


Зміст
- Введення
- 1. Актуальність теми
- 2. Мета і завдання дослідження, плановані результати
- 3. Огляд досліджень по темі
- 4. Основна частина
- Висновок
- Список використаних джерел
Вступ
Кераміка є першим штучним матеріалом, отриманим людиною. Він був відомий ще з глибокої давнини і використовувався, в основному, для виготовлення посуду, декоративних і побутових виробів. Пізніше, в 20 столітті, з розвитком технологій настала епоха пластмас і кераміки
. Так з'явилася її технічний різновид, який використовується в приладобудуванні, електротехніці, транспорті, енергетиці, машинобудуванні, медицині та інших областях [1].
Алмазне шліфування є найбільш підходящим методом обробки керамічних заготівок при їх високій твердості. До шліфувального круга, як до ріжучого інструменту, пред'являють високі вимоги дотримання гостроти різальних крайок і збереження необхідної форми профілю круга. Якщо міцність закріплення абразивних зерен в інструменті нижче міцності самих зерен, то зношування відбувається за рахунок викришування зерен, а круг працює в режимі самозаточування. Самозаточуванням називають властивість круга зберігати працездатність внаслідок утворення нових різальних крайок в процесі обробки. Якщо міцність абразивних зерен виявиться нижче міцності їх закріплення в шліфувальному колі, то зношування відбувається частково за рахунок крихкого руйнування і сколювання зерен, а частково - в результаті їх стирання оброблюваним матеріалом. Таке зношування носить назву затуплення круга і полягає в утворенні площ на поверхні абразивний зерен і зменшення ріжучої здатності інструменту, що проявляється у збільшенні сили різання до двох разів. Крім того, нерівномірний знос кола призводить до зміни його профілю. Нестабільність робочих характеристик шліфувального круга, зміна їх під час обробки заготовок призводить до зміни якості поверхні деталі. Тому виникає необхідність в правці шліфувального круга [2].
1. Актуальність проблеми
Виправлення – процес відновлення ріжучої здатності шліфувального круга (ШК) і правильної геометричної форми інструменту. Правці піддається знову встановлюються на верстат інструменти і тупі в процесі роботи. На правку витрачається від 45% до 80% корисного об'єму ШК. Витрати на правку можуть досягати до 40% штучного часу обробки і більш. В даний час найбільш відомі наступні основні способи редагування [3]:
Фізичні та хімічні способи правки мають ряд недоліків [4]:
Альтернативою фізичного і хімічного способів правки виступають численні механічні способи правки. Механічну правку кругів здійснюють різними методами:
Виправлення вільним абразивом має низку переваг у порівнянні з іншими механічними способами впливу на робочу поверхню круга:
Недостатня кількість інформації про процес взаємодії вільного абразиву і робочої поверхні алмазного шліфувального круга при його виправлення не дозволяє вибрати оптимальні умови для її проведення.
2. Мета і завдання дослідження, плановані результати
Метою дослідження є підвищення продуктивності процесу правки вільним абразивом за рахунок визначення і вибору раціональних параметрів процесу впливу вільного абразиву на робочу поверхню круга.
Основні завдання дослідження:
- Розробка конструкції для правки вільним абразивом.
- Експериментально дослідити вплив на продуктивність процесу правки від ймовірності шаржування вільного абразиву в поверхню притиру і впливу кінематичних параметрів процесу правки на ймовірність використання абразиву.
- Вибір раціональних режимів правки алмазних кругів.
Об'єкт дослідження: процес редагування алмазного шліфувального круга вільним абразивом.
Предмет исследования : процесс взаимодействия свободного абразива с притиром и рабочей поверхностью алмазного шлифовального круга при его правке.
3. Огляд досліджень по темі
Різниця в реалізації різних способів правки вільним абразивом полягає в кінематиці переміщення притиру і способах подачі вільного абразиву в робочу зону.
Розглянемо деякі з таких способів.
По способу движения притира:
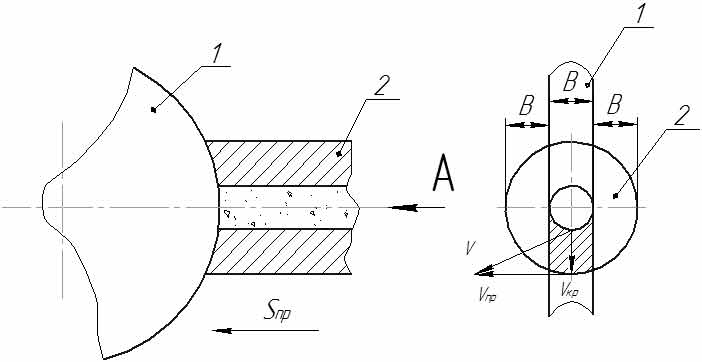
1). Вихідним для правки вільним абразивом є спосіб зі зворотно–поступальним переміщенням притиру щодо робочої поверхні круга (мал. 1) [5]
Правка здійснюється наступним чином. До кругу, обертається на робочій швидкості (інструменту) 1 підводять до торкання притир 2, поздовжня вісь якого нахилена під кутом в межах від 20 ° до 60 ° до вектора швидкості круга 1 в точці дотику його з притиром. Притиру задають зворотно-поступальний рух уздовж твірної інструменту для формування поздовжнього профілю круга форми 1А1. У зону контакту інструменту і притирання подають вільний абразив, який шляхом шаржування в притирі і перекочування по поверхні контакту в напрямку вектора швидкості робочої поверхні круга (РПК) вишліфовує матеріал притиру і зв'язки інструменту.
Малюнок 1 – Схема правки вільним абразивом з рухомим поступально притиром: 1 – шліфувальний круг; 2 – притир; 3 – вільний абразив (анімація: 9 кадрів, 10 повторів, 117 кілобайт)[5]
2). Спосіб правки вільним абразивом з обертовим притиром (мал.2) [6].
Спосіб виправлення шліфувальних кругів вільним абразивом, згідно з яким вільний абразив подають в зазор між шліфувальним кругом і притиром, що здійснює безперервний рух в напрямку по нормалі до робочої поверхні круга, який відрізняється тим, що притиру додатково надають обертальний рух навколо осі, нормальної до робочої поверхні і осі обертання шліфувального круга, причому найбільшу швидкість притирання вибирають не більше лінійної швидкості на робочій поверхні шліфувального круга, і правку роблять обертовим притиром з періодичними змінами напрямку його обертання.
Перевагами даного способу є:
До недоліків можна віднести збільшена витрата вільного абразиву.
Малюнок 2 – Схема правки вільним абразивом з обертовим притиром: 1 – ШК; 2 – притир[6]
3). Спосіб правки вільним абразивом з додатковим високочастотним коливанням притиру (мал.3) [7].
Цей метод спосіб відрізняється тим, що притир додатково здійснює високочастотні коливання, спрямовані вздовж котра утворює шліфувального круга. Надання притиру додаткових високочастотних коливань, спрямованих уздовж твірної шліфувального круга, змушує зерна вільного абразиву, які шаржовані в притир, робити додаткові руху складної форми, усуває (або хоча знижує до мінімуму) можливість утворення зернами вільного абразиву кільцевих канавок на поверхні круга і, тим самим , покращує характеристики його робочої поверхні, що впливає на якість поверхневого шару оброблюваних деталей.
При високочастотних коливань зерна вільного абразиву за час перебування їх в зоні контакту притиру і шліфувального круга описують складну криву, продовжують робочий шлях по поверхні кола, отже, збільшують продуктивність правки.
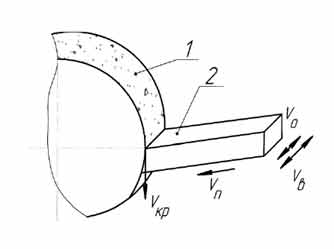
Малюнок 3 – Схема правки вільним абразивом з обертовим притиром і додатковим високочастотним коливанням: Vкр – лінійна швидкість ШК; Vп – швидкість подачі притиру; Vо – швидкість зворотно – поступального руху притиру уздовж твірної ШК; Vв – скорость движения притира при его высокочастотных колебаниях; 1 – ШК; 2 – притир [7]
4). Спосіб правки вільним абразивом (мал.4) [8].
Відрізняється від першого способу роздільною подачею притиру і вільного абразиву в робочу зону. Перевагою даного пристрою є підвищення продуктивності правки, за рахунок змонтованої на станині направляючої з циліндричним каналом, в якому розташована трубка, заповнена вільним абразивом, і механізмом подачі трубки.
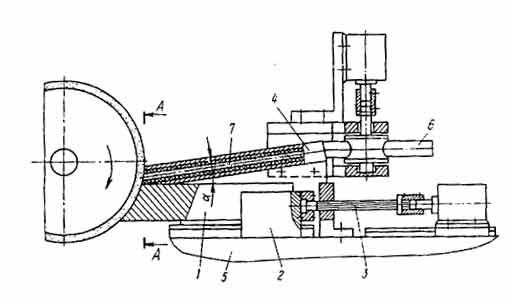
Малюнок 4 – Спосіб правки вільним абразивом [8]
Як сполучна речовина для вільного абразиву можуть виступати:
1). Напів-пов'язані абразивні зерна у вигляді бруска [9].
