
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования
- 3. Структура и особенности работы ГТД ТВ3–117
- 4. Особенности синтеза композиционных технологий для ремонта и восстановления лопаток ГТД
- 4.1 Классификация лопаток
- 4.2 Виды повреждения лопаток
- 4.3 Существующие технологии ремонта и восстановления лопаток ГТД
- Выводы
- Список источников
Введение
В современном машиностроении в условиях острой конкуренции на украинском и мировом рынках особую актуальность для двигателестроительных предприятий имеет проблема выпуска конкурентно способной продукции. При этом необходимо учитывать качество выпускаемой продукции, сжатые сроки и стоимость изделия [1].
Одной из важнейших задач совершенствования авиационных двигателей является повышение их надежности и ресурса.
Надежность газотурбинных двигателей в значительной степени зависит от надежности работы лопаток компрессора и турбины, поскольку они являются наиболее нагруженными деталями. Лопатки подвергаются действию статических, динамических и циклических нагрузок, кроме того, лопатки турбины испытывают циклические, термические напряжения, они работают в условиях агрессивной газовой среды при высокой температуре и подвергаются газовой коррозии [2]. Лопатки ГТД имеют сложную пространственную геометрию и изготавливаются из трудно-деформируемых материалов: жаропрочных, титановых и алюминиевых сплавов. К ним предъявляются повышенные требования, такие как: по структуре металла, его химическому составу, механическим свойствам, геометрическим размерам, исключение дефектов (заковы, прострелы, пережоги, прижоги и т.д.) [1].
1. Актуальность темы
Поэтому увеличение работоспособности лопаток газотурбинного двигателя, которые при действии знакопеременных нагрузок и центробежных сил, является актуальной проблемой современности, которая может решаться комплексной обработкой на последних операциях технологического процесса. Повышение эксплуатационных характеристик на этапе их производства является разработка и внедрение прогрессивных финишных технологий, которые обеспечивают значительный вклад в качество изготовления изделия, а следовательно, и в повышение его ресурса и надежности [3].
Газотурбинные двигатели выходят из эксплуатации по окончанию ресурса работоспособности лопаток. Бывают случаи когда повреждения лопаток незначительны, тогда необходимо их восстанавливать. В основном восстановительному ремонту подлежат лопатки у которых повреждена передняя кромка.
Сложность восстановительного ремонта поврежденных лопаток в том, что расположение, размер и форма сколов в каждом конкретном случаи уникальна. Поэтому, каждый случай восстановительного ремонта лопатки требует индивидуального подхода.
В данной работе предложен способ повышения качества восстановительного ремонта лопаток, ГТД ТВ3–117, на основе специальных композиционных технологий, которые базируются на композиции основных особенностей и принципов синтеза комбинированных (гибридных), макро-, микро-, и нанотехнологий, функционально-ориентированых технологий. Эти технологии относятся к новому классу организационно-технологических форм технологий. На базе этих технологий обеспечивается качественно новая совокупность свойств изделий [4]. Так же будут рассмотрены методы ремонта и восстановления лопаток, классификация лопаток, разработан прогрессивный технологический процесс восстановления и ремонта лопаток и спроектировано приспособление для нанесения вакуумного ионно-плазменного покрытия.
Научная ценность работы
Научная ценность заключается в установлении закономерностей между операциями и создание рациональной структуры технологического процесса ремонта и восстановления лопаток ГТД ТВ3–117.
Практическая значимость работы
Практическая значимость заключается в том, что при повышении качества лопаток ГТД, повышается их долговечность, износостойкость и увеличивается их срок эксплуатации.
2. Цель и задачи исследования
На основании вышесказанного поставлена цель работы:
Повышение качества ремонта и восстановления лопаток газотурбинного двигателя ТВ3–117, за счет усовершенствования технологического обеспечения синтеза композиционных технологий.
На основании поставленной цели, определены основные задачи работы:
- Провести анализ современного состояния технологического обеспечения процессов ремонта и восстановления лопаток газотурбинного двигателя ТВ3–117, на основании синтеза композиционных технологий;
- Исследовать возможности повышения долговечности лопаток ГТД ТВ3–117 путем нанесения вакуумных ионно-плазменных покрытий;
- Разработать прогрессивный технологический процесс ремонта и восстановления лопаток ГТД ТВ3–117;
- Спроектировать приспособление для нанесения вакуумного ионно-плазменного покрытия;
- Выполнить эксперименты по исследованию свойств износостойкого вакуумного ионно-плазменного покрытия;
- Разработать рекомендации по совершенствованию технологического обеспечения процессов ремонта и восстановления лопаток ГТД ТВ3–117.
Научная новизна:
- Установить связь закономерности между операциями структуры композиционного технологического процесса для ремонта и восстановления лопаток ГТД ТВ3–117;
- Разработать рациональную структуру технологического процесса для нанесения вакуумных ионно-плазменных покрытий.
Объект исследования:
Композиционный технологический процесс ремонта и восстановления лопаток ГТД
Предмет исследования:
Установка связи закономерности между операциями технологического процесса ремонта и восстановления лопаток ГТД
3. Структура и особенности работы ГТД ТВ3–117
Рассмотрен двигатель ТВ3–117 (рис. 1), который был создан на качественно новом уровне нежели газотурбинные двигатели (ГТД) второго поколения. При его внедрении впервые в СССР были освоены такие прогрессивные технологические процессы, как электронно-лучевая сварка и холодная вальцовка лопаток компрессора, которые впоследствии ввели в конструкции всех без исключения отечественных ГТД. По сравнению со своим предшественником ТВ2–117, двигатель имеет большую на 30% взлетную мощность при меньших габаритах и массе [5]. Принцип действия такого двигателя – сжатый атмосферный воздух из компрессора поступает в камеру сгорания, туда же подаётся топливо, которое, сгорая, образует большое количество продуктов сгорания под высоким давлением. Затем в газовой турбине энергия газообразных продуктов сгорания преобразуется в механическую работу за счёт вращения струёй газа лопаток, часть которой расходуется на сжатие воздуха в компрессоре. Остальная часть работы передаётся на приводимый агрегат. Работа, потребляемая этим агрегатом, является полезной работой ГТД. [11].
Рисунок 1 – Газотурбинный турбовальный двигатель ТВ3–117
Разработка турбовального двигателя ТВ3–117 для вертолёта Ми–24 (рис.2) началась в ОКБ им. В.Я. Климова под руководством С.П. Изотова в 1965 году. Впервые в отечественном двигателестроении было решено применить на двигателе титановый ротор компрессора, сваренный из отдельных дисков электронно-лучевой сваркой, рабочие и направляющие лопатки компрессора из титанового сплава, полученные методом холодной вальцовки, малогабаритные контактные графитовые уплотнения масляных полостей. По сравнению с ТВ2–117 новый двигатель получился мощнее на 30% при меньших габаритах и массе. В 1972 году он прошёл государственные испытания. В этом же году началось его серийное производство на Запорожском заводе «Моторостроитель» [6].

Рисунок 2 – Транспортно-боевой вертолёт МИ–24
ТВ3–117 состоит из 12-ступенчатого осевого компрессора с регулируемыми входным направляющим аппаратом и направляющими аппаратами 4 ступеней, кольцевой камеры сгорания, двухступенчатой турбины компрессора и двухступенчатой свободной турбины. Установлено пылезащитное устройство [6]. В системе регулирования использованы электронные блоки. Двигатель работает на авиационном керосине марок Т–1, ТС–1, РТ. Масляная система использует синтетическое масло Б–3В.
Двигатель ТВ3–117 является одним из лучших в мире по экономичности в своём классе, что было достигнуто высоким КПД агрегатов (компрессора – 86%, турбины компрессора – 91%, свободной турбины – 94%). Он успешно эксплуатируется как в морских, арктических, так и в тропических климатических условиях [6].
По степени совершенства ТВ3–117 относится к третьему поколению двигателей по мировой классификации. При его разработке были применены рациональные приемы конструирования, новые технологические процессы, большое внимание уделялось уменьшению металлоемкости. Важнейшими новшествами, внедренными при создании ТВ3–117, являлись [7]:
- применение регулируемых направляющих аппаратов первых четырех ступеней и входного направляющего аппарата, что позволило хорошо согласовать работу отдельных ступеней и получить высокий КПД (максимальное значение 86%) и высокий запас устойчивости (почти 22%);
- изготовление рабочих лопаток компрессора методом холодного вальцевания, а лопаток направляющих аппаратов – методом протягивания. Метод вальцевания лопаток позволил отказаться от трудоемкого фрезерования профильной части, применявшегося ранее в двигателестроении. Метод фрезерования не позволял изготавливать тонкие профили, поэтому приходилось искусственно увеличивать их толщину, а, следовательно, увеличивать хорду, что приводило к ухудшению параметров и увеличению длины компрессора. С внедрением метода вальцевания допуск на изготовление лопатки уменьшился более чем вдвое, значительно повысилась стабильность параметров компрессора. Так, если для двигателей второго поколения разброс в КПД компрессоров составлял 5...6%, то у ТВ3–117 он снизился до 2,5...3%. Впоследствии метод вальцевания был внедрен на всех без исключения советских газотурбинных двигателях;
- применение бандажированных рабочих лопаток турбин с лабиринтными гребешками на полках и металлокерамическими вставками, что обеспечило высокие КПД турбины компрессора – 91% (расчетный – 90%) и силовой турбины – 93,4% (расчетный – 90%);
- использование в креплении рабочих лопаток турбин двухзубого замка вместо обычно применявшихся трех- и четырехзубых, что позволило отказаться от крепежных фланцев и деталей, повысить жесткость конструкции и уменьшить ее массу;
- применение в турбинах цельнолитых сопловых аппаратов, что обеспечило высокую жесткость конструкции, высокий коэффициент использования металла и минимальную массу, сократившуюся по сравнению с разборной конструкцией почти на 25%;
- внедрение камеры сгорания кольцевого типа, в которой теплонапряженность превышала рекомендуемые значения, что позволило сократить длину камеры и всего двигателя;
- размещение топливного коллектора внутри камеры сгорания, что дало выигрыш в его массе по сравнению с конструкцией двигателя типа ТВ2–117 почти на 40%;
- применение контактных графитовых уплотнений, сокративших утечки воздуха почти вдвое;
- широкое использование титана, из которого выполнено около 50% деталей и узлов (корпус и барабан компрессора, корпуса турбин, корпус и диффузор камеры сгорания, передняя опора компрессора, кронштейны и др.), что позволило значительно уменьшить массу двигателя;
- внедрение точного (прецизионного) литья, обеспечившего существенный выигрыш в коэффициенте использования металла;
- применение электроннолучевой и автоматической сварки, позволивших значительно уменьшить массу двигателя и обеспечивших высокую жесткость конструкции и высокую надежность соединений.
