|
На початок
Постановка завдання і актуальність
Географічне розташування України пояснює великий транспортний потенціал нашої держави. Транспортування російської нафти, газу і інших рідких і газоподібних речовин в країни Євросоюзу є дуже важливою прибутковою статтею українського бюджету. У наший країні знаходитися велика кількість магістральних трубопроводів і різних підземних споруд забезпечення. І завдання контролю цілісності цих споруд дуже важливе. Одним з складених даного контролю - є контроль товщини ізоляційного покриття що захищає трубопровід від корозії та інших шкідливих дій.
Покриття захищають метали від корозії, виконують теплозахисні, електроізоляційні, декоративні функції. Серед показників якості покриттів одним з найважливіших є товщина, допустимі межі зміни якої визначаються нормативно-технічною документацією. Руйнуючі методи вимірювання товщини покриттів, наприклад ваговий метод, методи травління і мікро-шліфів не дозволяють реалізувати 100% контроль продукції, вони малопродуктивні і неекономічні. Для неруйнівного вимірювання товщини покриттів застосовуються різні методи і прилади, звані товщиномірами. Проте, недостатня точність промислових приладів вимагає удосконалення і розробки нових звідси слідує актуальність поставленого завдання.
Мета роботи:Спроектувати універсальний прилад для вимірювання товщин діелектричних покриттів на електропровідниковій основі різних деталей і конструкцій на підставі вже існуючого приладу, який є прототипом для проектованого пристрою.
Прилад повинен виміряти товщину поверхонь різних класів товщини. З похибками менше ніж у прототипа, за рахунок компенсації температурної похибки.
|
На початок
Огляд існуючих методів виміру товщин покриттів.
Підвищення вимог до якості продукції, що випускається, спричиняє за собою необхідність вдосконалення засобів і методів неруйнівного контролю.
Загальні відомості про магнітний метод контролю. Магнітний метод контролю застосовують в основному для контролю виробів з феромагнітних матеріалів, тобто з матеріалів, які здатні істотно змінювати свої магнітні характеристики під впливом зовнішнього (що намагнічує) магнітного поля. За способом отримання первинної інформації розрізняють наступні методи магнітного контролю: магнітопорошковий, магнітографічний, ферозондовий, ефект Холу, індукційний, пондеромоторний, магніторезисторний.
Всі магнітні методи неруйнівного контролю сплошності металу засновані на виявленні локальних обурень поля, що створюються дефектами в намагніченому феромагнетику. При намагнічені об'єкту магнітний потік протікає по об'єкту контролю. У разі знаходження несплошності на шляху магнітного потоку, виникають поля розсіювання, форма і амплітуда яких несе інформацію про розмір, характер, і глибину залягання дефекту.
Магнітні перетворювачі. У переважній більшості випадків при магнітному контролі доводитися мати справу з вимірюванням або індикацією магнітних полів поблизу поверхні виробів. Для цього застосовують різні магнітні перетворювачі, з яких найбільш широкого поширення набули індукційні, ферозондові, датчик Холу і магніторезистивні. У магнітопорошкових і магнітографічних установках застосовують різні порошки і стрічки.
Магнітні товщиноміри призначені для вимірювання товщини різних покриттів на об’єкті контролю з феромагнітних матеріалів або для вимірювання товщини феромагнітних листів. У магнітних товщиномірах використовується залежність магнітного опору ділянки магнітного ланцюгу від зазору. За принципом дії магнітні товщиноміри можна розділити на три групи: магнітовідривні (пондеромоторної дії), магнітостатичні і індукційні. В даний час випускається магнітний товщиномір, заснований на індукційному принципі дії. Індукційні товщиноміри використовують одностержневий магнітопровід і змінне електромагнітне поле.
Магнітні товщиноміри. Товщина немагнітних покриттів (фарба, лак, емаль і ін.), а також нікель на сталі може бути зміряна магнітними товщиномірами. Магнітні товщиноміри можна розділити на магнітовідривні і індукційні. Робота магнітовідривних товщиномірів заснована на вимірюванні сили відриву постійного магніту від об'єкту контролю. До таких товщиномірів відносяться Пентест і Мікротест. Вони прості, не вимагають джерела живлення, застосовуються вимірювань на деталях різної конфігурації. Вимірюється товщина до 20 мм при погрішності вимірювання від 5% до 10% залежно від моделі товщиноміра.