У зазор між ШК і притиром подають вільний абразив у вигляді бруска, який складається з суміші абразивного порошку і сполучного елемента (глина, гіпс, цемент, алебастр, епоксидної смоли). При правці брусок подають до ШК, який обертається. При цьому зерна абразивної суміші, при руйнуванні бруска кругом, наносяться безпосередньо на його робочу поверхню.
Суть методу правки пояснюється графіком залежності граничної ріжучої здатності ШК (РС), яка отримана після правки від міцності бруска, яка визначається тимчасовим опором руйнуванню бруска при стисненні (Сігма) (мал.5).
Перевагою цього методу є зменшення кількості споживання вільно абразиву і поліпшення ріжучої здатності ШК
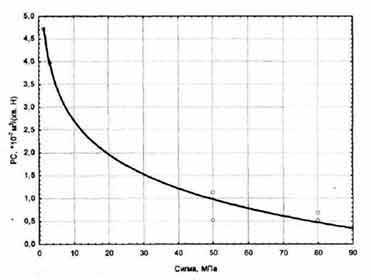
Малюнок 5 – Залежність ріжучої здатності ШК від опору руйнування бруска при стисканні [9]
2). Рідка зв'язка [10].
У зазор між абразивним інструментом, який обертається, і притиром подається вільний абразив розміром, який дорівнює 0,6‐0,9 розміру зерен абразивного інструменту у вигляді суспензії, яка складається з абразиву, глини і рідини.
Суспензію приймають при такому відношенні компонентів,%:
| абразив | 51,0–60,0 |
| глина | 20,0–25,0 |
| рідина | інше |
Перевагою даного методу є підвищення продуктивності правки і якість РПК. Недолік - велика витрата вільного абразиву.
4. Основна частина
Виправлення вільним абразивом досить складний технологічний процес, який спрямований на відновлення ріжучої здатності круга. Процес роботи ШК можна розділити на 2 етапи:
- Етап обробки заготовки з втратою ріжучої здатності круга.
- Процес відновлення ріжучої здатності круга (правка круга).
Обидва етапи роботи кола можна представити у вигляді схеми наведеної на малюнку 6.
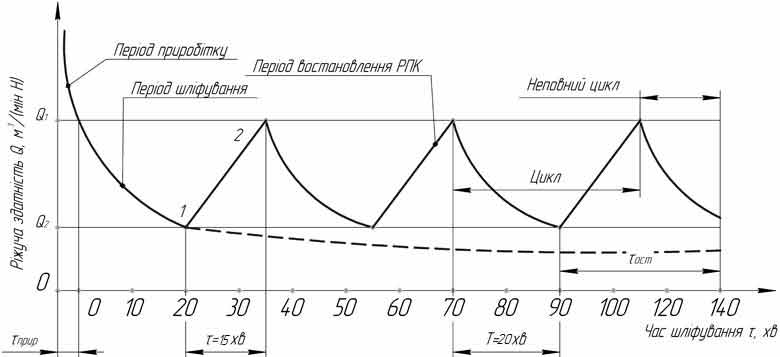
Малюнок 6 – Зміна в часі поточної ріжучої здатності круга із застосуванням електроерозійного впливу (ЕЕВ) [11]
Проміжок часу 0 – τ1 відповідає етапу підробітки РПК. Етап підробітки характеризується найбільшим значенням ріжучої здатності РПК і інтенсивним зносом робочого шару круга. Етап підробітки вважається закінченим, коли поточна ріжуча здатність круга досягає певного значення Q1.
Етап τ1 – τ2 описує зміну поточної лімітованої різальної здатності круга в процесі шліфування. Значення часу τ2 відповідає значенню ріжучої здатності круга Q2, при досягненні якого починається відновлення ріжучої здатності круга.
Етап τ2 – τ3 описує зміну поточної ріжучої здатності круга при введенні ЕЕВ в зону різання одночасно з процесом обробки. При цьому відбувається відновлення ріжучої здатності круга від значення Q2 до Q1. Даний період характеризується інтенсивним зростанням ріжучої здатності за рахунок видалення продуктів засолювання кола і частинок зв'язки, що приводе до інтенсифікації витрати робочого слоя круга.
У момент часу τ3, коли поточна ріжуча здатність досягає вихідного заданого значення Q1, продовжують роботу в режимі звичайного шліфування до чергового падіння ріжучої здатності до рівня Q2, після чого цикл повторюється [11].
При обробці заготовок зміна поточної ріжучої здатності круга Q(τ) при шліфуванні можна описати описуються експонентними залежностями виду [11]:
де Q(τ), Qвих, Qуст– відповідно поточний, поточна й стале значення ріжучої здатності круга; ΔQ = Qвих–Qуст – амплітуда зниження ріжучої здатності, мм3/хв; βQ – емпіричний коефіцієнт, 1/мин; τ – тривалість шліфування, хв.
При восстановлении режущей способности РПК за счет ЭЭВ, повышение режущей способности РПК и рост текущего расхода алмазов описывается линейными зависимостями вида [11]:
Тривалість періоду роботи круга до стану при якому необхідно правити АШК залежить від фізико-механічних властивостей оброблюваного матеріалу, характеристики кола і режиму обробки заготовки.
Для скорочення часу відновлення ріжучої здатності РПК вплив вільного абразиву на робочу поверхню круга бажано здійснювати при раціональних для даних умов режимах редагування (а саме, швидкостей притиру і абразиву). Вплив вільного абразиву на РПК необхідно припиняти, коли ріжуча здатність круга досягне певного заданого рівня, що дозволить знизити надмірні витрати алмазів і нераціональну витрата правлячого абразиву.
Як видно з графіків (мал. 5), період відновлення РПК досить великий, тому виникає необхідність у моделюванні процесу правки і визначення параметрів, які впливають на скорочення часу процесу.
Висновки:
Магістерська робота присвячена дослідженню підвищення продуктивності правки за рахунок вибору раціональних параметрів процесу впливу вільного абразиву на робочу поверхню круга. При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: червень 2018 року. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати.
Список використаних джерел
- Библиотека Машиностроителя. Керамика. Ее свойства и применение // [Электронный ресурс] – Режим доступа: https://lib-bkm.ru/publ/26-1-0-1719.
- Попов, С. А. Шлифовальные работы / С. А. Попов. – М.: Высшая школа,1987.383 с.
- Полтавец, В.В. Повышение степени управляемости технологической системой шлифования кругами из сверхтвердых материалов за счет воздействий на характеристики инструмента / В. В. Полтавец // Наукові праці ДонНТУ. Серія Машинобудування і машинознавство. Випуск 6 (154). Донецьк: ДонНТУ, 2009. – С.79–86.
- Матюха, П. Г. Устройство для электроэрозионной правки кругов на металлической связке / П. Г. Матюха, В. П. Цокур // Науч.-техн. реферативный сб. «Электрические и электрохимические методы обработки». – М.НИИМАШ. – 1981. – Вып.8. – С.2 –3.
- А.с. 1839393 СССР. Способ правки абразивного инструмента / Бурмистров В. В., Байков А. В., Емельянов А. Н., Калафатова Л. П., Хроменко А. Д. // Бюл. – 1993. – № 47–48. – 2 с.
- Пат. 97700Укр. Способ правки шлифовальных кругов свободным абразивом / Гусев В. В., Вяльцев М. В., Молчанов А.Д., Медведев А. Л., Семенюк Д. Ю. // Бюл. – 2012. – №5.
- Пат. 96351Укр. Способ правки шлифовальных кругов свободным абразивом / Гусев В. В., Вяльцев М. В., Молчанов А. Д., Медведев А. Л., Семенюк Д. Ю., Калафатова Л. П. // Бюл. – 2011. – №20.
- А.с.1668121 СССР. Способ правки абразивного интсрумента/ В.В. Бурмистров, А.Д. Хроменко, В.В. Мащенко, Е.М. Сировский // Бюл.– 1991. – № 29. – 3 с.
- Пат. 99526 Укр. Способ правки шлифовального круга/ Гусев В. В., Вяльцев М.В., Молчанов А. Д., Медведев А. Л., Тупик А. Л., Калафатова Л. П. // Бюл. – 2012. – №26.
- Пат. 3838 Укр. Способ правки шлифовального инструмента / Калафатова Л. П., Шевченко В. А., Поезд С. А. // Бюл. – 2004. – №12.
- Матюха П.Г., Шлифование труднообрабатываемых материалов кругами из алмазов и эльбора. Монография / П.Г. Матюха, В.В. Полтавец, А.В. Бурдин, В.В. Габитов. – Черкаси.: Вертикаль, 2015. – 251 с.