенаправленное воздействие абразивных зерен на связку ШК, (также как при правке методами химического и электроэрозионного воздействия) и исправление геометрии кругов (присутствует при механической правке).
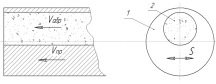
Рисунок 2 – Схематическое изображение притира и абразивного бруска:
1 – притир; 2 – абразивный брусок
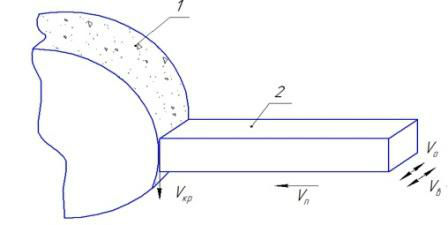
Рисунок 3 – Схема правки свободным абразивом шлифовального круга 1 с помощью притира 2 Vкр – линейная скорость шлифовального круга; Vо – скорость возвратно–поступательного движения притира вдоль образующей шлифовального круга; Vв – скорость движения притира при его высокочастотных колебаниях
На кафедре Мехатронные системы машиностроительного оборудования
ДонНТУ разработан новый способ правки свободным абразивом рис. 3 [3]. В отличие от известного способа правки [4]. шлифовального круга 1, имеющего линейную скорость Vкр, при котором притир 2 бесперебойно подается в направлении рабочей поверхности круга со скоростью Vп и совершает возвратно–поступательное движение вдоль образующей круга со скоростью Vо. В новом способе притир дополнительно выполняет высокочастотные колебания со скоростью Vв, которые направлены вдоль образующей шлифовального круга, причем частота колебаний должна равняться:
Магистерская работа посвящена исследованию повышения производительности и качества правки за счет выбора рациональных параметров процесса воздействия свободного абразива на рабочею поверхность круга.
В рамках проведенных исследований выполнено:
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: декабрь 2012 года. Полный текст работы
и материалы по теме могут быть получены у автора или его руководителя после указанной даты.


")