


Реферат
за темою магістерської роботи *
“Дослідження вичерпання ресурсу пластичності субмікрокристалічних алюмінієвих стопів при радіальному видавлюванні”
Науковий керівник: професор, д. т. н. Бейгельзимер Ян Юхимович.
2 ЕКСПЕРИМЕНТАЛЬНІ РЕЗУЛЬТАТИ
2.1 Результати фізичного експерименту
У статті [7] авторами було проведено експеримент з радіального видавлювання двох типів заготівок. Перші отримали горячим пресуванням з подальшим відпалом (середний розмір фрагментів після обробки склав 50 мкм); інші — за допомогою гвинтової екструзії [8] (середний розмір фрагментів після обробки склав 300 нм). Из заготівок с СМК и КК структурою виготовили заготівки циліндричної форми діаметром 15 мм та висотою 45 мм. Процес РВ вели до початку руйнування зразків.
Зразок з КК структурою почав руйнуватися, коли фланець сягнув діаметру 20,5 мм (25,4 мм - для СМК-зразка). Спроба видавити КК-зразок до диаметра 25 мм призвела до повного руйнування фланця. На рисунку 2.1 наведено загальний вигляд виробів з СМК та КК структурами при диаметрі фланця 25 мм.


а б
а - з СМК структурою; б - з КК структурою
Рисунок 2.1 — Зразки після радіального видавлювання
Такм чином, було встановлено, що зразок з СМК структурою має більш високий рівень пластичних властивостей порівняно зі зразком з КК структурою. Також авторами відзначаються наступні встановлені факти: краща плинність СМК зразка, що призводить до кращого заповнення порожнини штампа; для деформування зразка з СМК структурою за інших рівних умовах потрібно більш високе зусилля видавлювання (до фланця 20 мм: 85 кН — для КК зразка та 127 кН — для СМК зразка).
2.2 Результати числового експерименту
Дослідження процесу радіального видавлювання проводилось за допомогою тримірного моделювання у програмному комплексі DEFORM 3D. Обробка результатів дослідження виконувалась за допомогою табличного процесора MS Excel та програми STATISTICA. У якості моделі матеріала заготівки було обрано алюмінієвий стоп 5083 (σТ = 190 МПа); модель заготівки: циліндр высотою Н = 45 мм і диаметром D = 15 мм.
На першому етапі було досліджено три точки (дивитися рисунок 2.2) у поперечному перетині заготівки для виявлення найбільш небезпечного місця з точки зору руйнування.
Рисунок 2.2 — Анімація стадій моделювання процеса радіального видавлювання (показана формозміна моделі заготівки з накладеною сіткою)
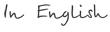
Проведене моделювання показало (рисунок 2.3), що більш інтенсивне вичерпання ресурсу пластичності матеріала має місце у поверхневих шарах заготівки, що обумовлено переважною дією розтягуючих напруг.
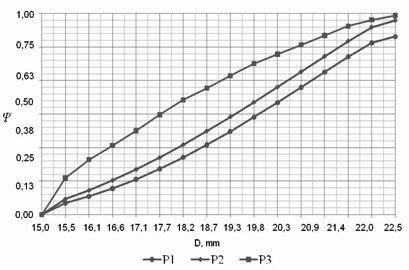
Рисунок 2.3 — Залежність ресурса пластичності Ψ від діметру D флаця, що видавлюється
Експеримент також показав, що класична схема радіального видавлювання не сприйнятлива для перетворення стрижня у диск без руйнування.
З огляду на це було запропоновано схему РВ, за якої має місце своєрідний протитиск у вигляді шайби з менш пластичного матеріала (див. рисунок 1.2). Зовнішній диаметр шайби l = 25 мм. Було досліджено кілька схем РВ: 1 – без протитиску; 2 – з протитиском, моделюємий матеріал шайби DIN-AL-99,8 (σТ = 18 МПа); 3 – з протитиском, моделюємий матеріал шайби 5052 (σТ = 80 МПа); 4 – з протитиском, моделюємий матеріал шайби 5056 (σТ = 130 МПа). У цьому експерименті ресурс пластичності оцінювався за критериєм Cockcroft-Latham з метою встановлення загальних тенденцій. Результати розрахунків наведено у вигляді залежності ресурса пластичності від діаметру фланця, що видавлюється (див. рисунок 2.4).
 - схема 1;
- схема 1;  - схема 2;
- схема 2;  - схема 3;
- схема 3;  - схема 4.
- схема 4.
Рисунок 2.4 — Результати розрахунку ресурса пластичності для різних схем РВ
По отриманих результатах можно зробити наступні висновки:
- вичерпання ресурсу пластичності заготівки сповільнюється з ростом межі плину матеріалу шайби; це пояснюється зростанням гідростатичного тиску, що виникає в осередку деформації;
- помітен характер зміни ресурса пластичності: пологий на початку навантаження та більш "крутий" при досягненні певного порогу;
- варто також відзначити більш сприятливу бездефектному деформуванню схему напруженого стану при використанні "протитиску" в порівнянні з віним видавлюванням; у якості практичної реалізації протитиску вбачаєтсья можливим застосування гідропідпору.
Інші частини:
- ВСТУП
- 1 АНАЛІЗ ПРОБЛЕМИ ОТРИМАННЯ ЗАГОТІВОК ТИПУ «ДИСК» ІЗ СУБМІКРОКРИСТАЛІЧНИХ МАТЕРІАЛІВ
- 1.1 Субмікрокристалічні матеріали та особливості їх обробки тиском
- 1.2 Методи отримання заготівок типу «диск»
- 1.3 Радіальне видавлювання
- 1.4 Модель руйнування металу за значних пластичних деформаціях
- ВИСНОВКИ
- ПЕРЕЛІК ПОСИЛАНЬ



