| Поисковая система ДонНТУ |
|
Барданов Александр Валерьевич Факультет компьютерных информационных технологий и автоматики тема научной работы: "Проектирование и исследование системы автоматического управления правкой алмазного инструмента" |
) |
АвторефератВведение ВведениеВ настоящее время в машиностроении используются высокопрочные сплавы, например ВТ14. Не представляется возможным произвести их обработку обычным инструментом, т.к. прочность обрабатывающего инструмента должна быть не менее чем в десять раз превышать прочность материала. Решением этой проблемы стало создание специального инструмента, который способен обрабатывать любой высокопрочный сплав. Этот инструмент – алмазный круг, представляющий собой стальной диск с алмазоносной полосой, толщиной 7-10мм. Эта полоса состоит из связки – более мягкого метала, в который в жидком состоянии добавляют алмазную крошку. В процессе эксплуатации круг «засаливается»: на его рабочей поверхности образуется слой из стружки обрабатываемой детали, в некоторых местах имеет место выпадение алмазных зерен. Это снижает КПД алмазного круга. Таким образом, следует приводить инструмент в рабочее состояние, поддерживая режущую способность рабочей поверхности. Для этого используют электроэрозионную правку: с помощью электрической дуги, выжигают стружку и лишнюю связку с рабочей поверхности круга. При этом обнажаются алмазные зерна, что и является конечной целью правки. Применение электроэрозионной обработки для профилирования алмазных токопроводящих кругов является весьма перспективным. Это объясняется рядом специфических особенностей, присущих данному методу: наличие межэлектродного зазора между взаимодействующими поверхностями круга и электрода позволяет осуществить бесконтактное формообразование с минимальным усилием и износом правящего инструмента, избирательность и дискретность процесса обеспечивают необходимую точность обработки и качество режущей поверхности, каждое абразивное зерно после правки окружено связкой с измененной структурой, которая обладает твердостью в 1,3-3 раза большей, чем твердость исходной структуры, после правки зерна выступают из связки на 35-40 мкм, что создает более развитую поверхность круга и обеспечивает режущую способность в 2-3 раза выше, чем после других видов правки, например абразивной. Электроэрозионный метод правки обеспечивает высокую точность профиля (в пределах 5-20 мкм), повышение режущих свойств рельефа и высокую производительность самой правки. 1.Постановка задачи для САУ процессом элетроэрозионной правкиВ настоящее время электроэрозионная правка ведется при помощи генератора, вырабатывающего правящие импульсы с частотой 50 Гц. Частота вращения алмазного круга на валу равна 47 Гц. За счет не кратности частот правящие импульсы подаются на поверхность алмазного круга со смещением, что позволяет избежать эффекта «ромашки» (попадания правящих импульсов в одни и те же места круга вследствие кратности частоты следования импульсов и частоты вращения круга). Существенным недостатком обработки при помощи такого генератора является то, что за один оборот круга на его поверхности выжигается всего одна лунка. Этот факт делает время правки весьма длительным из-за большого количества лунок, требующих обработки. Решением данной проблемы было бы использование генератора с более высокой частотой подачи импульсов, способного производить правку алмазного инструмента при различных значениях вращения алмазного круга. Это позволит значительно сократить время правки, а, значит, повысит эффективность использования алмазного круга при обработке высокопрочных сплавов. В результате сотрудничества кафедры АТ с кафедрой МС было проведено исследование процесса правки, выяснено требуемое отношение частоты вращения инструмента и частоты следования импульсов, спроектирована система автоматического управления широкодиапазонным генератором импульсов. Однако при вычислении отношения частот, существующая система дает высокий уровень погрешностей, что на практике снижает эффективность работы всей системы, ухудшая результаты правки алмазного круга. Решением данной проблемы может служить модификация существующей схемы определения отношения частот. Также САУ была спроектирована так, что бы взаимодействовать с персональным компьютером. При этом не был учтен тот факт, что интерфейсы современного персонального компьютера не способны обеспечивать обмен данными с требуемой для процесса электроэрозионной правки скоростью и точностью. В дополнение следует отметить, что существующее программное обеспечение и ОС (в частности ОС Microsoft Windows, работа с которой предполагалась при проектировании) не были предусмотрены для работы с промышленным оборудованием, Оно не выполняет условия точности, большинство из возможностей современного ПО являются излишними для поставленной задачи. Решением данных проблем может стать переход на оборудование, предназначенное для работы в промышленных объектах, использование другого программного обеспечения, которое удовлетворяет поставленным задачам в большей мере или использование контроллера для решения поставленной задачи. Недостатком электроэрозионной правки является частичная графитизация алмазных зерен под воздействием высоких температур при разрядах. 2.Функциональная схема устройстваНазначение системы управления заключается в том, чтобы за минимальное время выправлять алмазный круг (методом электроэрозионной правки). Поддержание режущей способности поверхности круга в процессе обработки обеспечивают, совмещая процесс шлифования с одновременной правкой. Для правки будет использован ШГИ-125-100М с САУ. Функционально система управления ЭЭП работает следующим образом: При работе алмазного круга с помощью датчика скорости вращения круга (ДС) определяется его скорость в данный момент времени. Определяется отношение частоты вращения круга и установленной частоты генератора, управляемого напряжением (ГУН). Значение отношения передается на контроллер, где оно используется, как входное значение для программы расчета требуемой частоты правящих импульсов. Программа, вычисляет изменения частоты ГУН, для получения оптимальной частоты, значение которой позволит произвести правку круга в наикратчайшее время. Выдает рассчитанное значение на цифроаналоговый преобразователь (ЦАП1). ЦАП1 преобразует и передает сигнал на генератор, управляемый напряжением. Импульсы, заданной частоты и скважности поступают на вход выходного каскада ШГИ и формируют импульсы правки. Импульсы подаются через устройство согласования, для того чтобы привести их в соответствие с требованиями выходного каскада ШГИ-120-100М. С выхода ШГИ импульс поступает на электрод и производит правку рабочей поверхности круга. 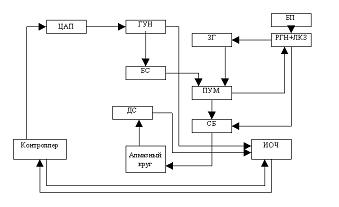 БП – блок поджига 3.Определение оптимальной частоты правящих импульсовДля определения оптимальной частоты правящих импульсов зададимся диаметром алмазного круга:
Dkp = 280 мм
(стандартный диаметр абразивного круга, используемого для обработки высокопрочных сплавов) Вычислим длину окружности алмазного круга:
L = п * Dkp
L = 3.14 * 280 = 879.2 (мм) Зададимся средним размером лунки:
Lл = 1мм
Вычислим минимальное количество лунок:
Nmin = L / Lл
Nmin = 879.2 = 880 Частота вращения алмазного круга постоянна и равна:
Fkp = 47 Гц
Частота необходимая для покрытия рабочей поверхности круга за один оборот:
Fг = Fkp * Dkp
Fг = 879,2 * 47 = 41322,4 (Гц) В зависимости от условий задачи, можно понижать частоту правящих импульсов за счет увеличения времени правки. Например, если увеличить время правки до 17 полных оборотов, то частоту генератора можно установить равной:
Fг1 = Fг / 17
Fг = 41322, 4 / 17 = 2431,9 (Гц) 4.Моделирование работы системыВ процессе выполнения исследовательской работы встала задача моделирования процесса эрозионной правки алмазного инструмента. Для этого в курсе "Автоматизация проектирования устройств и систем управления" была создана наглядная модель, демонстрирующая процесс выправления алмазного круга. Написанная в среде разработки DELPHI 7, программа моделирует процесс правки алмазного круга с течением времени. На рисунке, который приведен ниже можно увидеть правку алмазного круга:
Данная модель подтвердила имеющиеся гипотезы и позволила проанализировать и прийти к выводу о том, что при не кратных частотах, даже если имеет место небольшой сдвиг одной частоты по отношению к другой, эффект «ромашки» не проявляется(это эффект возникающий, когда правящие импульсы бьют в одни и теже точки). Однако небольшой сдвиг, на примере того, что мы пронаблюдали, существенно удлиняет время правки. В реальных условиях при правке с использованием частоты питающей сети время процесса доходит до получаса и более. Выбранный в ходе курса проектирования систем источник тока ШГИ-125-100М позволяет генерировать импульсы не только кратные частоте питающего напряжения, но и импульсы высокой частоты. При использовании высоких частот импульсов правки существенный эффект достигается гораздо быстрее, чем при использовании распространенного метода с использованием частоты сети. Уменьшение времени, уходящего на правку инструмента, доказывают целесообразность использования высоких частот для выпраления алмазного круга. При написании реферата были использованы: 1. http://masters.donntu.ru/2002/mech/svyrev/diss/inter4.htm - Улучшение абразивных свойств шлифовального круга посредством оптимизации шлифовального зерна. К. Н., Вержбалович Т.А., Кудряшов Б.П., Сынников Е. П., Филонов А. В. 2. http://masters.donntu.ru/2004/mech/poezd/diss/index.htm - Оптимизация режимов алмазного шлифования хрупких неметаллов исходя из обеспечения минимума себестоимости. Автореферат по магистерской диссертации. Поезд С.А. 3. http://www.intech-diamond.com/rus/prod-13.htm - Абразивно - алмазная обработка деталей. 4. http://www.mashin.ru/jurnal/razdelart.php?id=2&abt=008&fpage=20 - ОАО «Издательствао «Машиностроение». Журнал «Автоматизация и современные технологии» (2006. №1) |
Биография
[рус] [укр] [eng] Реферат [рус] [eng] Библиотека Ссылки Отчет о поиске Индивидуальное задание |