Обжимные прокатные станы — блюминги и слябинги, предназначенные для производства заготовок из слитков стали,—исторически считаются не удобными для автоматизации объектами. Причиной этого является сама технология реверсивной прокатки, заключающаяся в том, что заготовка многократно проходит сквозь прокатные валки вперед и назад, причем при каждом проходе изменяется раствор валков, многократно производится передача металла из калибра в калибр, и выполняются повороты заготовки на 90 градусов (кантовки). Из за большого количества механизмов, участвующих в процессе прокатки, нестабильности состояния металла по температуре, форме слитка, наличию окалины процесс прокатки даже двух следующих друг за другом слитков может отличаться, особенно при первых проходах (пропусках) через прокатные валки.[1]
В 60-70 годах прошлого века предпринимались попытки создания блюминга автомата на базе управляющих вычислительных машин семейства СМ, однако все они закончились безуспешно, несмотря на большие затраты на аппаратные средства и разработку, в которой были задействованы мощные отраслевые институты. Проблема усугублялась тяжелыми условиями эксплуатации средств вычислительной техники (запылённость, высокие температуры, мощные электромагнитные поля)и отсутствием надёжных датчиков. Там, где системы автоматического управления всё же вводились в работу (например, на третьем блюминге Криворожского металлургического комбината),срок их эксплуатации был очень недолгим: производительность мощного прокатного стана, стоящего в начале технологической цепочки, при автоматическом управлении оказывалась ниже, чем при ручном управлении опытным оператором. Затем обжимным станам совсем перестали уделять внимание, считая, что они будут полностью ликвидированы после широкого внедрения устройств непрерывной заготовки стали.[2] Реалии экономической ситуации, однако, оказались таковыми, что на сегодняшний день (по крайней мере на Украине) большая часть производимой прокат ной продукции в черной металлургии начинает свой путь в блюмингах и слябингах. Хозяевам металлургических предприятий и инженерно техническому персоналу волей неволей пришлось задуматься об обеспечении надёжной работы обжимных станов, производительность которых доходит до 1000 тонн в час [2]. Наряду с мероприятиями по реконструкции механических узлов и электрооборудования снова стала актуальной проблема автоматизации. Это требует разработки математических моделей и количественного описания промышленных операций.
Этим занимаются крупные научно-промышленные предприятия и научные институты. Среды отечественных компаний больше всего добилась НПО «Доникс», которая занимается автоматизацией металлургических производств Украины. В пределах СНГ имеет наибольший опыт АКХ ВНИИМЕТМАШ. Но описанные предприятия в поставляемых системах не используют методы искусственного интеллекта. В отличии от мирового лидера автоматизации SIEMENS AG, которые в последних продуктах используют комбинированные системы для расчета и прогнозирования свойств и характеристик всех этапов производства металла.
Цель работы: разработать подсистему для составления оптимального раскройного плана сортовых заготовок с целью минимизации негодного металла.
Задачи:
создать и обучить нейронную сеть
реализовать численный метод для составления раскройного плана
провести испытания
оценить полученные результаты
Рисунок 1. Анимированный процесс работы заготовочного стана
Разрабатываемая подсистема предполагается для заготовочного стана 950/900 обжимного цеха ЗАО ММЗ «Истил-Украина», но потенциально может эксплуатироваться на любом прокатном стане обжимных цехов металлургических заводов при учете особенностей конкретного прокатного стана.
Как показало исследование достижений в сфере горячей прокатки, на территории СНГ нейронные сети в данной области производства не используются. Поэтому, возможно, это будет первая попытка в отечественной науке.
Данная работа внесет вклад в исследование нейронных сетей в области металлургии и определенный экономический эффект при прокатки в обжимном цехе ЗАО ММЗ «Истил-Украина».
Многие выпускники ДонНТУ задействованы в производственной сфере, в частности в области управления технологическими объектами. Применением современных математических методов при автоматизации производства традиционно занимаются специалисты АСУ. До недавнего времени этим руководил Мокрый Георгий Васильевич. Так под его руководством среди магистров ДонНТУ 2006 года Папко Т.А. разрабатывала выпускную работу на тему "Управление планетарными реверсивными летучими ножницами”, где применяются генетические алгоритмы. [3]
Среди отечественных разработчиков выделяется научно-производственное объединение «Доникс». Среди множества автоматизированных подсистем отметим Систему измерения геометрических размеров движущегося раската металла в технологическом потоке прокатного стана.[4]
Основные функции системы:
формирование плана раскроя раската на слябы;
определение положения переднего конца раската относительно линии реза ножниц в процессе позиционирования раската перед вырезкой сляба (блюма) и фиксирование длины сляба (блюма) в момент его вырезки;
автоматическое измерение поперечных размеров (ширины и толщины) слябов (блюмов) в технологическом потоке прокатного стана;
расчет массы вырезаемых слябов (блюмов);
обеспечение визуализации результатов измерения длины, ширины и толщины слябов, рационального плана раскроя раската, — технологической информации;
протоколирование результатов измерения длины и расчета массы слябов (блюмов);
функции самодиагностики работы системы.
Состав системы:
главный компьютер;
оптико-электронные линейно-сканирующие устройства — ЛСУ-1, ЛСУ-2;
блок обработки данных ЛСУ;
табло оператора поста управления-1;
блок контроля температурных режимов работы ЛСУ;
выносной пульт управления;
видеокамеры, одна из которых обеспечивает визуальный контроль длины обрези, остальные — измерение длины, ширины и толщины слябов (блюмов);
удаленный блок сбора и преобразования информации о состоянии датчиков технологического оборудования.
Созданная А.И. Целиковым научная школа в области теории прокатки, расчетов и конструирования прокатных станов позволила АКХ ВНИИМЕТМАШ занять лидирующие на просторах СНГ позиции в ряде направлений прокатного производства (производство тончайших полос и лент, деталепрокатное производство и др.).
Основными направлениями в производстве листовой продукции является создание специальных станов горячей и холодной прокатки для получения полос и листов из труднодеформируемых сталей, систем ускоренного охлаждения полос и термической обработки листов и полос в линиях станов горячей прокатки с целью улучшения механических свойств раската.
Наиболее эффективными станами для производства горячекатаной листовой стали являются непрерывные широкополосовые станы (НШС). Первый в стране НШС-2000, созданный совместно с Новокраматорским машиностроительным заводом, успешно работает на меткомбинате "Северсталь" и обладает наивысшей для подобных станов производительностью (6.8 млн. т/год).[5]
К оригинальным разработкам следует отнести: стан "200" ЭКН для теплой прокатки инструментальной ленты в рулонах с использованием электроконтактного нагрева металла в валках, эксплуатируемый на заводе "Ижсталь", новая технология получения биметаллической ленты на станах типа "200" ЭКН, специализированный стан для производства заготовок для малолистовых автомобильных рессор, который в настоящее время монтируется а АМО-ЗИЛ, шестивалковый прокатный стан "1350" с укороченными опорными валками для производства прецизионных полос и фольги из жёстких алюминиевых сплавов, созданный совместно со Старокраматорским машиностроительным заводом и установленный на Дмитровском опытном заводе алюминиевой консервной ленты.
Среди научных организаций моделированием процессов прокатки занимается Магнитогорский государственный технический университет, где была использована матричная модель формоизменения металла в калибрах, структурно-матричный подход при моделировании сортовых станов, а также методики расчета показателей формоизменения и энергосиловых параметров, основанные на использовании принципа наименьшего сопротивления.
Для описания формы калибров и прокатываемых в них сечений, а также для расчета площадей и других параметров очага деформации с учетом особенностей формы калибров и их элементов в данной работе использован векторно-матричный подход, разработанный на кафедре обработки металлов давлением Магнитогорского государственного технического университета и широко используемый для решения задач совершенствования калибровки валков. Этот подход позволяет универсальным способом представлять различные калибры в виде однотипных числовых массивов - матриц.