Двигатель ТВ3–117 может использоваться кроме вертолетов на различных судах водного транспорта, в качестве привода электрогенераторов и компрессоров нефтегазоперекачивающих станций. В реактивном варианте (без модуля свободной турбины) двигатель может применяться для сушки струей выхлопных газов помещений для скота, строящихся зданий, сдувания снега и льда на шоссейных и железных дорогах, аэродромах [8].
4. Особенности синтеза композиционных технологий для ремонта и восстановления лопаток ГТД
Композиционная технология это специальная технология, базирующаяся на композиции принципов и особенностей синтеза различных вариантов технологий, которая позволяет управлять свойствами изделия и обеспечивать повышение параметров его качества по направлениям состава композиции вариантов технологий. В этой технологии количество направлений повышения качества изделий определяется числом вариантов технологий, входящих в состав композиционной технологии. Связи между этапами проектирования в этих технологиях выполняются итерационные и рекуррентные [4].
4.1 Классификация лопаток
В газотурбинном двигателе ТВ3–117 различают рабочие, спрямляющие и поворотные лопатки компрессора и турбины. Кроме того, в компрессоре имеются направляющие лопатки и входные направляющие лопатки, а в турбине – сопловые лопатки и охлаждаемые [12].
Конструктивные и технологические особенности рабочих лопаток (рис. 3) оказывают принципиальное влияние на газодинамические характеристики двигателей и устойчивость (надежность) их работы. Прочностные характеристики рабочих лопаток также оказывают принципиальное влияние на характеристики надежности, так как обрыв рабочих лопаток может привести к нелокализованному разрушению двигателя и катастрофе. Нелокализованные отказы из-за обрыва лопаток относятся к такому типу отказов, по которым двигатель должен удовлетворять международным нормам: оторвавшиеся части лопатки (-ок) должны оставаться внутри корпуса двигателя. Однако необходимо учитывать, что обрывы лопаток могут инициировать другие тяжелые отказы: разрушение диска, пожар и др. Рабочие лопатки турбин работают при высоких температурах, испытывают большие статические, вибрационные и температурные напряжения. Они подвергаются одновременно коррозионному и эрозионному действию газов. Учитывая тяжелые условия работы рабочих лопаток и их роль в двигателе (надежность и ресурс лопаток турбин обычно являются определяющими надежность и ресурс двигателя), к конструктивным формам рабочих лопаток, к способу их крепления в диске, к их материалам, технологии изготовления и контролю в эксплуатации предъявляют особо жесткие требования [13].

Рисунок 3 – Модель рабочей лопатки, разработана в SolidWorks
Лопатки осевого компрессора спрямляющие (рис.4) – неподвижные или поворотные профилированные лопатки, расположенные за рабочим колесом ступени осевого компрессора и выпрямляющие (полностью или частично) закрученный поток воздуха, выходящий из рабочего колеса. Лопатки осевого компрессора спрямляющие являются основным элементом спрямляющего аппарата осевого компрессора. Неподвижные лопатки крепятся либо непосредственно к корпусу осевого компрессора, либо к наружному кольцевому бандажу, который в свою очередь крепится к корпусу компрессора, либо к обоим (наружному и внутреннему) бандажам [14].

Рисунок 4 – Спрямляющие лопатки на бандаже
Лопатки осевого компрессора поворотные (рис.5) – подвижные лопатки, которые можно поворачивать и этим самым изменять угол их установки при работе двигателя на земле и в полете. Они предназначены для регулирования компрессора на нерасчетных режимах его работы главным образом с целью повышения КПД компрессора и обеспечения устойчивости его работы. Поворотные лопатки направляющих аппаратов широко применяются в одновальных осевых компрессорах авиационных газотурбинных двигателей для облегчения запуска и разгона ротора двигателя, а также для обеспечения устойчивости его работы на равновесных, но нерасчетных режимах. В многоступенчатом осевом компрессоре нет необходимости поворачивать лопатки направляющих аппаратов всех ступеней. Поскольку режимы работы средних ступеней мало отклоняются от расчетного, во многих случаях достаточно ограничиться поворотом лопаток направляющих аппаратов лишь первых и последних ступеней компрессора. В некоторых случаях известного эффекта в регулировании осевого компрессора можно добиться применением лопаток компрессора поворотных только одного направляющего аппарата, расположенного на входе в компрессор. Это объясняется тем, что именно в первой ступени чаще всего возникает помпаж. Лопатки компрессора поворотные спрямляющих и направляющих аппаратов осевого компрессора снабжаются устройствами для одновременного их поворота на заданный угол. Поворот лопаток в соответствии с режимом работы двигателя может осуществляться автоматическим регулятором, связанным с рычагом, управляющим одновременным поворотом лопаток. Лопатки компрессора поворотные нашли также применение в центробежных компрессорах авиационных газотурбинных и поршневых двигателей [15].

a б
Рисунок 5 – Поворотные лопатки: а – двухопорная; б – консольная.
Сопловые лопатки турбины в отличие от рабочих не испытывают действия центробежных сил, поэтому сопротивление ползучести в данном случае не так важно. Однако в прошлом эти лопатки изредка ломались от появления трещин или изгиба, возникавших вследствие чрезмерных температурных градиентов сразу же после запуска двигателя [16]. В настоящее время обычно проводят лабораторные испытания на одиночных пластинках такого же профиля, что и сопловые лопатки, и получают таким образом необходимые данные для проектирования. Следует отметить также, что в дополнение к температурным напряжениям сопловые лопатки испытывают еще изгибающие напряжения.
Однако в связи с тем, что лопатки обычно устанавливаются в кольце они могут быть сделаны достаточно прочными при допустимых размерах. Сопловые лопатки обычно изготовляются методами прецизионного литья с применением восковых моделей. Поэтому отливки профилей могут быть получены с высокой степенью точности. В одном из малых газотурбинных двигателей сопловые лопатки выполнены полыми из листа «нимоник 75» путем изгиба его в аэродинамический профиль и сварки полученных лопаток по выходной кромке. Охлаждающий воздух из компрессора пропускается через эти полые лопатки, благодаря чему можно применять высокие температуры на входе в турбину [16].
4.2 Виды повреждения лопаток
В эксплуатации кроме силовых факторов, определяемых конфигурацией лопаток и действием внешних сил (статических, газодинамических и вибрационных), на лопатки действует ряд других факторов, связанных с особенностями влияния среды, в которой эксплуатируется двигатель: попадание посторонних предметов, коррозия, изменение температуры, эрозия, износ, фреттинг-коррозия и т.д. [13].
Силовые факторы, за исключением вибрационных и, в какой-то мере, циклических, достаточно точно прогнозируются и учитываются на стадии проектирования, остальные факторы сложно предсказуемы.
Наибольшее число неисправностей компрессоров связано с попаданием в двигатель посторонних предметов и вызываемых ими механических повреждений.
Некоторые характерные виды механических повреждений (забоина, вмятина, погнутость) и геометрические характеристики повреждений кромок и концевых частей рабочих лопаток приведены на рис. 6.
Также возможны забоины собственно на центральной части пера рабочих лопаток. Эти забоины характеризуются глубиной и диаметром, взаимным расположением, а также тем, имеется, или нет, выпучивание в их зоне материала с обратной стороны пера лопатки [13].
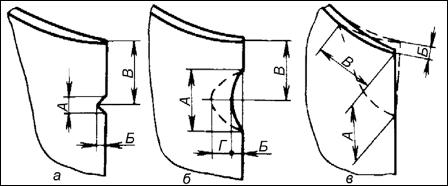
Рисунок 6 – Виды повреждений кромок, верхушек (концевых частей) лопаток и их характеристики [13].
(а – забоина: (характерные размеры) А – длина забоины; Б – глубина забоины, измеряемая по хорде профиля; В – расстояние от периферийного торца лопатки до середины забоины.
б – вмятина: А – длина вмятины, измеряемая вдоль входной кромки лопатки; Б – максимальная глубина вмятины (измеряется в плоскости профиля пера лопатки перпендикулярно входной кромке); В – расстояние от периферийного торца лопатки до середины вмятины (измеряется вдоль входной кромки лопатки); Г – максимальная ширина вмятины (измеряется по поверхности профильной части со стороны спинки или корыта перпендикулярно входной кромке лопатки).
в – погнутость: А – величина отогнутой части профиля лопатки, измеряемая вдоль входной (выходной) кромки; Б – величина отклонения вершины угла лопатки; В – величина отогнутой части профиля лопатки, измеряемая по периферийной кромке лопатки)
Наибольшая повреждаемость в эксплуатации лопаток компрессора приходится на 1 ступень [17] (около 21%), 72% повреждений – на входную кромку и 17% – на выходную (до 90% лопаток имеет лишь одно повреждение), чаще повреждается верхняя половина пера лопатки.
