


Abstract
of the degree work *
“Submicrograin aluminum alloys` ductility resource exhaustion in process of radial extrusion”
Scientific adviser: Yan Beygelzimer, Professor of Materials Science.
1 ANALYSIS OF THE SMG DISK-TYPE BILLETS OBTAINING
1.1 SMG materials and peculiarity of its pressure treatment
Some requirements for SPD processes can be formulated. They are: firstly, importance of obtaining SMG structures with high angle grain boundaries, as this is the case of qualitative change of material properties; secondly, SMG structures should be homogeneous throughout the volume of sample to ensure the stability properties of the obtained materials; in the third place, samples should not have mechanical damage or destruction in spite of severe deformations.
These requirements can not be realized by using conventional metal forming methods such as rolling, stretching or extrusion. It is necessary for the SMG structure formation to use special mechanical deformation schemes that can achieve a larger deformation of materials at relatively low temperatures; also, determination of the optimal conditions of materials processing.
The most common SPD processes for today are: high pressure torsion (HPT), 3D forging, equal channel angular extrusion (ECAE), twist extrusion (TE). Workpieces for this research was obtained from the last one (figure 1.1).
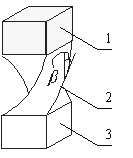
1 – outlet channel; 2 – twisted channel; 3 – calibrating channel
Figure 1.1 — Scheme of TE in principle
1.2 Radial extrusion
Radial extrusion (RE) (figure 1.2) is a technological operation connected with metal flow from the closed cavity (container) through the perimeter hole to a ring cavity.
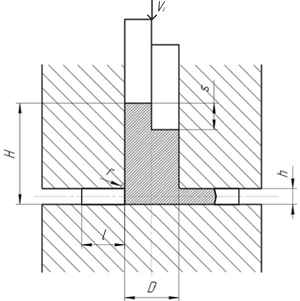
Figure 1.2 — Scheme of RE in principle
RE process is usually used for obtaining details with flanges [3]. Possibility of RE process is limited by the fracturing and destruction of the flanges on the periphery of the thinned part of the workpiece. This is due to the influence of dissimilar stress state on a flange edge with prevailing (circumferential) stretching tension. Extreme plastic deformation ratio depends on the workpiece material properties, flange height h and blending radius r of the die block transition edge: the higher relative values of these parameters, the greater flange diameter can be obtained.
1.3 Model of metal fracturing under SPD
Currently recognized that plastic deformation is accompanied by continuous formation and propagation of submicro- and microcracks. Formation of fracture nucleus is associated with the movement of dislocations due to plastic deformation. Thus, the destruction process is not instant, it is propagating over some period of time. Assume there is some little part of the workpiece deforming thermomechanical stably. As long as the accumulated shear deformation ratio Λ reaches the limit value Λр, destruction will happen. Analytic form for this condition is expressed as
Ψ = Λ/Λр < 1.
Ψ is called an efficiency of ductility resource. At the destruction moment Ψ = 1.
Extend the application of the above term to the general case of plastic deformation with variable thermomechanical parameters plasticity depends on. Let the metal plastic deformation develops over some time interval [0, t]. Consider a time moment of
Ψ =  < 1.
< 1.
the integral is calculated for a segment of the body along its path of movement;
H (τ), k (τ), μσ (τ) — results of the boundary problem solution, showing the change of shear strain velocity intensity and the change of stress state factors along the trajectory;
Λр [k, μσ] — known function from experiments, showing plasticity as a function of thermomechanical parameters (including stress state factors) [4].
Other parts:



