


Abstract
of the degree work *
“Submicrograin aluminum alloys` ductility resource exhaustion in process of radial extrusion”
Scientific adviser: Yan Beygelzimer, Professor of Materials Science.
2 EXPERIMENTAL RESULTS
2.1 Physical experiment results
Radial extrusion experiment [7] was carried out on two types of billets. The first type ones were obtained from hot pressing with further annealing (mean grain size was 50 microns); the other ones were obtained from TE [8] (mean grain size was 300 microns). Initial billets for RE of both structures had 15 mm in diameter and 45 mm in height. RE was run until billets became destructed.
First type workpiece began to collapse when it reached the flange diameter of 20,5 mm (25,4 mm - for SMG-structured billets). An attempt to extrude that billet to the diameter of 25 mm resulted in the complete flange destruction. Figure 2.1 provides the general view of both type billets after RE to 25 mm flange.


a b
a - SMG-structured billet; b - coarse-grained billet
Figure 2.1 — General view of the billets after RE
Thus, it was established that SMG-structured billets had a higher level of plastic properties in comparison with a coarse-grained billet. Also, the authors observed the following established facts: SMG-structured billets had a better fluidity, which lead to better filling of the die cavity; also a higher level of extrusion force was needed for SMG-structured billets` deformation (till flange of 20 mm in diametr: 85 kN was required for coarse-grained billet and 127 kN — for SMG one).
2.2 Numerical experiment results
One more research of RE process was conducted with the help of 3D modeling in DEFORM 3D software set. Data handling was carried out using MS Excel tabular processor and program STATISTICA. Aluminum alloy 5083 (creep strength is 190 MPa) was taken as a model of billet material. Dimensions of the billet model were equal to the physical billet`s ones.
The first stage of the modeling dealt with three points (see Figure 2.2) in billet`s cross section for the purpose of identifying the most dangerous place in terms of fracturing.
Figure 2.2 — Animation of RE process stages (with a grid laid upon)
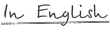
The modeling showed (Figure 2.3) that more intensive ductility resource exhaustion of material occured in the surface layers of billet due to the influence of stretching stresses.
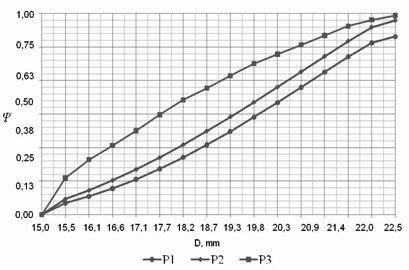
Рисунок 2.3 — Ductility resource Ψ dependence from flange diameter D
The experiment also showed that the classical scheme of radial extrusion was unacceptable for fractureless rod-to-disk transformation.
Therefore, the new RE scheme was proposed. It implied a kind of counter-pressure as a ring with lower creep strength level (see Figure 1.2). Ring`s outer diameter l is 25 mm. Several schemes of RE were examined: 1 - without counter-pressure; 2 - with counter-pressure, billet`s material was DIN-AL-99, 8 (creep strength was 18 MPa), 3 - with counter-pressure, billet`s material was 5052 (creep strength was 80 MPa), 4 - with counter-pressure, billet`s material was 5056 (creep strength was 130 MPa). Ductility resource was assessed by Cockcroft-Latham criterion to establish general trends. The results are shown on Figure 2.4.
 - scheme 1;
- scheme 1;  - scheme 2;
- scheme 2;  - scheme 3;
- scheme 3;  - scheme 4.
- scheme 4.
Figure 2.4 — Ductility resource dependence from flange diameter for different schemes
Other parts:
- INTRODUCTION
- 1 ANALYSIS OF THE SMG DISK-TYPE BILLETS OBTAINING
- 1.1 SMG materials and peculiarity of its pressure treatment
- 1.2 Radial extrusion
- 1.3 Model of metal fracturing under SPD
- SUMMARY
- REFERENCE LIST