Повреждения лопаток в эксплуатации носят случайный характер как по виду повреждений, так и по распределению повреждений по перу лопатки.
Искажение расчетной геометрии поврежденных лопаток вызывает разбалансировку ротора и повышение уровня вибраций двигателя, а также может стать причиной появления новых резонансных режимов и автоколебаний лопаток. Наиболее опасны изгибные колебания по первым формам (рис. 7) [13].
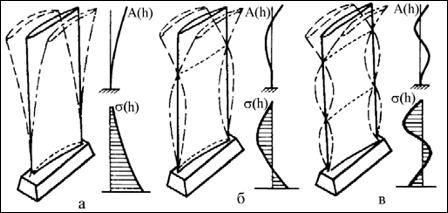
Рисунок 7 – Формы изгибных колебаний рабочих лопаток и характер распределения амплитуд перемещений А(h) и напряжений сигма(h) [18]: а – первая (1X1), б – вторая (2X1), в – третья (3X1) форма.
Дефекты рабочих лопаток распределяются следующим образом: 29% – конструктивные, 17% – технологические (производственные); 11% – эксплуатационные; 43% – сочетание конструктивных, технологических и эксплуатационных.
Возможны также неисправности элементов вспомогательных систем компрессоров, таких как противообледенительная и противопомпажная системы, которые, в конечном итоге, могут приводить к повреждениям рабочих лопаток.
Повреждаемость и надежная работа рабочих лопаток турбин в значительной мере зависит и от работы всех элементов горячей части двигателя. Увеличение ресурса и повышение рабочих параметров в турбинах ГТД сопровождается интенсификацией процессов повреждения рабочих лопаток под действием статических и вибрационных нагрузок, высоких температур, циклических нагрузок, вызываемых действием силовых факторов, термических напряжений, коррозионного и эрозионного воздействия газового потока [13].
Большинство разрушений рабочих лопаток турбин, как и рабочих лопаток компрессоров, имеет усталостный характер и связано с переменными напряжениями, возникающими при колебаниях по низшим формам (которые могут вызываться в том числе пульсационным горением топлива в камере сгорания). При колебаниях по первой изгибной форме возможны также растрескивание и усталостные разрушения хвостовиков лопаток.
Согласно [17] усталостные разрушения лопаток турбин составляют до 33%, разрушения от малоцикловой усталости – около 9%, разрушения от сочетания малоцикловой усталости, вибрационных напряжений – около 42% и разрушения, связанные с исчерпанием длительной прочности – 16%.
Таким образом, в общем случае, причинами разрушения лопаток турбин могут являться [13]:
- снижение предела выносливости из-за образования микротрещин в поверхностном слое, поврежденном нерегламентированной механической обработкой;
- повышение амплитуды вибрационных напряжений из-за раззазоривания бандажных полок вследствие износа площадок контакта;
- несоответствие натяга по бандажным полкам техническим условиям при сборке;
- перегрев из-за неравномерного температурного поля перед турбиной;
- нарушение условий эксплуатации;
- недостаточная эффективность системы охлаждения;
- повышение амплитуды вибрационных напряжений вследствие изменения условий возбуждения (прогар лопаток сопловых аппаратов, закоксованность топливных форсунок и т.п.);
- неравномерность распределения нагрузки по зубьям хвостовика;
- неоптимальные режимы резания профиля хвостовика;
- несовершенство процессов штамповки, термообработки или литья лопаток и т. д.
Разрушения лопаток турбин по технологическим причинам составляют [17] около 25%, по несовершенству конструкции около 23%, остальные 52% приходятся на неблагоприятное сочетание конструктивных и технологических факторов.
При анализе повреждаемости рабочих лопаток турбин по причине термической усталости и выработке способов ее снижения в общем случае следует учитывать [13]:
- при одном и том же градиенте температур кромок и средней части лопатки напряжения в кромках всегда больше, чем в средней части;
- при запуске двигателя в кромках возникают напряжения сжатия, способные, в некоторых случаях, вызвать потерю их устойчивости;
- при останове двигателя на кромках возникают напряжения растяжения тем большие, чем выше режим, с которого происходит выключение;
- при значительном градиенте температур возникающие температурные напряжения могут превысить предел упругости и при многократном повторении способны вызвать разрушение (образование трещины) по типу малоцикловой усталости;
- величину напряжений можно снизить путем снижения градиента температур за счет более плавного нарастания подачи топлива при запуске, охлаждения двигателя на пониженном режиме перед его выключением, а также рядом конструктивных мероприятий (плёночное охлаждение кромок, тепловая изоляция кромок от газового потока, применение пустотелых неохлаждаемых лопаток).
В зависимости от выбора материала и покрытий циклическая долговечность может повыситься до 10 раз благодаря более высокой пластичности материала.
Обычно стоимость материала и масса лопатки увеличиваются при применении материалов с повышенной пластичностью.