Магнітні дефектоскопи призначені для виявлення дефектів у вигляді тріщин, корозійних виразок, неметалевих включень та ін. порушень сплошності у феромагнітних об'єктах, а також вимірювання товщини.
Для намагнічення об'єкту контролю використовується П-образний постійний магніт. Датчик Холу розташований між полюсів магніту на центральній осі перетворювача. Контроль проводиться шляхом сканування об'єкту контролю із записом і розшифровкою інформації полей розсіювання.
Загальні відомості про імпедансний метод контролю. Акустичний імпедансний метод є найбільш поширеним засобом неруйнівного контролю з'єднань в багатошарових конструкціях і виробів з шаруватих пластиків.
Метод заснований на відмінності механічного імпедансу дефектних і доброякісних ділянок контрольованого виробу. Механічний імпеданс оцінюють з поверхні виробів у зонах збудження в нім вигинистих коливань звукових або низьких ультразвукових частот. Зміни механічного імпедансу перетворюють у відповідні зміни електричного сигналу, який обробляють в електронному блоці дефектоскопа і представляють на індикаторі або використовують для управління виконавчими механізмами.
Механічним імпедансом Z називається комплексне відношення сили F, що діє на поверхні контрольованої ділянки, до середньої коливальної швидкості V на цій поверхні у напрямі сили: Z = F/V.
Основна область застосування методу - виявлення дефектів клейових і паяних з'єднань між порівняно тонкою (до 3 мм для алюмінієвих сплавів і 1,7 мм для сталей) обшивкою і елементом жорсткості (лонжероном, нервюрою і тому подібне) або заповнювачем (пінопластом, сотами і ін.), також дефектів типу розшарувань і непроклеєв в неметалічних покриттях і виробах з шаруватих пластиків, що залягають на глибині до 15-20 мм. Широкому впровадженню методу сприяли його універсальність, зручність в експлуатації, відсутність необхідності змочування контрольованих виробів, легкість контролю по криволінійних поверхнях, простота і доступність апаратури.
Пристроєм, чутливим до зміни механічного імпедансу контрольованого об'єкту, служить перетворювач дефектоскопа. У імпедансних дефектоскопах застосовують сумісні і роздільно-сумісні перетворювачі.
Імпедансні дефектоскопи. Чутливість дефектоскопа визначається чутливістю перетворювача і способом обробки його вихідного сигналу в електронному блоці.
Велику роль в підвищенні достовірності виявлення дефекту грає правильний вибір інформативних параметрів і методів обробки отриманого сигналу.
Амплітудна обробка. Найпростіший вид обробки сигналу - амплітудна обробка, де реєструється зміна амплітуди прийнятого сигналу.
Фазова обробка. Зміна сигналу (імпедансу або швидкості розповсюдження пружних хвиль) реєструється по зміні фази прийнятого сигналу.
Частотна обробка. У частотній обробці реєструється зміна частоти системи, в якій перетворювач є частотозадаваючою ланкою.
Амплітудно-частотна обробка. Двопараметрова обробка сигналу (в даному випадку по зміні частоти і амплітуди) дозволяє істотно підвищити чутливість до дефекту. Особливо ефективне застосування амплітудно-частотної обробки в імпедансному методі, оскільки наявність дефекту викликає зміна і амплітуди і частоти сигналу.
Амплітудно-фазова обробка. Двопараметрова обробка сигналу (в даному випадку по зміні фази і амплітуди) дозволяє істотно підвищити чутливість до дефекту.
Спектральний аналіз (АЧХ і ФЧХ). Спектр сигналу є найбільш загальною характеристикою сигналу. Спектральний аналіз дозволяє реєструвати частотні і фазові зміни сигналу. Спектральний аналіз може використовуватися і в імпедансному методі і в методі вільних коливань. Інформативним параметром є зміна спектру на дефектній ділянці по відношенню до бездефектної.
Загальні відомості про метод вільних коливань.Метод вільних коливань (МВК) визначений в ГОСТ 23829-85 як "метод акустичного неруйнівного контролю, заснований на збудженні вільно затухаючих пружних коливань в контрольованому об'єкті або його частині і аналізі параметрів цих коливань". Розрізняють інтегральний і локальний варіанти МВК. У першому використовується коливання контрольованого об'єкту як єдиного цілого, в другому (локальному) - тільки його частини.