Принцип наименьшего сопротивления был интегрирован в структурно-матричную модель, что в большей части и определяет сферу ее применения. Данная интеграция позволила в полной мере использовать достоинства матричной модели, и, вместе с тем, дополнить ее рядом важных физических принципов, которые делают ее более приближенной к реальному процессу прокатки [6]. Это дает возможность применять структурно-матричную модель не только как дополнение к уже существующим методикам, не только для совершенствования существующих технологических процессов, но и как самостоятельную методику для разработки технологии сортовой прокатки.
самостоятельную методику для разработки технологии сортовой прокатки.
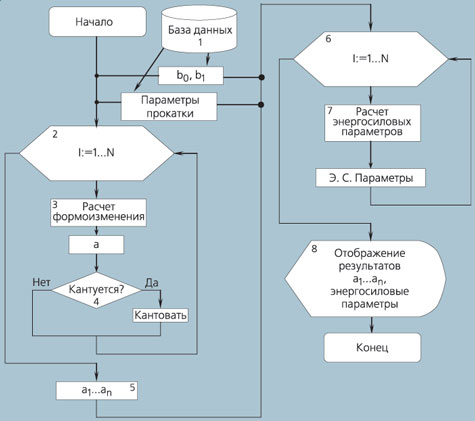
Рисунок 2. Базовый алгоритм расчета формоизменения и энергосиловых параметров проволочного стана с двух и трех валковыми системами калибров
1. База данных, содержащая исходные значения векторного описания профиля заготовки, калибров клетей прокатного стана и технологические параметры прокатки.
2. Цикл расчета формоизменения металла в калибрах всех клетей исследуемого стана.
3. Проверка на кантовку металла перед следующей клетью.
4. Массив векторов, описывающий профили сечений выходящего из клети металла.
5. Вычисление энергосиловых параметров для каждой из клетей стана с учётом полученного формоизменения, а также параметров прокатки.
6. Вывод полученных результатов на экран или печать
Целью разработки новой компьютерной модели являлось объединение в одном пакете программ достоинств структурно-матричной модели настройки станов (рис.1). [6]
Мировым лидером в области горячей прокатки является Siemens VAI, чьи автоматизированные системы предназначены для нагревательных печей, горячей прокатки, прокатных станов. Точные и гибкие модели процесса используют нечеткую логику и нейронные сети для оптимизации рабочего процесса от нагревательных печей вплоть до готового изделия.[7]
Последние новейшие микрокомпьютерные технологии, включая нелинейные системы управления и современные методы идентификации, обеспечивают соблюдение размеров полосы в максимально возможных пределах. Высокоуровневые системы оптимизации увеличивают гибкость и пропускную способность прокатного стана.
Варианты подсистем:
- Оптимизационная и контролирующая модель нагревательной печи - экономия энергии до 10%
- Оптимизационная модель прокатного стана - для совершенствования процесса корректировки параметров с целью улучшения свойств продукта
- Автоматический контроль ширины - допуски по ширине + / - 3 мм
- Контроль размеров и давления - допуски по толщине варьируются вплоть до 1/4 от стандартных значений
- Модель контроля температуры - отклонения температуры <16 ° C
- Контроль шага - высокое качество поверхности заготовки
- Дополнительный модуль управления рольгангами - высокая эффективность и точный контроль скорости прокатного стана
- Оптимизация схем прокатки– увеличение гибкости планирования и уменьшение времени на смену валков.[7]
Как видим в существующих системах, кроме нейросетей используются еще векторно-матричный подход (модель Магнитогорского университета) и традиционные математические методы (Доникс, ВНИИМЕТМАШ).
Векторно-матричный подход, хотя и обеспечивает качественные результаты, но в процессе проектирования и реализации довольно сложный и трудоемкий.
Традиционные математические методы выполняют свои задачи. При их использовании не планируются параметры прокатки, что ведет к расходам металла и энергии, которые можно уменьшить, используя методы ИИ.