В отличие от сравнительно несложных способов увеличения долговечности на установившихся режимах для повышения сопротивления малоцикловой усталости лопаток требуются фундаментальные изменения, а именно: замена материала, подбор соответствующего покрытия, схемы охлаждения и конфигурации детали [13].
Однако следует учитывать, что изменения, необходимые для повышения циклической долговечности рабочих лопаток могут оказать воздействие на остальную часть роторной системы.
Например, изменение материала, приводящее к увеличению массы лопатки, потребует изменений в конструкции диска, чтобы компенсировать возросшие центробежные нагрузки и т.п.
4.3 Существующие технологии ремонта и восстановления лопаток ГТД
В современности существует множество технологий по ремонту и восстановлению лопаток ГТД. Развитие науки и техники в быстром темпе, раскрывает перед нами множество технологий, которые направлены на уменьшение себестоимости и увеличения качества ремонта и восстановления лопаток ГТД.
Технология ремонта и восстановления лопаток ГТД состоит из этапов:
- входной контроль;
- металлургическое исследование;
- снятие наружного и внутреннего жаростойкого покрытия;
- наплавка;
- термообработка;
- подготовка под нанесение покрытий;
- нанесение покрытия на внутреннюю полость;
- нанесение покрытия на проточную часть пера лопатки;
- выходной контроль.
Рассмотрим некоторые методы наплавки:
Электронно-лучевая наплавка.
Последние новшество в ремонте и восстановлении лопаток ГТД применяется электронно-лучевая наплавка. Технология и оборудование предназначены для нанесения в вакууме градиентных порошковых покрытий значительной толщины (до 15 мм) с целью повышения поверхностной прочности, сопротивления износу, коррозионной стойкости, термостойкости и модификации других физических, химических и механических свойств поверхностных слоев материалов и изделий из них.
Электронно-лучевая наплавка (ЭЛН-технология многофункциональных покрытий на детали и изделия порошковыми материалами в вакууме является принципиально новой технологией порошковой металлургии, реализуемой в электронном пучке непосредственно на детали. ЭЛН технология – это технология XXI века, она не имеет аналогов в России и за рубежом. Под воздействием электронного луча и соответствующей подаче порошковой смеси на поверхности детали реализуются процессы порошковой металлургии в режиме жидкофазного спекания с полным сохранением состава, дисперсности и свойств задаваемой порошковой композиции. Благодаря высокой плотности мощности в луче (10,4 – 10,5 вт/куб.см ), возможности оперативного управления энергетическими характеристиками луча и малому объему расплавленной ванны (10 – 20 мм3), появляется возможность управлять этими процессами, изменяя соответствующим образом не только интегральную температуру ванны, но и скорость ее нагрева и охлаждения. ЭЛН-технология позволяет использовать самые различные порошковые композиции, включая ультрадисперсные. Все это делает эту технологию универсальной как в плане многообразия функциональных свойств порошковых покрытий, так и в плане нанесения покрытий любой толщины, включая слоистые и градиентные, на детали из любых металлов, сплавов и любой геометрии [21].
Плазменная наплавка-напыление.
В настоящее время среди методов порошковой плазменной наплавки наибольшее распространение имеет способ, при котором используется сжатая прямая дуга, горящая между электродом и изделием. В то же время за рубежом наиболее активно используется метод порошковой плазменной наплавки, получивший название РTА – процесс (plasma transferred arc). При этом методе действуют одновременно основная дуга (горящая между электродом и изделием) и косвенная или пилотная дуга (горящая внутри плазмотрона между электродом и плазмообразующим соплом). В связи с тем, что процесс нанесения покрытий только косвенной плазменной дугой называется плазменным напылением, новая технология получила название плазменная наплавка-напыление.
Таким образом, процесс плазменной наплавки-напыления – это метод нанесения порошковых покрытий толщиной 0,5 – 4,0 мм с гибким регулированием ввода тепла в порошок и изделие плазмотроном с двумя дугами – основной и пилотной.
Поскольку покрытия наносимые методом плазменного напыления ограничены толщиной порядка 1 мм, за пределами которой проявляется тенденция к отслаиванию (вследствие высоких внутренних напряжений), а покрытия, наносимые плазменной наплавкой традиционным способом с использованием только основной дуги связаны с большим проплавлением основного металла и его перемешиванием с присадочным материалом (соответственно, с отсутствием необходимых свойств покрытия в первом наплавленном слое), то данная технология плазменной наплавки-напыления относится к гибридным процессам, совмещающим положительные характеристики процессов наплавки и напыления [20].
Качество нанесенных покрытий методом плазменного напыления зависит от большого числа входных параметров. При этом в настоящий момент не существует количественных неразрушающих методов контроля качества плазменных напыленных покрытий. Поэтому получение беспористых покрытий с максимальными адгезионными свойствами за счет использования второго источника тепла – основной дуги, позволило значительно повысить качество и эксплуатационные характеристики покрытий.
Процесс плазменной наплавки-напыления (РТА-процесс) обеспечивает использование пилотной (косвенной) дуги для расплавления присадочного порошка и основной дуги (переносимой) для поддержания необходимой температуры частиц порошка осажденной на детали. При этом увеличение времени нахождения частиц порошка при высокой температуре способствует максимальному сцеплению и уплотнению частиц с минимальным перегревом поверхности детали. Оптимизация основных характеристик процесса (токов основной и пилотной дуги, расстояния до изделия, скорости подачи порошка и скорости перемещения плазмотрона) выявило минимальную чувствительность к скорости подачи порошка и в определенных пределах к скорости перемещения плазмотрона.
При анализе микроструктуры самофлюсующихся покрытий, нанесенных методом плазменной наплавки-напыления, было отмечено получение литой структуры (в отличие от слоистой структуры, типичной для процессов плазменного напыления), а также отсутствие пористости (около 0,3%). Микротвердость покрытия составила HV 800. Зона термического влияния зафиксирована порядка 0,5 мм, в то время как при плазменной наплавке она составляет около 3 – 4 мм [20].
Импульсно-лазерная наплавка.
Разработанная технология восстановления изношенных лопаток методом импульсной лазерной наплавки позволяет в значительной мере устранить недостатки, присущие существующей технологии ремонта лопаток методом электродуговой наплавки (рис. 8) и получить значительный экономический эффект за счет снижения трудоемкости ремонта и повышения ресурса работы лопаток:
- Значительно снизить объем выполнения механической обработки лопаток после наплавки, так как припуски на последующую после наплавки механическую обработку не превышают 100 мкм и практически находится в геометрическом поле допуска после наплавки.

Рисунок 8 – Методы восстановления лопаток электродуговой наплавки и импульсной лазерной наплавки, соответственно [22]
- Устранить технологические операции термообработки перед наплавкой и после наплавки лопаток, так как зоны термического влияния находятся на уровне сотни микрон.
- Формирует в наплавленном слое мелкодисперсные структуры, обеспечивающие повышенную износостойкость поверхностного слоя лопатки до уровня новых и выше.
- Позволяет расширить зоны ремонта лопаток вследствие минимальных зон термического влияния, по сравнению с электродуговой наплавкой с 1/3 по высоте до 100%, то есть до зоны крепления лопатки.
Технология импульсной лазерной наплавки открывает новые потенциальные возможности при ремонте лопаток и позволяет:
- Устранить трудоемкие технологические операции снятия и установки лопаток с диска вала турбины для отправки их на ремонтный завод, то есть производить ремонт непосредственно на газоперекачивающей станции.
- Создать мобильный комплекс для ремонта лопаток, позволяющий производить ремонт лопаток непосредственно на газоперекачивающей станции.
Технологию импульсной лазерной наплавки можно применять для восстановления изношенных лопаток авиационных турбин, атомных, тепловых и гидроэлектростанций [22].
В ходе выполнения магистерской работы будет использован метод вакуумного ионно-плазменного нанесения покрытия, в лабораториях кафедры технология машиностроения на установке «Булат-6» (рис. 9).

Рисунок 9 – Установка для нанесения вакуумного ионно-плазменного покрытия «Булат-6»
Упрочнение осуществляется за счет нанесения износостойких покрытий вакуумно-дуговым методом КИБ без ионного пучка, либо с ассистированием высокоэнергетическим (20 – 150 кэВ) ионным пучком, а также за счет полиэнергетической имплантации металлическими ионами с энергией до 150 кэВ. Улучшения декоративных свойств осуществляется за счет нанесения декоративных покрытий.
Одно из наиболее эффективных направлений совершенствования технологии синтеза многофункциональных покрытий связано с разработкой технологий получения многослойно-композиционных покрытий с нано метрической толщиной каждого из слоев на основе одинарных, двойных и тройных соединений тугоплавких металлов IY – YI групп Периодической системы элементов (карбиды, нитриды, бориды, оксиды и их смеси). Толщина каждого слоя таких покрытий может составлять нескольких нанометров, что позволяет не только предельно уменьшить количество различных дефектов, но и реализовать «теоретическую» прочность материала покрытия. Использование изделий с подобными покрытиями позволяет эффективно решить целый ряд задач для широкой гаммы проблем машиностроения. В частности, применительно к одному из самых массовых изделий – режущему инструменту, что повышает производительность различных технологических операций резания, рост точности и качества обработки, снижение расхода дорогостоящих инструментальных материалов, возможность реализации экологически безопасного резания без применения СОТС [23].
Пример лопаток ГТД после нанесения вакуумного ионно-плазменного покрытия.