Тут розглядається тільки локальний метод вільних коливань, вживаний для виявлення зон з порушенням з'єднання між елементами багатошарових конструкцій, і дефектів (переважно розшарувань) у виробах або шарах з пластиків.
У МВК інформативним параметром служить зміна спектру вільних пружних коливань контрольованих об'єктів. Спектр є узагальненою характеристикою. Технічно простіше використовувати амплітудно-частотну характеристику спектру, тому практично застосовується тільки такий спосіб обробки інформації.
Перевагами МВК перед іншими низькочастотними методами є можливість контролю виробів з матеріалів з малими модулями Юнга і високими коефіцієнтами загасання пружних коливань (гуми, пінопласту і т. п.) і виявлення дефектів на більшій глибині (до 30 мм в пластиках).
Основні способи ударного збудження пружних коливань в контрольованому виробі: 1) механічний (електро-механічний), 2) п'єзоелектричний, 3) електромагнітно-акустичний, 4) газодинамічний, 5) оптичний.
Найбільш застосовуємо перший спосіб, як збудник використовують пристрої, рухомі системи яких приводяться в рух електромагнітними механізмами.
У механічних (електромеханічних) вібраторах рухома система стикається з виробом протягом проміжків часу, малих в порівнянні з періодом проходження імпульсів.
В ударних перетворювачах контрольований об'єкт збуджується електромагнітним вібратором.
Ультразвуковий метод вимірювання. Ультразвуковий контроль товщини стінки тонкостінних корпусів і елементів конструкцій, труб паливопроводів є одним з найважливіших напрямів технічної діагностики авіакосмічних систем. При цьому контроль проводять як в цехових умовах підприємств авіакосмічної промисловості, так і в ремонтних цехах, ангарах і на відкритих майданчиках. Для забезпечення ефективного виробництва і безпечної експлуатації аерокосмічної техніки були створені і освоєні в експлуатації декілька поколінь ультразвукових товщиномірів, призначених для автоматизованого і ручного контролю. Проте велика частина з них морально і фізично застаріла, а багато знов розроблені володіють вельми істотними недоліками. До них відносяться низька продуктивність і достовірність при використанні п'єзоелектричних перетворювачів (ПЕП), наявність великої кількості впливаючих чинників, відсутність систем обробки сигналів і реєстрації результатів, що знижує достовірність контролю.
Обмеження ультразвукового методу вимірювання товщини
Погрішність ультразвукового методу вимірювання товщини залежить від цілого ряду впливаючих чинників, що накладаються наступними обмеженнями: варіацією швидкості розповсюдження ультразвукових коливань (УЗК); станом і геометричними характеристиками виробу; якістю акустичного контакту при використанні ПЕП; магнітними властивостями і електропровідністю матеріалу виробу при використанні електромагнітно-акустичних (ЕМА) перетворювачів; температурою навколишнього середовища і ін.
Вихрострумовий метод контролю. Вихрострумовий метод контролю заснований на аналізі взаємодії зовнішнього електромагнітного поля з електромагнітним полем вихрових струмів, що наводяться збуджуючою котушкою в електропровідному об'єкті контролю (ОК) цим полем. Як джерело електромагнітного поля найчастіше використовується індуктивна котушка (одна або декілька), звана вихрострумовим перетворювачем (ВТП). Синусоїдальний (або імпульсний) струм, що діє в котушках ВТП, створює електромагнітне поле, яке порушує вихрові струми в електромагнітному об'єкті. Електромагнітне поле вихрових струмів впливає на котушки перетворювача, наводячи в них ЕДС або змінюючи їх повний електричний опір. Реєструючи напругу на котушках або їх опір, отримують інформацію про властивості об'єкту і про положення перетворювача відносно його.
Приклад виненкнення вихрових струмів у пластині електропровідного металу.
Особливість вихрострумового контролю полягає в тому, що його можна проводити без контакту перетворювача і об'єкту. Їх взаємодія відбувається на відстанях, достатніх для вільного руху перетворювача щодо об'єкту (від доль міліметрів до декількох міліметрів). Тому цими методами можна отримувати добрі результати контролю навіть при високих швидкостях руху об'єктів.
Вихрострумовий метод застосовується в основному для контролю якості електропровідних об'єктів: металів, сплавів, графіту, напівпровідників і так далі. Прилади і установки, що реалізують вихрострумовий метод, широко використовуються для виявлення несплошностей матеріалів (дефектоскопія і дефектометрія), контролю розмірів ОК і параметрів вібрацій (товщинометрія і віброметрія), визначення физико-механических параметрів і структурного стану (структуроскопия), виявлення електропровідних об'єктів (металошукачі) і для інших цілей. Об'єктами вихрострумового контролю можуть бути електропровідні прутки, дріт, труби, листи, пластини, покриття, зокрема багатошарові, залізничні рейки, корпуси атомних реакторів, кульки і ролики підшипників, кріпильні деталі і багато інших промислових виробів.
Дефектоскопи, що реалізовують вихрострумовий метод, призначені для виявлення різних тріщин, розшарувань, заходів, раковин, неметалічних включення і так далі Зокрема, розроблений дефектоскоп ВД-701 з прохідним ВТП, що дозволяє контролювати протяжні об'єкти (труби, прутки, проволікатиму з поперечними розмірами від 5 до 121мм).
Товщиноміри, засновані на вихрострумовому методі, застосовуються для контролю товщини електропровідних листів, плівок, пластин, покриттів на них, стінок труб, циліндрових і сферичних балонів і так далі, що має накладний ВТП, призначений для вимірювання товщини неметалічних покриттів (фарба, емаль, пластик і т. д.) на металевій підставі (алюміній, мідь, титан).
Проаналізувавши вказані методи можна зробити висновок, що всі вони мають значні недоліки при вимірюванні товшин діелектричних покриттів. Тому я зроблю вибір саме вихрострумового методу вимірювання товщини. Який має декілька переваг І істотними з них є те, що при відносно невеликих габаритах вимірювальної апаратури він забезпечує можливість швидкісного і безперервного контролю виробів. Також цей метод має найбільшу ширину розкриття несплошностей, глибину проникненя, та протяжність, що видно з таблиці. Також даний метод є неруйнуючим методом контролю що говорить про його переваги.
|
На початок
Структурна схема проектованого приладу та наукова новизна.
Опис блоків, що входять у структуру.
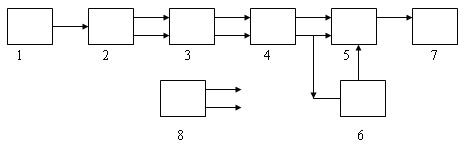
Принцип дії товщиноміра полягає в реєстрації напруги з вимірювальної обмотки перетворювача (2), що виникає унаслідок зміни магнітного опору в ланцюзі «перетворювач- поверхня феромагнітної основи», малюнок 4.1. Живлення перетворювача здійснюється від генератора синусоїдальної напруги частотою 1 кГц (1). Вихідна напруга з вимірювальної обмотки перетворювача і еквівалентної котушки поступає на два ідентичні канали, в яких посилюються і детектуються.
1 Задаючий генератор
2 Блок обробки синусоїдального сигналу
3 Блок детектування
4 Аналого- цифровий перетворювач
5 Блок лінеаризації
6 Цифровий індикатор
7 Блок живлення
Після підсумовування інформаційного сигналу з частиною опорного (регулювання нуля), різносний сигнал поступає на вхід аналого - цифрового перетворювача (АЦП), що діє за принципом подвійної інтеграції. Лінеаризація залежності «вихідна напруга - цифровий код» здійснюється методом кусочно-лінійної апроксимації шляхом формування нелінійної опорної напруги АЦП. З метою підвищення стабільності роботи товщиноміра, опорна напруга формується з ЕДС вторинної обмотки еквівалентної котушки.
Температурну погрішність датчика викликають два чинники: вплив температури навколишнього середовища на електронні компоненти драйвера/трансмиттера (така погрішність властива будь-якій схемі, що містить аналогові елементи), а також на активний опір котушки пробника і сполучних проводів. Зміна активного опору сполучного кабелю і активного опору котушки пробника під впливом температури навколишнього середовища викликає зміну добротності. Таку погрішність вельми складно компенсувати, оскільки важко відокремити корисну зміну добротності, що викликається переміщенням об'єкту контролю, від паразитного, викликаного впливом температури на кабель і пробник. У приведеному опису драйвера/трансмиттера використаний ряд оригінальних технічних рішень, що поєднують аналогові і цифрові компоненти. На малюнку приведена структурна схема драйвера.
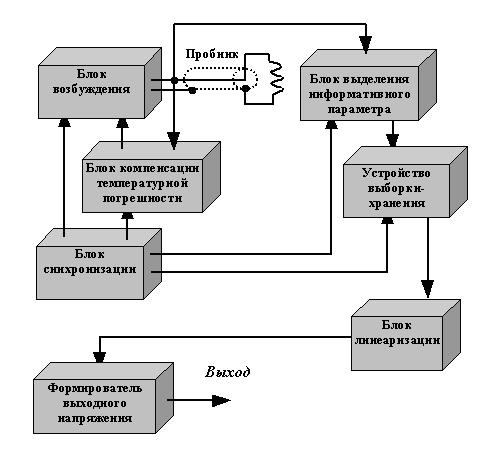
Блок збудження виробляє імпульсний сигнал спеціального вигляду для збудження пробника, блок компенсації температурній погрішності стежить за величиной активного опору кабелю і котушки і у разі їх температурної зміни певним чином коректує параметри сигналу збудження, що практично повністю компенсує температурну погрішність. Блок виділення інформативного параметра здійснює виділення інформативного сигналу у момент часу відповідний найбільшій чутливості. Потім інформативна напруга запам'ятовується пристроєм вибірки-зберігання і зберігається до наступного виміру. Синхронізація роботи вище описаних блоків здійснюється блоком синхронізації. Частота формування сигналу збудження не менше 1 кГц. Отже, вимірювання відстані між торцем пробника і об'єктом відбувається не менше 1000 разів в секунду, що згідно теоремі Найквіста - Котельникова дозволяє вимірювати вібрацію з частотою до 0,5 кГц. Блок лінеаризації здійснює приведення нелінійної характеристики до вигляду у = kx. Фільтр нижніх частот пригнічує присутні в інформативному сигналі складові кратні частоті дискретизації. Необхідно відзначити, що фільтр не є обов'язковим функціональним елементом, оскільки важливий тільки для спектрального аналізу. В той же час спектроаналізатори, як правило мають власний вбудований ФНЧ. Формувач вихідної напруги здійснює посилення вихідного сигналу до заданої чутливості. Крім того здійснює прив'язку виходу до позитивного входу живлячої напруги, який в драйверах (невідомо по яких причинах) прийнято робити загальним дротом.
Живлення товщиноміра здійснюється від акумулятора. За допомогою мережевого блоку живлення - зарядного пристрою, акумулятор заряжається. Можлива експлуатація товщиноміра із зарядним пристроєм від мережі змінного струму 220 В, частотою 50 Гц і за відсутності акумулятора у відсіку живлення.
Конструктивно товщиномір складається з електронного блоку і зовнішнього перетворювача, що підключається до електронного блоку через роз'єм.
|
На початок
Литература
- "Неразрушающий контроль" Практическое пособие под редакцией В. В. Сухорукова. Книга 3 "Электромагнитный контроль", изд. 3 доп. и перераб.М. 2001г-312 стр.
- "Неразрушающий контроль и диагностика". Справочник под общей редакцией В. В. Клюева, 488 стр.М.-2003г
- Герасимов В. Г. «Электромагнитный контроль однослойных и многослойных изделий» М.: Энергия, 1972. 160с.
- Герасимов В. Г., Клюев В.В., Шатерников В.Е. «Методы и приборы вхретокового контроля промышленных изделий». М.: Энергоатомиздат, 1983. 242с.
- Валитов А.М. «Приборы и методы контроля толщины покрытий. Справочное пособие».М.2003г.-120с.
- Дорофеев А. Л. «Индукционная структуроскопия» М.: Энергия, 1973. 176с
- Г. С. Шелихов "Магнитопорошковая дефектоскопия деталей и узлов". М.:2002г.-220 стр.
- «Словарь терминов по неразрушающему контролю». Под общей редакцией И. П. БелокураМ.:2001г.-226 стр.
- Сухоруков В.В. «Математическое моделирование электромагнитных полей в проводящих средах». М.: Энергия 1975, 152 с.
- «Измерения в промышленности». Справ. изд. В 3-х кн. Кн. 1. Теоретические основы. Пер. с нем. /Под ред. Профоса П. – М.: Металлургия, 1990. – 492 с.
Ця робота знаходиться на стадії розробки. Кінцеві результати очікуються наприкінці 2008р.
|
На початок
|