Главная особенность нейросетей - создание сложных взаимосвязей между данными в процессе обучения, без необходимости заранее предполагать модель для корреляции желаемых параметров. Это делает метод весьма привлекательным в моделировании процессов, в которых традиционное математическое моделирование очень сложно или даже невозможно. Кроме того, нейросети практически застрахованы от шума или случайных возмущений. Разработка нейронно-сетевых моделей происходит достаточно быстро и, в большинстве случаев просто. Ряд исследователей, используя нейронные сети, при моделировании процессов горячей прокатки получили хорошие результаты [8].
Однако практическое применение этого метода в области прокатки нераспространенное, главным образом из-за отсутствия уверенности в результатах вычислений. Это обусловлено многими факторами. Прежде всего, лишь в последнее время этот метод стал возможным при более широкой доступности недорогих вычислительных мощностей. Кроме того, пока математические основы нейронных сетей еще полностью не разработаны, никто не знает в точности механизмов их обучения, то есть остается неизвестным, как нейронные сети вычисляют результат. Поэтому, они нередко рассматривались как потенциально ненадежные "черные ящики". В некоторых аспектах это оправданное отношения, т.к. неправильно принятое решение системы автоматизации может привести к значительным поломкам и высоким экономическим потерям.
Нейронные сети могут использоваться по-разному в моделировании процесса прокатки. Как самостоятельно, но из-за недостоверности результатов этот метод на практике не используют, по крайней мере, в случае горячей прокатки.
Другие подходы заключаются в применение гибридных систем искусственного интеллекта: нейронные сети - экспертные системы и нейро-нечеткая логика. К настоящему моменту есть несколько примеров этого подхода в области прокатного производства [8].
Распространенный вариант - применение нейронных сетей для расчета корректирующих коэффициентов в традиционных математических моделях, которые контролируют процесс. То есть, гибрид традиционного математического метода - нейронная сеть, в котором нейронная сеть выступает в качестве помощника математической модели. Такая нейронная сеть обычно называется сетью параметров. Так, например, она может рассчитать коэффициенты теплопередачи для традиционной тепловой математической модели, которые будут использовать в процессе контроля сляба в нагревательной печи [9].
Сейчас существует система, которая производит замеры заготовок [10]. Но для испытания работы разрабатываемой подсистемы необходимо установить также датчик измерения поперечной длины и температуры, т.к. эти данные наряду с длинной, индексом ровности, маркой стали и выходными параметрами (диаметр, длина и допуски) заготовок будут передаваться во входной слой нейронной сети. Количество нейронов во внутреннем слое планируется установить опытным путем во время производственной практики. В выходном слое будет одни нейрон с прогнозируемым значением длины раската. После чего численным методом будет находится раскройный план для этого показания.
Хотя существующие системы на данный момент удовлетворяют требованиям, разработка новой подсистемы позволит более эффективно использовать ресурсы и внесет вклад в исследование нейронных сетей.
Литература 1. Технология прокатного производства. Учебное пособие. / В.М. Клименко, А.М. Онищенко, А.А. Минаев, В.С. Горелик. –К.: Выща школа. Головное изд-во, 1989.
2. Система контроля технологии и управления скоростными режимами прокатного стана. Р.А.Федоряк. Современные технологии автоматизации №1 2001
3. Портал магистров ДонНТУ http://masters.donntu.ru/2006/kita/papko 4. Официальный сайт НПО "Доникс" www.donix-ua.com 5. Официальный сайт АКХ "ВНИИМЕШМАТ" www.vniimetmash.ru 6. Сайт Магнитогорского государственного технического университета www.magtu.ru 7. Официальный сайт Siemens AG www.siemens.com 8. «Металл и литье Украины», №10 2004
9. Официальный сайт Antonio Augusto Gorni www.gorni.eng.br 10. Технологическая инструкция 234-П.03.01 –2002. Производство блюмов, слябов и заготовок из углеродистых и легированных марок стали в обжимном цехе. ОАО «Донецкий Металлургический Завод»
Примечание: Данный автореферат не является окончательной версией автореферата магистерской работы, т.к. завершение исследований по теме магистерского проекта планируется до 31.12.2007.