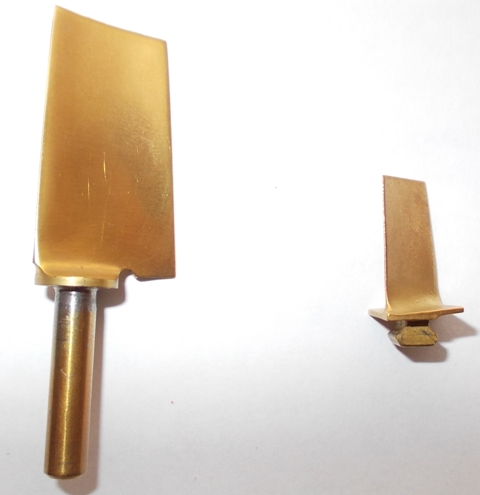
Рисунок 10 – Поворотная и рабочая лопатка с нанесением вакуумного ионно-плазменного напыления
Выводы
В данной работе был проведен анализ современного состояния вопроса, ремонта и восстановления лопаток газотурбинного двигателя ТВ3–117. Рассмотрены существующие методы ремонта и восстановления лопаток ГТД, расмотрены особенности работы и конструкция ГТД ТВ3–117, так же проанализированы виды повреждения лопаток компрессора и лопаток турбины.
Существует множество технологий восстановительного ремонта лопаток ГТД, которые имеют свои достоинства и недостатки. Но наука развивается, поэтому необходимо применять более прогрессивные технологии, которые позволят снизить себестоимость и повысить надежность, долговечность и износостойкость лопаток ГТД. Такими технологиями являются композиционные технологии, которые базируются на композиции основных особенностей и принципов синтеза комбинированных и функционально-ориентированных технологий.
При написании данного реферата магистерская работа еще не закончена. Окончательное завершение: декабрь 2012 г. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
Список источников
- Казаков Роман Александрович ОАО «НПО Сатурн» УГ Мет, Конструкторско-технологическое бюро перспективного развития, г. Рыбинск, «Изготовление лопатки ВНА компрессора ГТД изотермической штамповкой».
- Крымов В.В., Елисеев Ю.С., Зудин К.И. «Производство газотурбинных двигателей» / Под ред. В.В. Крымова. М.: Машиностроение / Машиностроение – Полет, 2002. – 376 с., ил.
- Технологическое обеспечение эксплутационных характеристик деталей ГТД: монография / Лопатки компрессора и вентилятора / [Богуслаев В.А., Муравченко Ф.М., Жеманюк П.Д. и др.]. – Запорожье: ОАО «Мотор Сич», 2003. – 396 с.
- А.Н. Михайлов, Е.А. Михайлов, Д.А. Михайлов «Основы синтеза композиционных технологий машиностроения».
- Михаил Саркисов, Александр Саркисов, Данила Изотов «Жизнь семейства ТВ3–117», ГУП «Завод им. В.Я. Климова».
- Богуслаев В.А. «Двигатель для воздушных трасс будущего» // Двигатель. – 2000. – №2 – 4.
- Петр Изотов, Данила Изотов «Семейство ТВ3–117», ГУП «Завод им. В.Я. Климова».
- Авиационная энциклопедия «Уголок неба» [электронный ресурс]. – Режим доступа: http://www.airwar.ru/...
- Каталог мирового вооружения [электронный ресурс]. – Режим доступа: http://www.worldweapon.ru/...
- Сошин В.М.«Электронный ресурс предназначен для студентов 2-го курса специальности 130300, изучяющих конструкцию двигателя ТВ2–117 по дисциплине «Авиационная техника»», г. Самара, 2007 г.
- Свободная энциклопедия «Википедия» [электронный ресурс]. – Режим доступа: http://www.ru.wikipedia.org/...
- Авиасловарь [электронный ресурс]. – Режим доступа: http://www.aviaslovar.ru/...
- «Рабочие лопатки авиационных ГТД. Часть 1. Эксплутационная повреждаемость рабочих лопаток», Московский государственный университет гражданской авиации.
- Летная школа «Капитан Нестеров» [электронный ресурс]. – Режим доступа: http://www.flyingschool.ru/...
- Справочник «АвиаПОРТ» [электронный ресурс]. – Режим доступа: http://www.aviaport.ru/...
- Устройство автомобиля [электронный ресурс]. – Режим доступа: http://www.astra-world.ru/...
- Петухов А.Н. «Сопротивление усталости деталей ГТД». – М: Машиностроение, 1993. – 240 с.
- Лозицкий Л.П. и др. «Конструкция и прочность авиационных деталей». – М: Воздушный транспорт, 1992. – 535 с.
- В.А. Богуслаев, А.Я. Качан, В.Ф. Мозговой «Финишные технологии обработки деталей ГТД»
- Научно-производственная фирма «Плазмацентр» [электронный ресурс]. – Режим доступа: http://www.plasmacentre.ru/...
- Солдатов Анатолий Николаевич «Электронно-лучевая наплавка износостойких покрытий».
- Вятское машиностроительное предприятие «Лазерная техника и технологии» [электронный ресурс]. – Режим доступа: http://www.techlaser.kirov.ru/...
- Научно-производственное предприятие «Булат» [электронный ресурс]. – Режим доступа: http://www.bulatsteel.ru/...